Известен способ обработк металлов давлением, заключающийся в возбуждении ультразвуковых колебаний в инструменте и заготовке в процессе деформации.
Предложенный способ отличается от известного тем, что в заготовке возбуждают ультразвуковые колебания с пучностью амплитуды, отстоящей от очага деформации на расстоянии, равном половине ее длины. Это уменьшает трение между заготовкой и инструментом, а также улучшает качество изделий при осуществлении операции прессования.
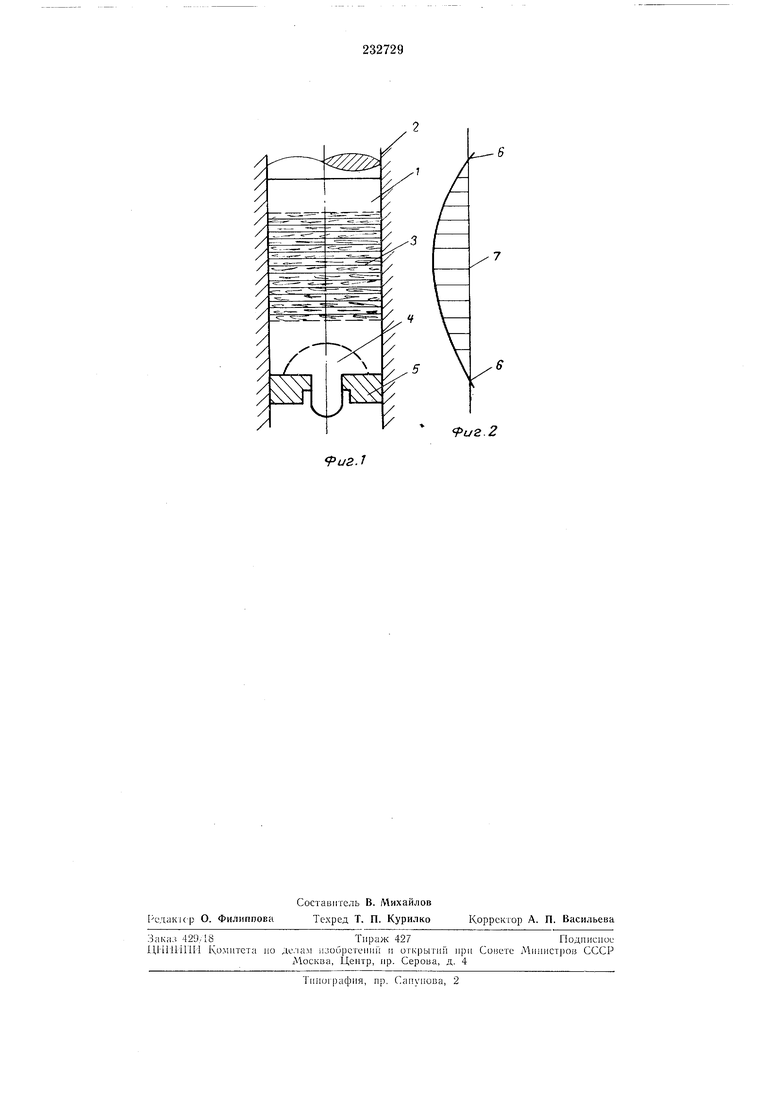
На фиг. 1 показана зона возбуждения ультразвуковых колебаний (озвучивания) в прессуемой заготовке; на фиг. 2 - схема распределения амплитуды колебания скорости по длине контейнера.
Заготовка 1, предназначенная для прессования, загружается в контейнер 2 и подвергается воздействию ультразвуковых колебаний (озвучиванию). При этом наиболее интенсивное воздействие ультразвука приходится на участок 3 (условно обозначен горизонтальными штрихами) заготовки, расположенный до очага деформации 4. Это достигается размеш,ением матрицы 5 в узле 6 амплитуды смещения колебания скорости. В то же время пучность амплитуды смещения 7 приходится на участок 3 заготовки и находится от очага
деформации -/ на расстоянии, равном половине длины заготовки.
Прн этом обеспечиваются взаимные колебательные перемещения между заготовкой н
контейнером с наибольшей а плнтудой, значительное }меньшение сил трения по поверхности контакта заготовки с контейнером и, как следствие, уменьшение усилия деформирования и снижение неравномерности деформацни.
Вредное воздействие ультразвука на материал заготовки сводится к минимуму, так как заготовка подвергается озвучиванию на участке 3 до очага деформации 4, а после обжатия в очаге деформации 4 (при прохождении ее через очко матрицы 5) механические свойства заготовки полностью восстанавливаются.
Предмет изобретения
Способ обработки металлов давлением, заключающийся в возбуждении у,тьтразвуковых колебаний в инструменте и заготовке в процессе деформащш, отличающийся тем, что. с целью уменьшения трення между заготовкой
и инструментом, а также улучшения качества изделий при осуществлении операции прессования, в заготовке возбуждают ультразвуковые колебания с пучностью амплитуды, отстоящей от очага деформации на расстоянии,
/ / / / / / / / / / / / / / / / /
/ / / /
/ / / / /
.2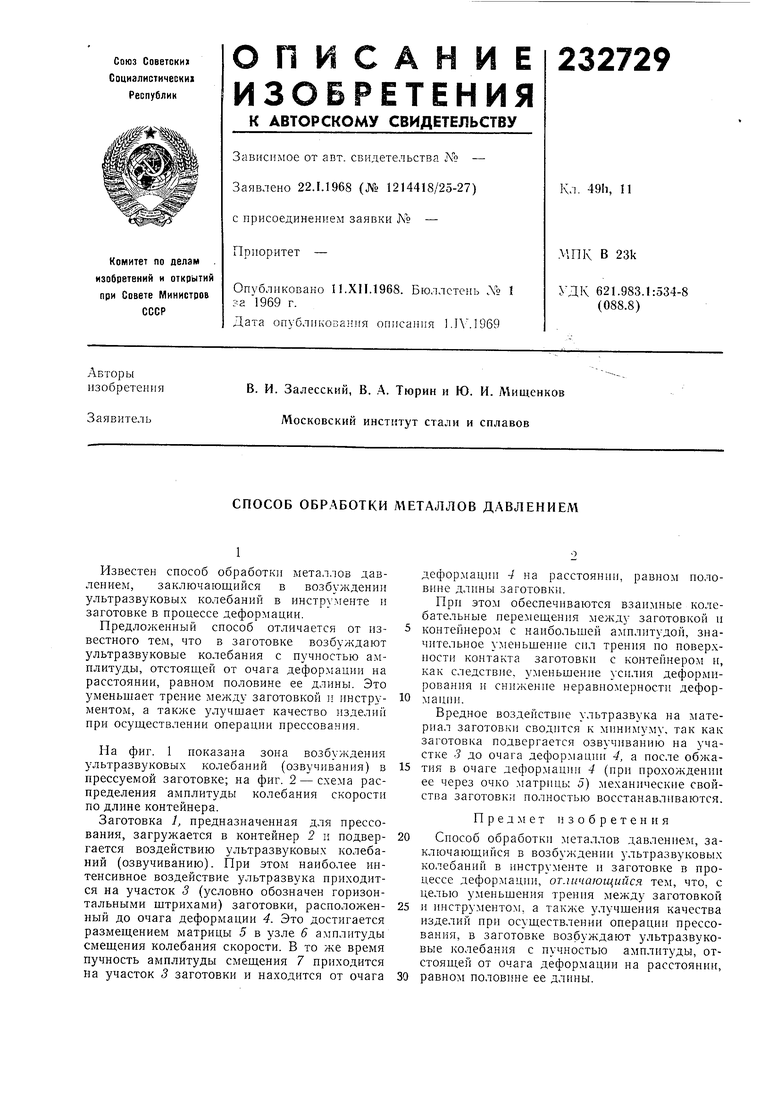
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 1969 |
|
SU233417A1 |
| УЛЬТРАЗВУКОВОЙ СПОСОБ ОБРАБОТКИ МАТЕРИАЛОВ | 1971 |
|
SU308784A1 |
| Способ разъединения сочлененных деталей | 1977 |
|
SU632462A1 |
| Устройство для получения ленточныхСпиРАлЕй из пРОВОлОКи | 1979 |
|
SU844112A1 |
| Установка для гидростатического прессования с применением ультразвука | 1983 |
|
SU1159674A1 |
| Устройство для волочения металла,с наложением ультразвуковых колебаний на инструмент | 1977 |
|
SU735356A1 |
| Способ гидропрессования и устройство для его осуществления | 1976 |
|
SU780920A1 |
| Способ волочения металла с применениемульТРАзВуКА | 1978 |
|
SU799853A1 |
| Способ наладки прессового инструмента с системой ультразвуковых колебаний | 1977 |
|
SU747555A1 |
| Устройство для волочения с ультразвуком | 1990 |
|
SU1773524A1 |