(54) ИНСТРУМЕНТ ДЛЯ УЛЬТРАЗВУКОВОЙ СВАРКИ
например, путем об сатки пустотелого щшивдрического стержня) в этих зонах. Наибольшая площадь сечения инструмента находится в зонах узлов, а каименышя - пучностях, и при больших значениях подаваемш на инструмент мощноста, или его а1 о1ли1удь колебашш, не происходит поломки инструмента в узловых зонах и затухания (со зиа Ш1ельнымй потерями на внутреннее ) Кйле&цшй в пучностях. Конструкция инстрз/ментй позволяет 31нчйтельно повысить добротность инструмента при работе в ультразвуковых полях и его кеткхгруктнвную прочность.
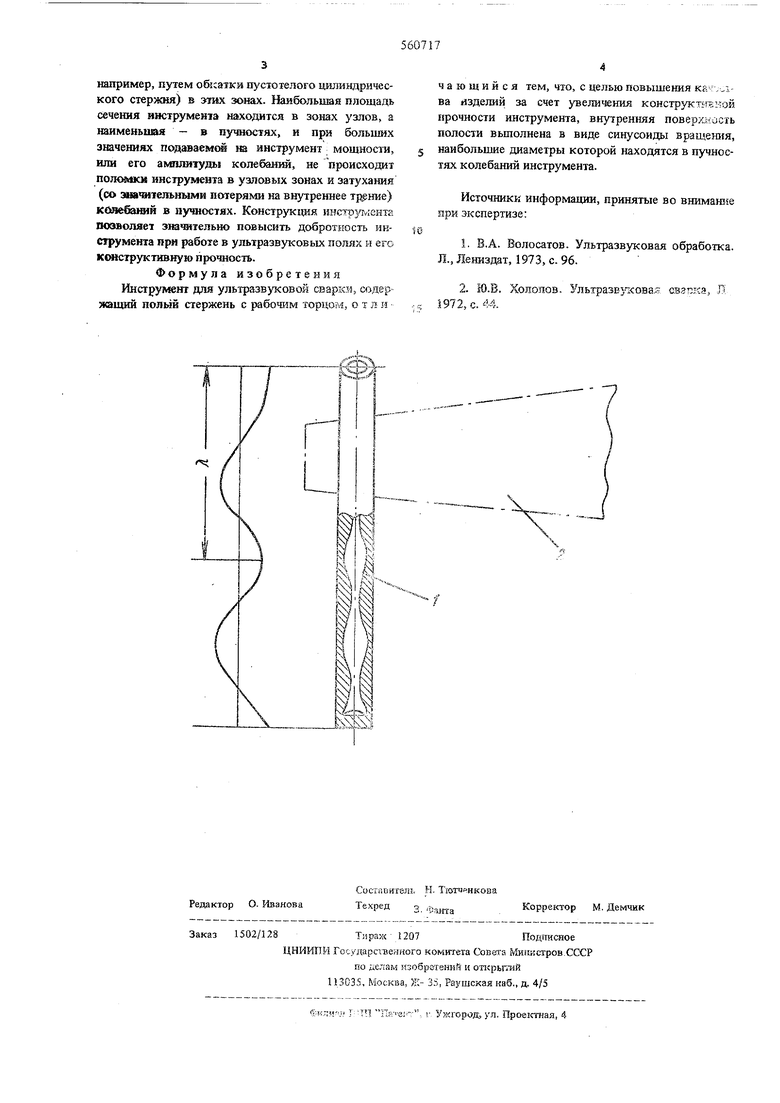
Формула изобретения Инструлюнт для ультразвуковой сварк,., содержащий стержень с рабочим торцом, о т л и
чающийся тем, что, с целью повышения ,1ва изделий за счет увеличения конструкт ганой прочности инструмента, внутренняя noBep/Jtocxb полости вьшолнена в виде синусоиды вращения, наибольшие диаметры которой находятся в пучностях колебаний инструмента.
Источники информации, принятые во внимашю при экспертизе:
1.В.А. Волосатов. Ультразвуковая обработка. Л., Лениздат, 1973, с. 96.
2.Ш.В. Холопов. УльтразЕ) свзпка, Л 197 2, с. 44.
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для ультразвуковой сварки | 1975 |
|
SU536918A1 |
| Ультразвуковой инструмент для разрезания костных тканей | 1982 |
|
SU1057027A1 |
| Способ термической обработки инструмента для ультразвуковой сварки | 1982 |
|
SU1024513A1 |
| СПОСОБ ОБРАБОТКИ Л\ЕТАЛЛОВ ДАВЛЕНИЕМ | 1969 |
|
SU232729A1 |
| СПОСОБ НАПЛАВКИ ПОКРЫТИЯ | 2001 |
|
RU2212988C2 |
| Устройство для волочения металла,с наложением ультразвуковых колебаний на инструмент | 1977 |
|
SU735356A1 |
| Способ изготовления волновода-волоки | 1988 |
|
SU1629129A1 |
| Способ доводки деталей типа тел вращения | 1991 |
|
SU1794630A1 |
| Устройство для обработки отверстий | 1985 |
|
SU1315268A1 |
| УЛЬТРАЗВУКОВОЙ ДЕСТРУКТОР-АСПИРАТОР | 2003 |
|
RU2254076C2 |
X
lSKi
