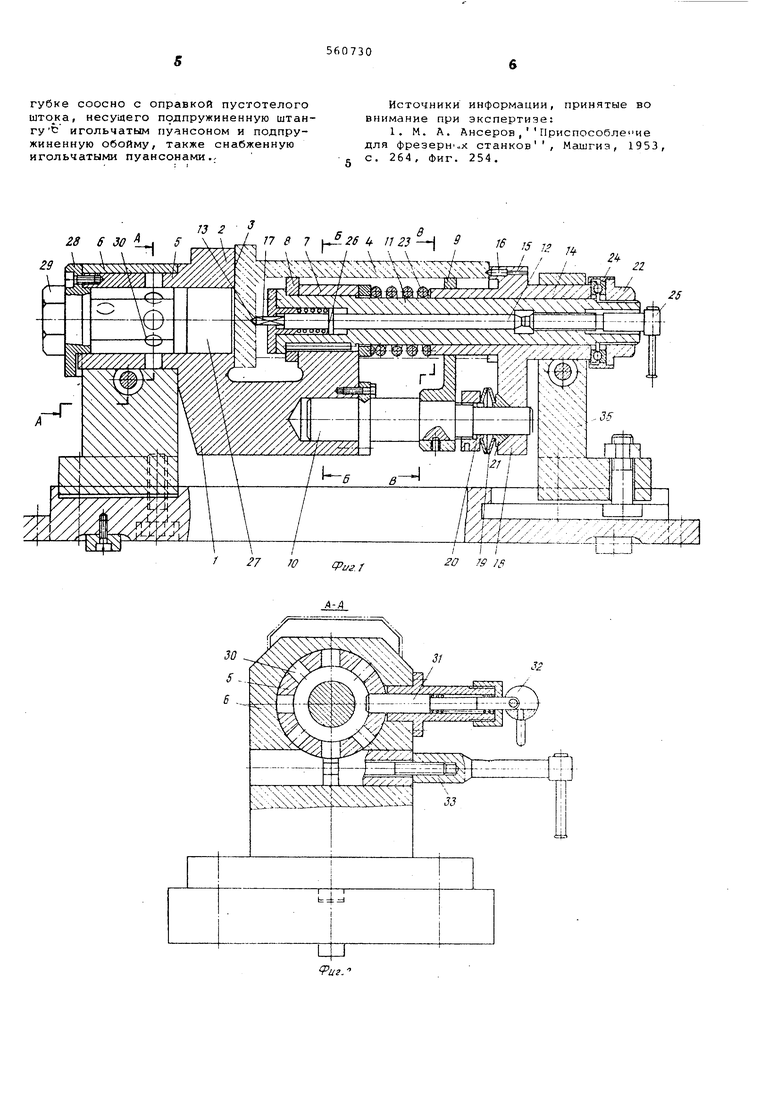
(54) УСТРОЙСТВО для ЗАКРЕПЛЕНИЯ ДЕТАЛЕЙ ПРИ КОПИРОВАЛЬНОЙ ОБРАБОТКЕ но оправки, фиксация штанги осуществлена четырехгранни сом 17 и обоймы поводком 18, установленным на ней с диаметрально противоположной упору 15 стороны. Поводок 18 соединен с оправкой штырем 10, на котором он посажен отверстием свободно. Со стороны оправки, поводок поджат пружиной 19, натяжение которой регулируется гайкой 20. Опорная шайба 21 пружины 19 выполнена сферической. Обойма 14 снабжена винтовым приводомг осуществляемым гайкой 22, со стороны детали обойма поджата пружиной 23f между обоймой и гайкой установлен упорный подшипник 24. Штанга также снабжена винтовьам приводом в виде ввернутого в шток 11 винта 25, со стороны детали штанга поджата пружиной 26 Закрепление штока 11 в губке 7 произведено при помощи гайки и шпонки (не обозначены). В цилиндрическом хвостовике 5 выполнено технологическое отверстие 27 которое закрыто крышкой 28 с шестигранником 29. В хвостовике выполнены отверстия JOf служащие для взаимодействия оправки с фиксатором. Последний установлен в стойке 6 и содержит подпружиненный плунжер 31 (фиг. 2) и эксцентриковый привод 32, В стойке ус тановлен также тангенциальный зажим 33. Конфигурация опоры 8 выполнена по контуру внутренней поверхности детали 4 (фиг, 3). При этом внешние грани детали, а также грани основания св . бодны для обработки. Поверхности 34 , губки 2 являются копиром при обработ ке, основания детали . Расположение игольчатых пуансонов 16 выполнено соответственно форме торца детали 4 (фиг. 4). Консольная часть оправки ра положена на дополнительной опоре 35 с регулируемой установкой. Поверхност 36 упора 15 является копиром при обработке граней детали 4. Устройство работает следующим образом. Перед закреплением в предлагаемом устройстве обрабатываемой детали пос лчднюю обрабатывают гэ торцам на винтовом зажиме (на чертежах не показан После этого выворачивают тангенциаль ный зажим 33 устройства и поворотом эксцентрикового привода 32 выводится плунжер 31 из отверстия 30. Оправка устанавливается при помощи шестигранника 29 в необходимое положе ние. Экс центриком 32 фиксируется положение оправки. Винтом 25 путем его вращения прот часовой стрелки отводится штанга 12 вправо, при этом ее движение происхо дит под действием пружины 26. Вращением гайки 22 против часовой стрелки 5бойма 14 отводится вправо, движение обоймы происходит под действием пружины 23. При этом г ружина 19 разжимается. Деталь 4 внутренней поверхностью укладывается на опоры 8 и 9. Вращением винта 25 по часовой стрелке подается влево штанга 19, игольчатым пуансоном 13 она прижимает основание детали 4 к базовой поверхности 3 губки 2 и крепит его. Враицением гайки 22 по часовой стрелке подается влево обойма 14 и, упираясь игольчатыми пуансонами 16 в торец детали, она дополнительно закрепляет деталь. При креплении сила зажима, приложенная к торцу детали, создает момент благодаря наличию плеча между осью обоймы и упором 15 с пуансонами 16. Этот момент компенсируется другим моментом, возникающим на поводке 18. Гайкой 20 можно регулировать величину момента и .тем самым устранить продольный перенос обоймы 14 при закреплении детали. Пои вращении гайки 22 ее тангенциальное воздействие на обойму 14 устраняется упорным подшипником 24, благодаря чему во время вращения гайки обойма не имеет тенденцию к развороту. При обработке детали ее консольная часть жестко удерживается дополнительной опорой 35. В порядке последовательности обработки граней оправка с деталью поворачивается и после фиксации в описанном порядке и перенастройки фрезы по копиру, т.е. поверхности 36 упора 15 и поверхности 34 губки 2, деталь обрабатывается без снятия из устройства и установке в него во времени всего цикла обработки. При этом тангенциальным зажимом 33 стойки 6 и тангенциальным зажимом опоры 35 (не обозначен) оправка окончательно закрепляется при обработке каждой поверхности детали. Формула изобретения Устройство для закрепления деталей при копировальной обработке , в корпусе которого размещена установленная с возможностью поворота оправка, выполненная в виде скобы с губками, и механизм фиксаций оправки, снабжен-ный также механизмом закрепления детали, отличающееся тем, что, с целью обеспечения закрепления несимметричных деталей, например кронштейнов, одна губка снабжена базовой поверхностью и хвостовиком, установленньпч с возможностью поворота и фикстции в корпусе устройства, а на второй губке размещены базовые опоры и механизм закрепления деталей, выполненный в виде расположенного в губке соосно с оправкой пустотелого , несущего подпружиненную штангуС игольчатым пуансоном и подпружиненную обойму, также снабженную игольчатыми пуансонами.Источники информации, принятые во внимание при экспертизе: 1. М. А. Ансерон,Приспособлечце для фрезерн х станков , Машгиэ, 1953, с. 264, Фиг. 254.

| название | год | авторы | номер документа |
|---|---|---|---|
| ТРЕХКУЛАЧКОВЫЙ САМОЦЕНТРИРУЮЩИЙ ТОКАРНЫЙ ПАТРОН ДЛЯ СКОРОСТНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 1999 |
|
RU2191093C2 |
| ЦАНГОВЫЙ ТОКАРНЫЙ ПАТРОН | 2023 |
|
RU2812811C1 |
| Инерционный привод | 1987 |
|
SU1484461A1 |
| Устройство для ориентации длинномерных заготовок | 1978 |
|
SU700248A1 |
| Устройство к фрезерному станку для обработки пазов | 1988 |
|
SU1535679A1 |
| Трубно-гаечный ключ | 1952 |
|
SU95338A1 |
| Автоматический поводковый патрон | 1979 |
|
SU829349A2 |
| Зажимное устройство | 1985 |
|
SU1341013A1 |
| Оправка разжимная | 2021 |
|
RU2765419C1 |
| Зубчатая сцепная муфта | 1980 |
|
SU964294A1 |

27 JO
A-A 15 20 jg /f IS
0-6
yt ...fexv; ;
36 SB
Рш.з
