1
Изобретение относится к нагревательным устройствам, применяемым в металлургической и других отраслях промышпен ности, в частности к автоматизации соляных и других видов ванн для нагрева шту«ных заготовок перед ковкой, штамповкой и термообработкой.
Известен автооператор для соляной пещь-ванны, содержащий, направляющие для перемещения поцвесок через емкость Для расплава и размешенную над ней камеру предварительного подогрева, рычажный механизм передали подвесок й камеры в емкость, загрузчик-питатель я рычаг выгруэ ки, кинематически связанные с обшнм при водом перемещения .
Это устройство является наиболее блиэ КИМ к изобретению по технической сущности И достигаемому результату.
Такое устройство является недостаточно надежным в работе, что объясняется воэможностью заеданий или заклиниваний в загрузчнке-питателе и подвесках, перемета- чяцихся под собственным весом, а также
2
размещением исполнительных механизмов и узлов в горячей зоне.
Целью изобретения является устранение недостатков и повышегаш нроиэвоплтельнооги автооператора.
Для этой пpeдлaгae ый автоопера.гор снабжен мех тнческой рукой с захватом и дугообразными двоШ-гыми направлякяними со стрелочным переводом, при этом i мех/ ни«юская рука соединена с обшнм приводогл перемещения и установлена между загрузчи ко -питателем и направляющими, ;а дугообразные двойные направляющие устайо1влены конпентрнчно механической руке и сое диняют напрввляющне камеры с загрузчл ком-питаталем, а направлнющие емкости с рычагом выгрузки.
Кроме того, направляющие камеры и емкости выполнены с возможностью шагопОро перемещения нодвесок и состоят на неподвижных -Н.подвижных планок, кинема™гически связанных с общим приводом пе ремещения.
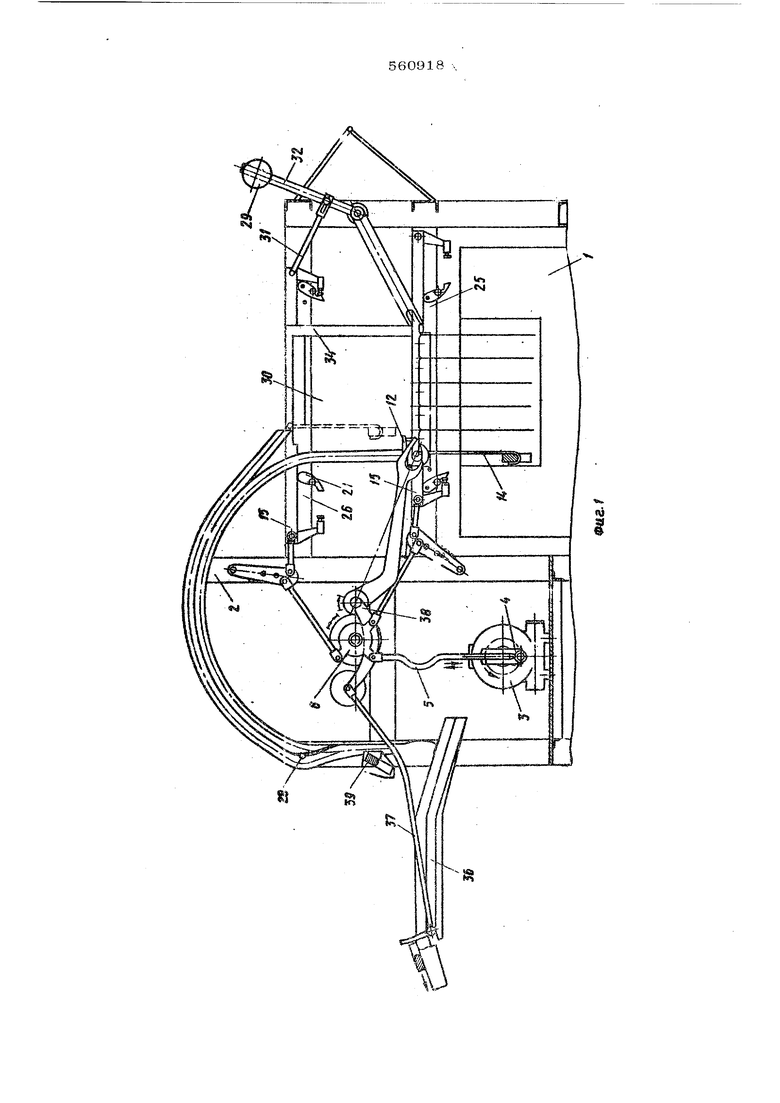
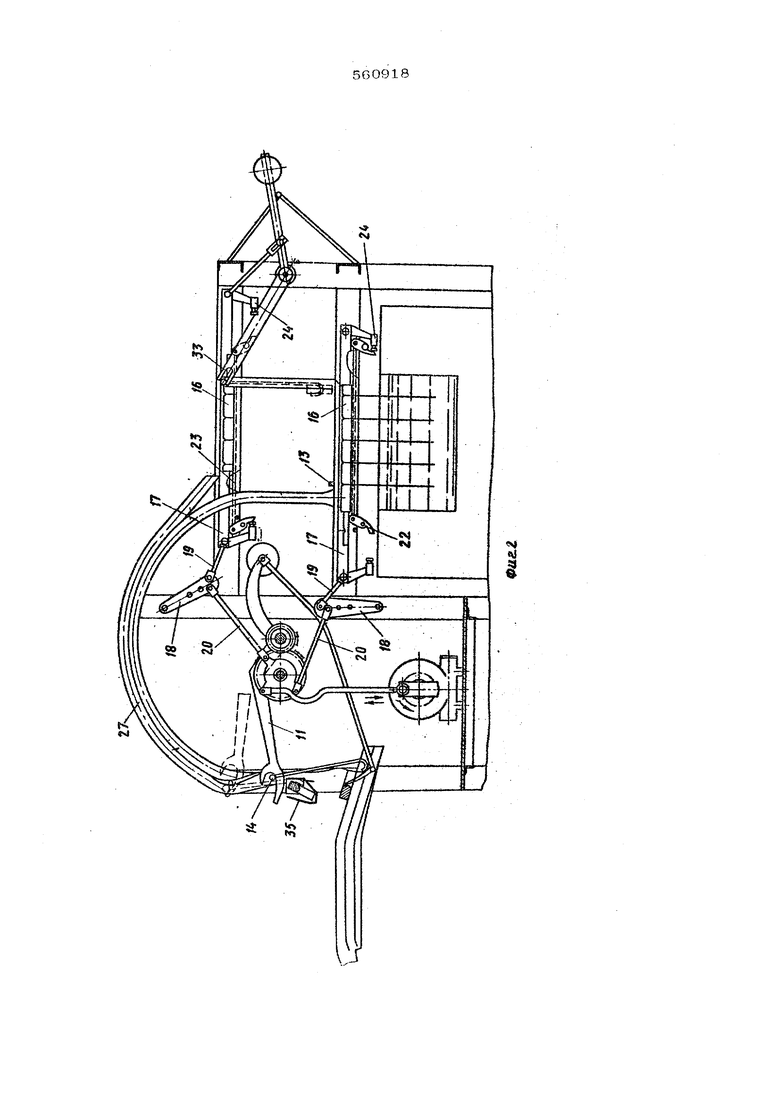
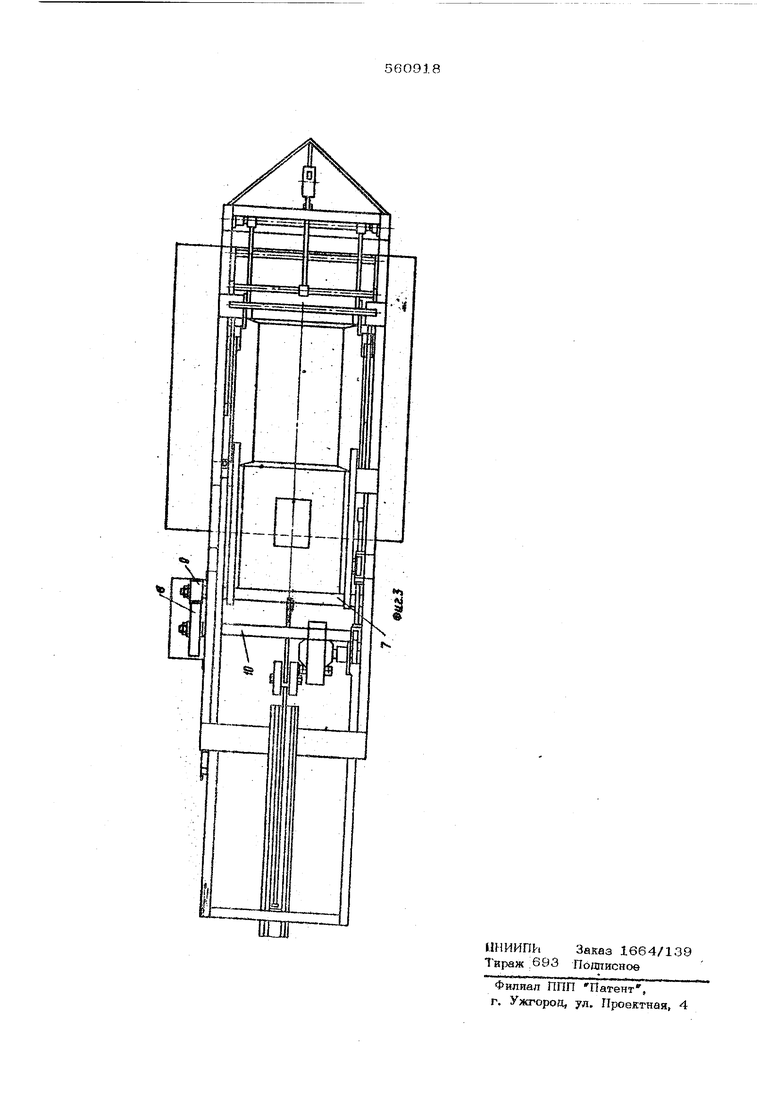
На фиг, 1 н 2 изображен обший вид ni-)s поженного автооператора в храйшпс положа ПИЯХ рабочих механизмов; на фиг, 3-го же, вид сверху, Мад емкостью 1 дня расплава установлена металлическая рама 2, на которой смот тироБань вое механизмы автооператора кинематически связанные с общим приводом 3 nepefvfemeHUH через кривошипный механизм 4,тягу 3 и крестовину 6. На валу 7, CBJ занном через шестерни 8 ч 9 с валом 10 крестовины 6, жестко установлена механи- ческая рука 11, снабженная подпружиненны захватом 12, срабатывакдцим при взаимодействии с упором 13 рамы 2 в момент приема подвески 14, Симметрично относиггельно руки 11, за пределам, зеркала расплава, расположены две горизонтальные наиравляющие 15 шагового перемещения подвесок 14, состоящие из пар неподвижных,16 и подвижных 17 планок. Последние кинематически связаны с приводом 3, Планки 16 и 17 снабжены равномерно рас доложенными гнездами для размещения в них подвесок 14, -Кинематическая связь ; шагового перемешения подвесок 14 по нап- равляюшим 15 включает попарно расположе ые качающиеся рычаги 18с отверстиями ОЛЯ крепления тяг 19 и 20 и изменения шага перемешгния подвесок 14. Подвижные кланки 17 размещены на поворотнь-х кулачках 21 н 22, связанных тягами 23 и уста- аоз;):е итых с возможностью взаимодействия с тол каталем 24, расположенным на кон цах планок 17, не ограничительными упорами 25 f 26, Ншгравпяющие 15 с одной cTOpoiai сопряжены с дугообразным двой«ыми направляющими 27, снабженными стрелочным переводом 28 н установленным концеигрячно механической руке 11, а с другой стороны сопряжены с рычажным ме ханиэмом 29 передачи пидвесод 14 из камеры. ЗО предварительного подогрева в емкость 1 для расплава. Механизм 29 содержит управляемый планками 17 через тя™ гу 31 уравновешенный двуплечий рычаг 32 имеющий на рабоюм конце вилку 33 для удержания подвесок 14 при их опускании и вертикальные направляющие 34, К раме 2 крепился ;также загрузчик-питатель 35 склиз 36 с рычагом 37 выгрузки. F i4tir 37 приводится в движение ог вала 7 через рычаг 38,. Автооператор работает следующим обра- аом. По за фузчшсу-питателю 35 заготовка 39 поступает в зону загрузки, затем аа- Х1 агыпйвтся освободившэйся подвеской 14, которая переносится рукой lino направ ЛЯК.Ч1ШМ 27 через стрелочный перевод 28 в гнезда по,аБ 1ЖНЫх ппанок 17 камеры ЗО, Оовободнишаяся от подвески 14 рука 11 при дальнейшем своем движении доходит до места выгрузки из емкости 1 нагретой за- готовки 39 и при взаимодействии с упопгм 13запирает подвеску 14 в захвате 12, Подвгокные планки 17 переносят подвески 14на заданный шаг над гнездами неподвижных планок 16. В конце хода толкатели 24, воздействуя на кулачки 21 и 22, поворачивают их при взаимодействии с упорами 25 и 26. Подвижные планки 17 при этом опускаются, перекладывают подвески 14 в гнезда непо; 1вижных планок 16 и за- тем возвращаются обратно. При контакте толкателей 24 с кулачками 21 и 22 планки 17 поднимаются вместе с подвесками 14, находящимися на планках 16, оставлля свободными гнезда. - для приема очередной подвески 14, После подачи очередной nofb вески 14 в камеру 30 подвижные- планки 17 совершают движение, .аналогичное выше описанному, в процессе которого подвески 14 перюкладываются на следуклцие гнезда планок 16, перемещая таким образом заго товки 39, которые за это вртмя подогреваются до необходимой температуры. В конце движения через камеру 30 подвеска 14 попадает в вилку 33 двуплечего рычага 32 механизма перегрузки 29, после чего по вертикальным направляющим 34 подвеска J.4 плавно погружается в расплав соли, находящейся в емкости 1, Далее, нагреваясь, заготовки ЗЭ периодически перемеща«югся на щаг по нап1эавляюшим 15 емкости 1 в обратном направлении. Захваченная рукой 11 подвеска 14 с окончательно нагре той заготовкой 39 перемещается по дутообразным направляющим 27 я месту выгрузки-загрузки, при этом подвеска 14 нажимает на захват 12, который под дейст вием пружины утапливается. При переходе подвески 14 через стрелочный перювод 28 последний отклоняется и воавращаегся в исходное положение, а подвеска 14 опус« кается по дугообразным направляющим 27, укладывает нагретую заготовку 39 на склиз 36 и освобождается. Затем подвеска 14, перемещаемая обратно рукой 11, захватывает очередную;заготовку .39, а нагретая заготовка 39 оычагом 37 по склизу 36 подается на следующую технологическую опера1шю. Внедрение прег.ложенного автооператора в производство позволит исключить трудоемкие опе}5аш1и по загрузке и выгрузке заготовок из печи и подачи их в штамп пресса, улучшить условия т.руда и значитель но снизить трудоемкость нагрева. Формула изобретения 1, Автос ератор для соляной печи-ван ны, содержащий направлязршие для переме
щения подвесок через емкость для расплава и размешенную над ней камеру предварительного подогрева, рычажный М1,ханизм передачи подвесок из камеры в емкость, загрузчик-питатель и рычаг вызгрузки,
Й1нематически связанные с общим приводом перемещения, отличающийся тем что, с целью повышения производительнос-ч. ти, он снабжен механической рукой с захватом и дугообразными двойными напра&ляющими со стрелочным переводом, при этом механическая рука соединена с общим приводом перекрещения и установлена между 3ai рузчиком-питателем и направлякяцикт, а дугообразные двойные направлякяцие уст
новлены концентричтю механической руке и соединяют направляющие камеры с за- грузчикол -питателем, а направлякипие емкости - с рычагом выгрузки.
2. Автооператор по п. 1, отличающий с я тем, что направляющие камеры и емкости выполнены с возможностью щагового перемещения подвесок и состоят из неподвижных и подвижных планок, кинематически связанных с общим приводом перемещения.
Источники информации, принятые во вни мание при экспертизе:
.,1. Авторское свидетельство СССР NO406913, кл. С 2lbl/46, 1971 г„
u
«
с)
| название | год | авторы | номер документа |
|---|---|---|---|
| СОЛЯНАЯ ПЕЧЬ-ВАННА | 1973 |
|
SU406913A1 |
| Автоматическая линия изготовления прутковых длинномерных изделий | 1980 |
|
SU920343A1 |
| СОЛЯНАЯ ПЕЧЬ-ВАННА | 1973 |
|
SU361206A1 |
| МЕХАНИЗМ ЗАГРУЗКИ, ВЫГРУЗКИ ДЕТАЛЕЙ В ПЕЧЬ-ВАННУ | 1973 |
|
SU382700A1 |
| Автоматизированная линия для термообработки изделий | 1982 |
|
SU1071649A1 |
| Технологический комплекс для обработки цилиндрических деталей | 1989 |
|
SU1761436A2 |
| Автомат для контроля деталей цилиндрической формы | 1986 |
|
SU1466815A1 |
| Линия для изготовления цилиндрических емкостей | 1985 |
|
SU1355422A1 |
| СТАНОК ДЛЯ СТЫКОВКИ концов ЗАГОТОВОК АВТОКАМЕР | 1970 |
|
SU284292A1 |
| АВТООПЕРАТОР | 1972 |
|
SU331878A1 |