Изобретение относится к сварке, а именно к конструкции поточной линии для изготовления сварных цилиндрических емкостей, и может быть использована в автомобилестроении и производстве товаров на- родного потребления.
Цель изобретения - упрощение конструкции оборудования линии и повышение качества сборки обечаек.
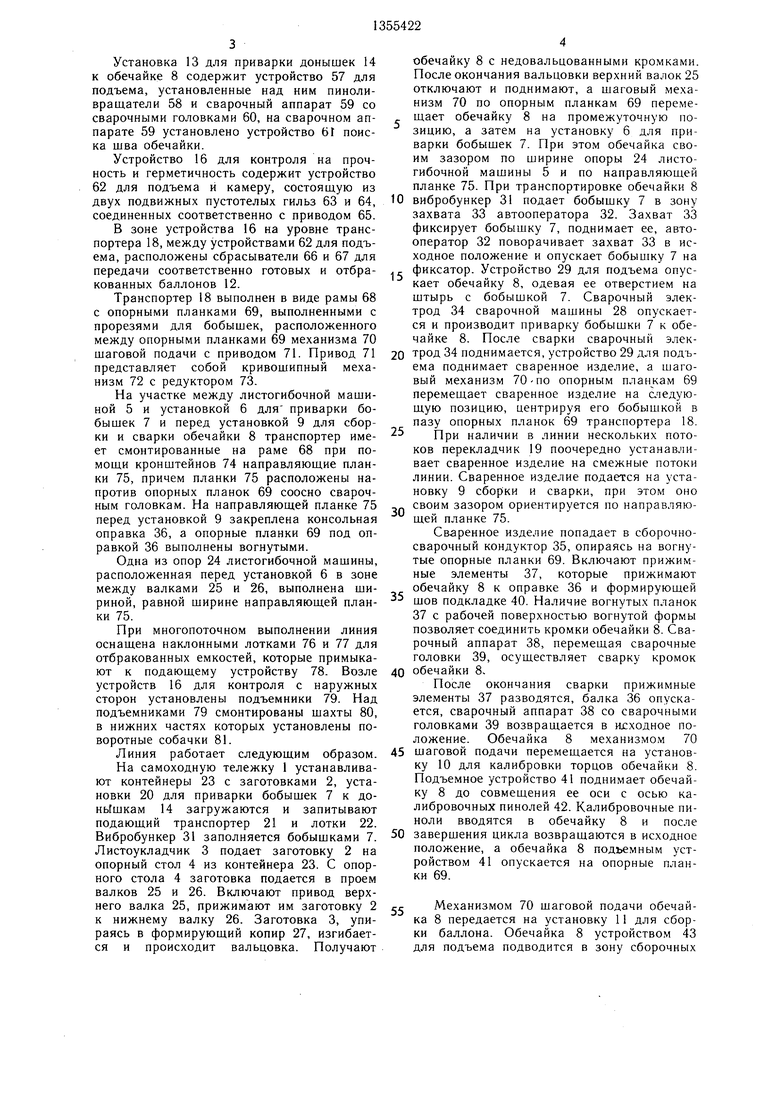
На фиг. 1 изображена предложенная ли- ния, вид спереди; на фиг. 2 - то же, план; на фиг. 3 - вид А на фиг. 1 (листогибочная машина с загрузочным устройством); на фиг. 4 - разрез Б-Б на фиг. 1 (транспортер первого участка линии); на фиг. 5 - вид В на фиг. 2 (подъемное устройство транспортера на установке для приварки бобышек)5 на фиг. б - вид Г на фиг. 2 (привод транспортера); на фиг. 7 - вид Д на фиг. 1 (установка для приварки бобышек); на фиг. 8 - вид Е на фиг. 1 (перекладчик обечаек); на фиг. 9 - разрез Ж-Ж на фиг. 1 (установка для сборки и сварки обечайки, вид сбоку); на фиг. 10 - вид 3 на фиг. 2 (то же, вид спереди); на фиг. 11 - разрез И-И на фиг. 1 (устройство калибровки обечаек); на фиг. 12 - разрез К-К на фиг. 1 (устройство для сборки емкостей, вид сбоку); на фиг. 13 - вид Л на фиг. 2, (то же, вид спереди; на фиг. 14 - вид М на фиг. 13 (устройство для подачи донышек); на фиг. 15 - вид Н на фиг. 1 (устройство дл подачи крышек, вид сбоку); на фиг. 16 - разрез П-П на фиг. 1 (установка для сборки и сварки обечаек с донышками); на фиг. 17 - разрез Р-Р на фиг. 1 (установка для выгрузки баллонов); на фиг. 18 - вид Т на фиг. 2 (участок выгрузки баллонов); на фиг. 19 - вид С на фиг. 17 (установка для пневмоконтроля); на фиг. 20 - вид У на фиг. 18 (подающее устройство); на фиг. 21 - сечение Ф-Ф на фиг. 6 (конструкция механизма шаговой подачи транспортера); на фиг. 22 - разрез X-X на фиг. 10 (направляющая планка с закрепленной на ней оправкой); на фиг. 23 - изготавливаемое изделие.
Линия содержит смонтированные на основании по ходу технологического процесса двухпозиционную самоходную тележку 1 для заготовки 2, листоукладчик 3, опорный стол 4, листогибочную машину 5, установку 6 для приварки бобышек 7 к обечайке 8, установку 9 сборки и сварки обечайки 8, установку 10 для калибровки концов обечайки 8, установку 11 для сборки баллонов 12, установку 13 для приварки донышек 14 к обечайке 8, устройство 15 внешнего контроля, устройство 16 для контроля на прочность и герметичность и участок 17 выгруз- ки баллонов 12. Все технологическое оборудование связано между собой транспортером 18. Между установкой 6 для при
0
5 0
5
0
5
5
0
варки бобышек к обечайке и установкой 9 сборки и сварки обечайки установлен перекладчик 19 обечаек 8, что позволяет организовать несколько дополнительных потоков линии, аналогичных основному.
С одной стороны линии установлены установки 20 для приварки бобышек 7 к донышкам 14, связанные с линией подающим транспортером 21 и лотками 22. Самоходная тележка 1 содержит сменные контейнеры 23 с заготовками 2.
Листогибочная машина 5 содержит смонтированные в опорах 24 верхние 25 и нижние 26 валки, а также формирующий копир 27.
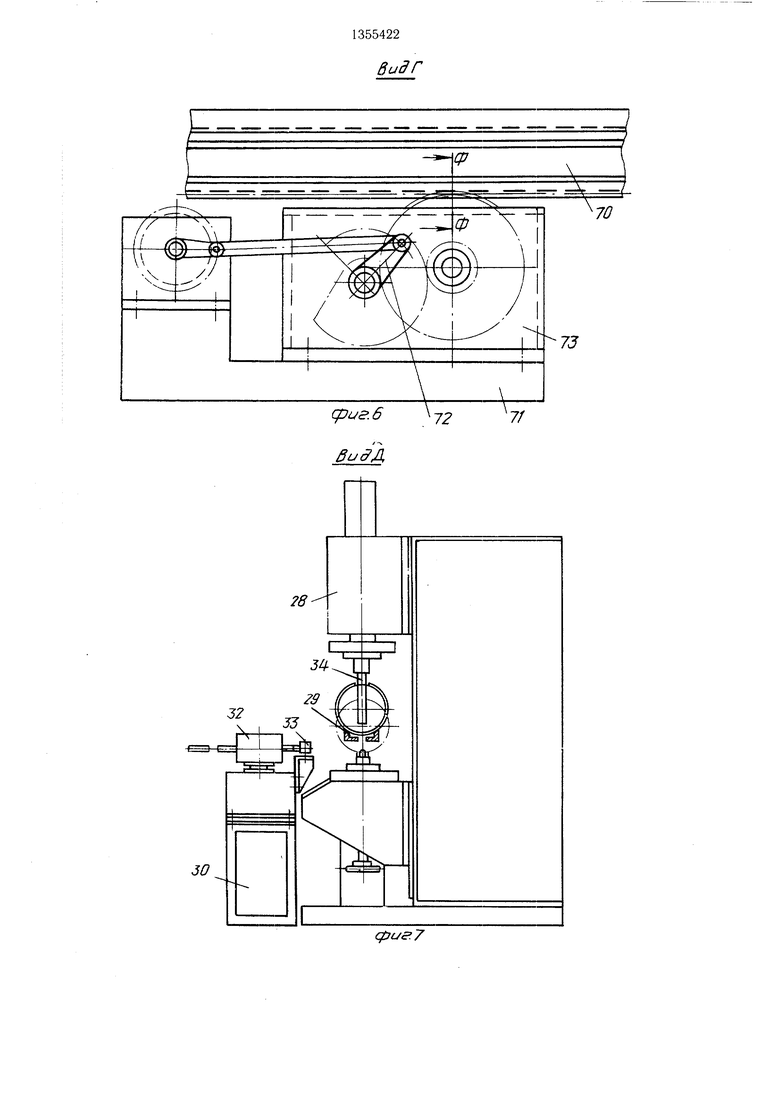
Установка 6 для приварки бобышек 7 к обечайке 8 содержит установленную перпендикулярно оси линии машину 28 контактной рельефной сварки, устройство 29 для подъема параллелограммного типа питания 30 бобышек 7, включающей в себя вибробункер 31, автооператор 32 и захват 33. Машина 28 содержит подвижную верхнюю плиту с сварочным электродом 34.
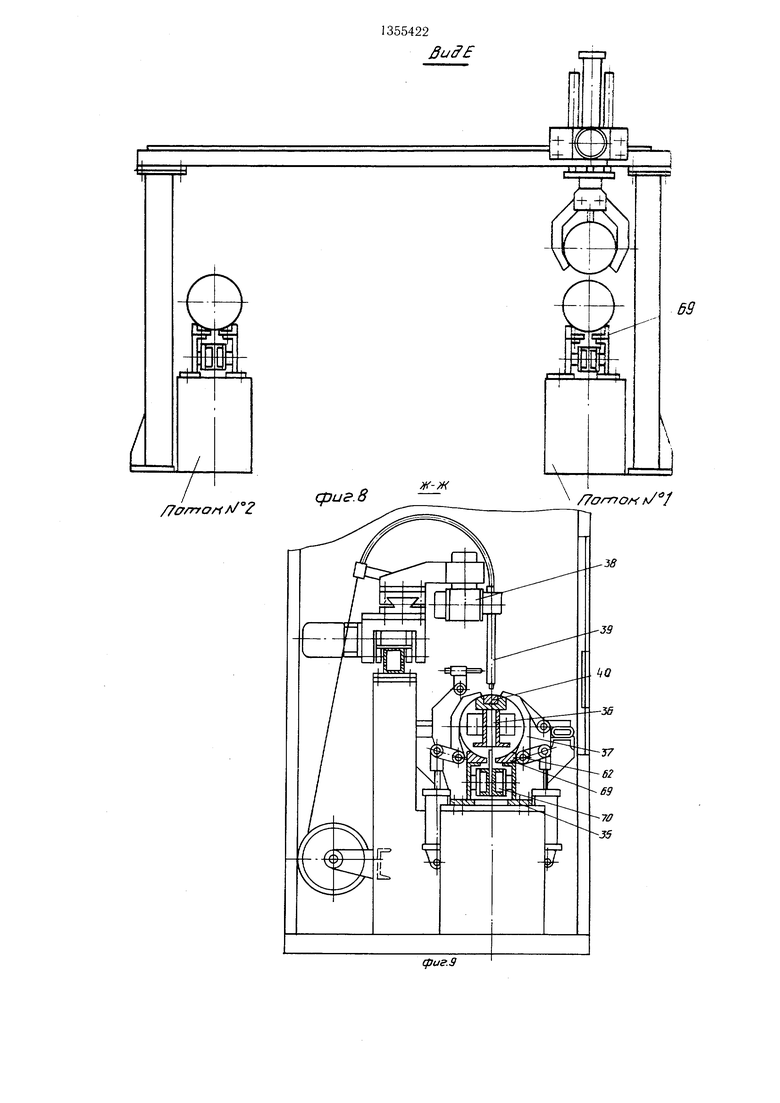
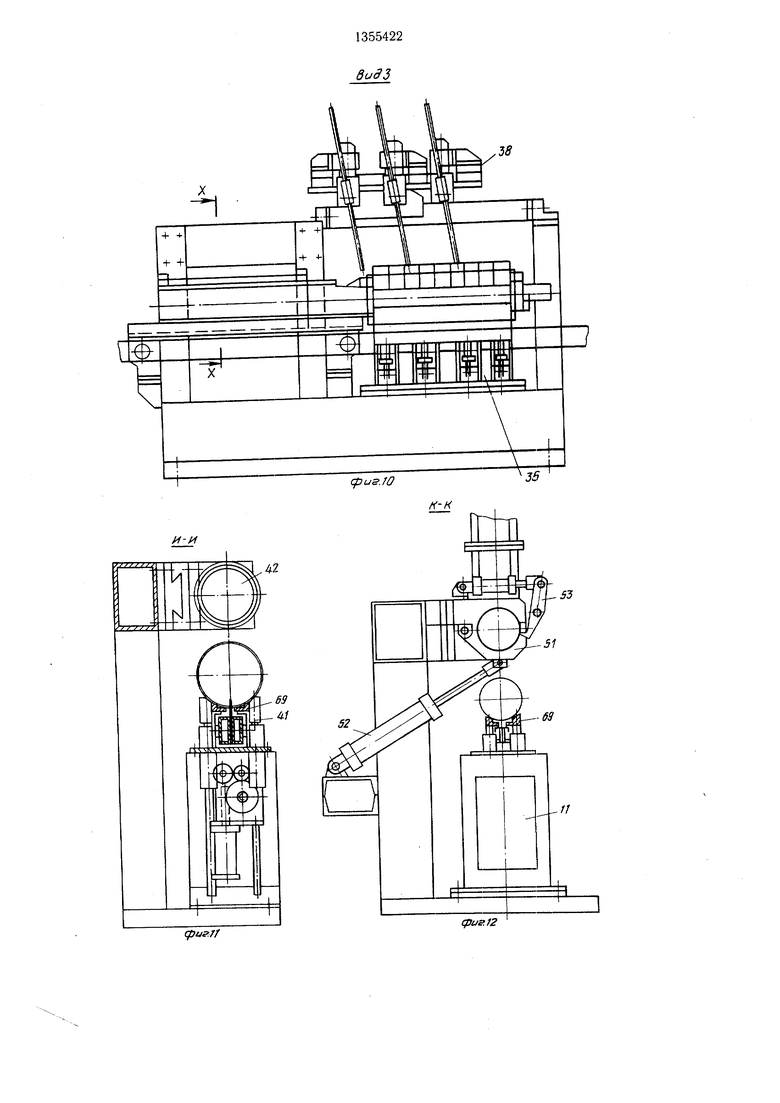
Установка 9 сборки и сварки обечайки 8 состоит из сборочно-сварочного кондуктора 35, содержащего консольную оправку, выполненную в виде корпуса и поворотной балки 36 выпуклой формы, прижимные элементы 37, рабочая поверхность которых выполнена вогнутой формы, и сварочный аппарат 38 с несколькими сварочными головками 39. На консольной оправке 36 смонтирована формирующая шов подкладка 40.
Установка 10 для калибровки концов обечайки 8 содержит подъемное устройство 41, калибровочные пиноли 42, выполненные в виде головок с силовыми цилиндрами. Одна из пинолей выполнена подвижной для переналадки на разный типоразмер обечайки 8.
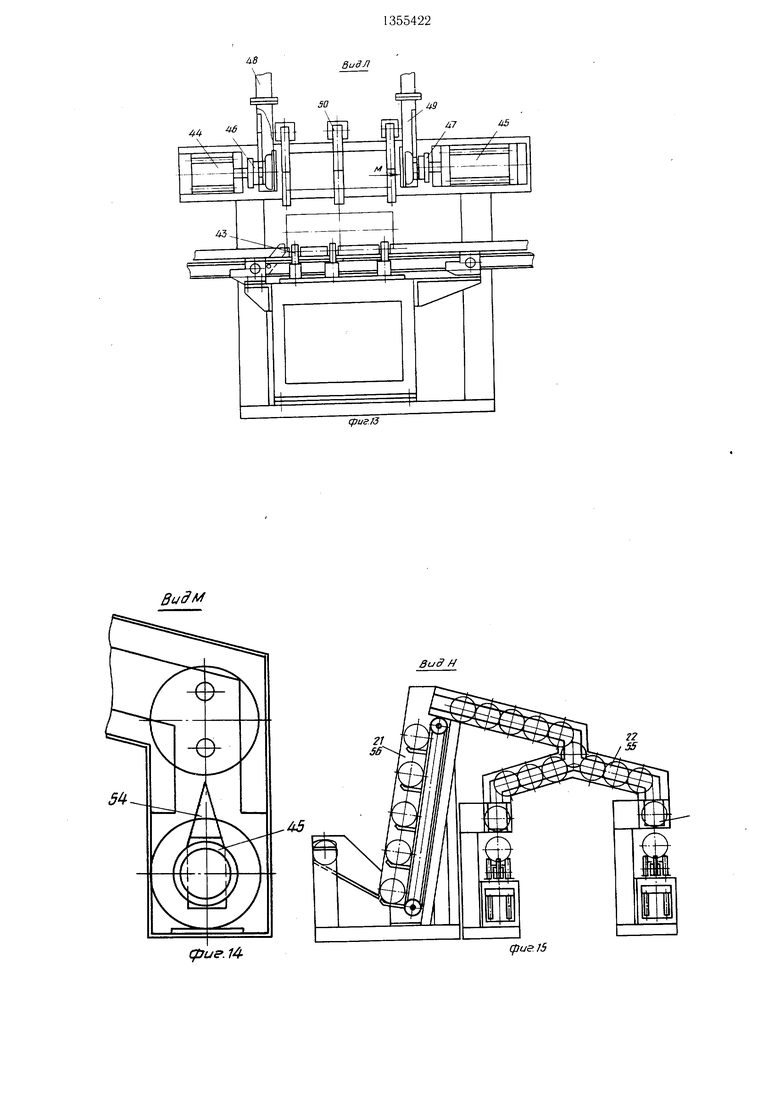
Установка 11 для сборки баллонов 12 содержит устройство 43 для подъема, сборочные пиноли 44 и 45 с электромагнитами 46 и 47, между пинолями 44 и 45 симметрично поперечной оси установки установлены приемные гнезда 48 и 49 для доны- щек 14, а между ними - обжимные воротники, выполненные в виде стационарно закрепленных верхних полуколец 50 и поворотных нижних полуколец 51. Поворот полуколец 51 осуществляется приводом 52. Для запирания полуколец 50 и 51 установка снабжена фиксирующими устройствами 53. Приемные гнезда 48 и 49 выполнены в виде С-образных корпусов, на задних стенках которых смонтированы ловители 54 и выполнены проемы для размещения пинолей 44 и 45. Приемные гнезда 48 и 49 посредством распределительных лотков 55 и подающего транспортера 21, выполненного в виде цепных элеваторов 56, соединены с установками 20 для приварки бабышек 7 к донышкам 14.
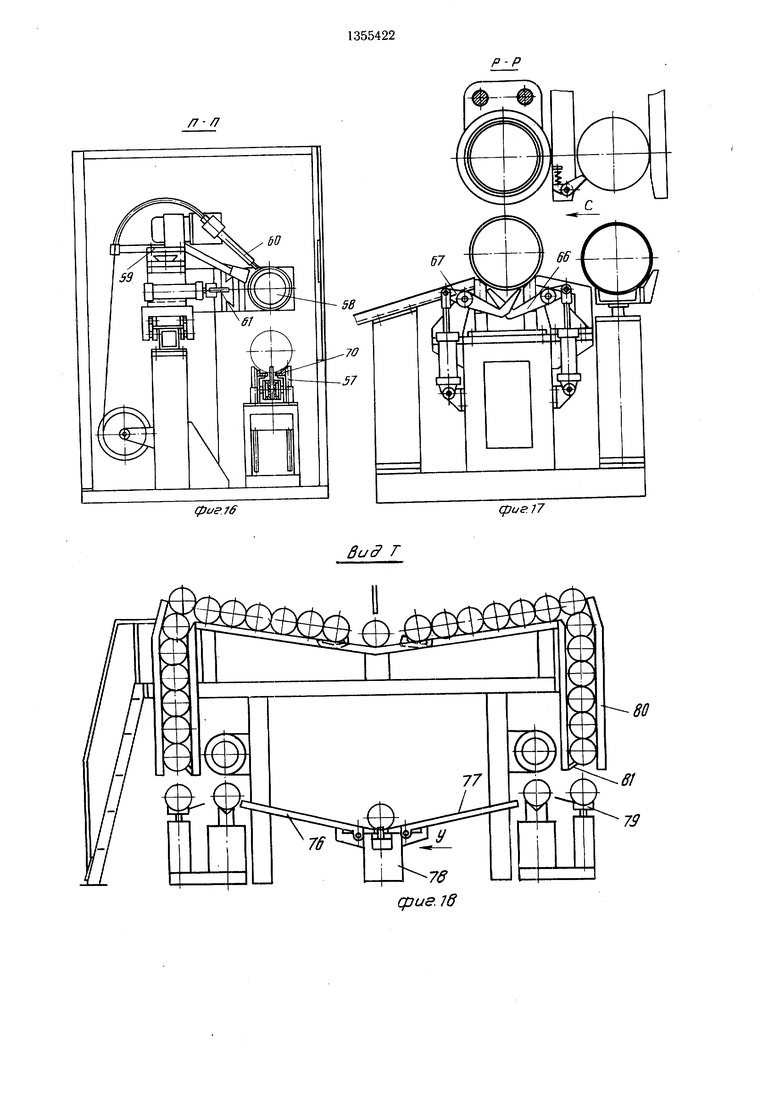
Установка 13 для приварки донышек 14 к обечайке 8 содержит устройство 57 для подъема, установленные над ним пиноли- вращатели 58 и сварочный аппарат 59 со сварочными головками 60, на сварочном аппарате 59 установлено устройство 6t поиска шва обечайки.
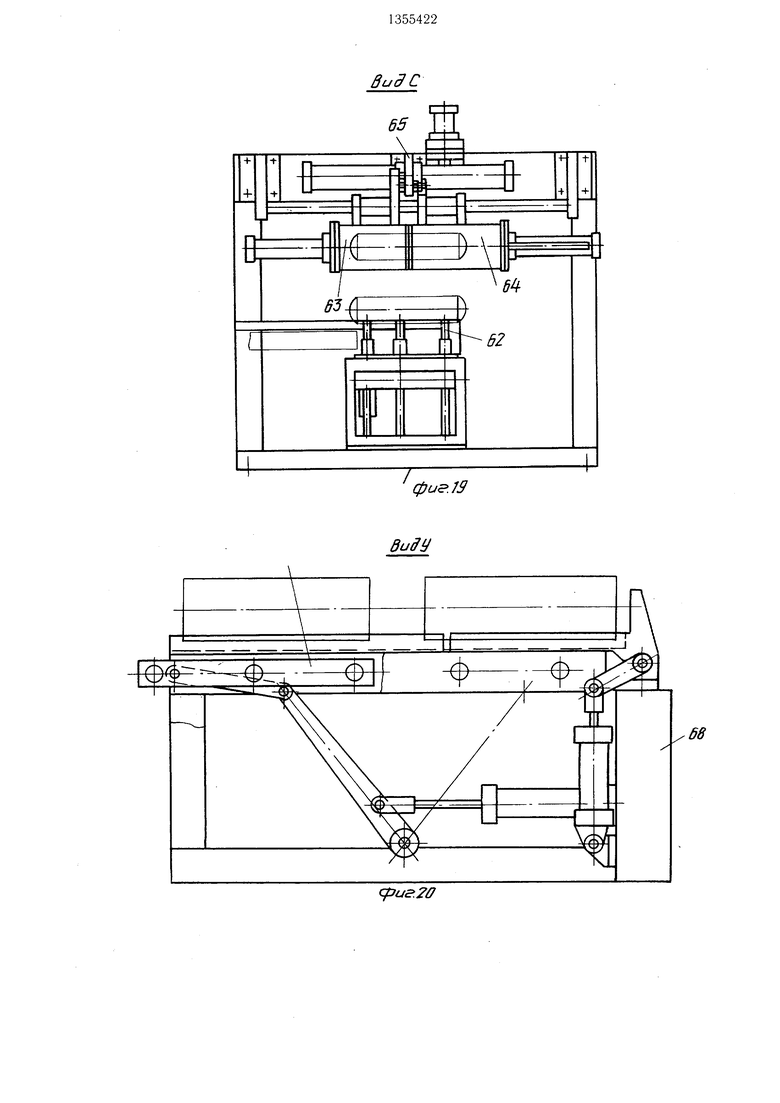
Устройство 16 для контроля на прочность и герметичность содержит устройство 62 для подъема и камеру, состоящую из двух подвижных пустотелых гильз 63 и 64, соединенных соответственно с приводом 65.
В зоне устройства 16 на уровне транспортера 18, между устройствами 62 для подъема, расположены сбрасыватели 66 и 67 для передачи соответственно готовых и отбракованных баллонов 12.
Транспортер 18 выполнен в виде рамы 68 с опорными планками 69, выполненными с прорезями для бобышек, расположенного между опорными планками 69 механизма 70 шаговой подачи с приводом 71. Привод 71 представляет собой кривошипный механизм 72 с редуктором 73.
На участке между листогибочной машиной 5 и установкой 6 для приварки бобышек 7 и перед установкой 9 для сборки и сварки обечайки 8 транспортер имеет смонтированные на раме 68 при по- моши кронштейнов 74 направляюш,ие планки 75, причем планки 75 расположены напротив опорных планок 69 соосно сварочным головкам. На направляющей планке 75 перед установкой 9 закреплена консольная оправка 36, а опорные планки 69 под оправкой 36 выполнены вогнутыми.
Одна из опор 24 листогибочной машины, расположенная перед установкой 6 в зоне между валками 25 и 26, выполнена шириной, равной ширине направляющей планки 75.
При многопоточном выполнении линия оснащена наклонными лотками 76 и 77 для отбракованных емкостей, которые примыкают к подающему устройству 78. Возле устройств 16 для контроля с наружных сторон установлены подъемники 79. Над подъемниками 79 смонтированы шахты 80, в нижних частях которых установлены поворотные собачки 81.
Линия работает следующим образом.
На самоходную тележку 1 устанавливают контейнеры 23 с заготовками 2, установки 20 для приварки бобыщек 7 к до- ньГшкам 14 загружаются и запитывают подающий транспортер 21 и лотки 22. Вибробункер 31 заполняется бобышками 7. Листоукладчик 3 подает заготовку 2 на опорный стол 4 из контейнера 23. С опорного стола 4 заготовка подается в проем валков 25 и 26. Включают привод верхнего валка 25, прижимают им заготовку 2 к нижнему валку 26. Заготовка 3, упираясь в формирующий копир 27, изгибается и происходит вальцовка. Получают
обечайку 8 с недовальцованными кромками. После окончания вальцовки верхний валок 25 отключают и поднимают, а шаговый механизм 70 по опорным планкам 69 перемещает обечайку 8 на промежуточную позицию, а затем на установку 6 для приварки бобыщек 7. При этом обечайка своим зазором по ширине опоры 24 листогибочной машины 5 и по направляющей планке 75. При транспортировке обечайки 8
вибробункер 31 подает бобышку 7 в зону захвата 33 автооператора 32. Захват 33 фиксирует бобышку 7, поднимает ее, автооператор 32 поворачивает захват 33 в исходное положение и опускает бобышку 7 на
. фиксатор. Устройство 29 для подъема опускает обечайку 8, одевая ее отверстием на штырь с бобышкой 7. Сварочный электрод 34 сварочной машины 28 опускается и производит приварку бобышки 7 к обечайке 8. После сварки сварочный элек0 трод 34 поднимается, устройство 29 для подъема поднимает сваренное изделие, а шаговый механизм 70-по опорным планкам 69 перемещает сваренное изделие на следующую позицию, центрируя его бобышкой в пазу опорных планок 69 транспортера 18.
5 При наличии в линии нескольких потоков перекладчик 19 поочередно устанавливает сваренное изделие на смежные потоки линии. Сваренное изделие подается на установку 9 сборки и сварки, при этом оно
своим зазором ориентируется по направляющей планке 75.
Сваренное изделие попадает в сборочно- сварочный кондуктор 35, опираясь на вогнутые опорные планки 69. Включают прижимные элементы 37, которые прижимают обечайку 8 к оправке 36 и формирующей
щов подкладке 40. Наличие вогнутых планок 37 с рабочей поверхностью вогнутой формы позволяет соединить кромки обечайки 8. Сварочный аппарат 38, перемещая сварочные головки 39, осуществляет сварку кромок
0 обечайки 8.
После окончания сварки прижимные элементы 37 разводятся, балка 36 опускается, сварочный аппарат 38 со сварочными головками 39 возвращается в исходное положение. Обечайка 8 механизмом 70
5 шаговой подачи перемещается на установку 10 для калибровки торцов обечайки 8. Подъемное устройство 41 поднимает обечайку 8 до совмешения ее оси с осью калибровочных пинолей 42. Калибровочные пи- ноли вводятся в обечайку 8 и после
0 завершения цикла возвращаются в исходное положение, а обечайка 8 подъемным устройством 41 опускается на опорные планки 69.
Механизмом 70 шаговой подачи обечайка 8 передается на установку 11 для сборки баллона. Обечайка 8 устройством 43 для подъема подводится в зону сборочных
Качественные баллоны 12 возвращают на подающее устройство 78 и подают на подъемники 79, который передает их в щахту 80. При опускании подъемника 79 баллоны 12 удерживаются в шахте 80 по- 5 воротными собачками 81.
После заполнения шахты верхний баллон 12 скатывается на наклонный лоток, его клеймят и навешивают на конвейер.
Изобретение позволяет упростить конструкцию оборудования линии путем обеспечения ориентированной подачи изделия, повысить качество изготавливаемых баллонов, а также увеличивать производительность путем применения дополнительных
Формула изобретения . Линия для изготовления цилиндричеспинолей 44 и 45 и поджимается к верхним стационарным полукольцам 50. Включают привод 52 поворотных нижних полуколец 51 и зажимают обечайку 8. Полукольца 50 и 51 фиксируются фиксирующими устройствами 53. Включают перемещение пинолей 44 и 45. Донышки 14, размещенные в приемных гнездах 48 и 49, захватываются электромагнитами 46 и 47 пи- нолей 44 и 45, и подаются к торцам обечайки 8. При дальнейшем движении 10 производится запрессовка донышек 14 в обечайку 8. После запрессовки пиноли 44 и 45 возвращаются в исходное положение, фиксирующие устройства 53 освобождают полукольца 50 и 51, привод 52 отводит нижние полукольца 51, а устройство 43 для 15 потоков подъема опускает баллон 12 на опорные планки 69 транспортера 18.
Механизм 70 шаговой подачи передает баллон 12 на установку 13 для приварки
донышек 14 к обечайке 8. Устройство 57 2п емкостей, содержащая смонтированные для подъема осуществляет подачу баллонана основании по ходу технологического про12 в зону пинолей-вращателей 58. Пино-цесса листогибочную мащину с установленли-враГдатели 58 зажимают баллон 12,ными в ее опорах нижним и верхним роустройство 57 опускается. При опусканииликами, сборочно-сварочное оборудование со
устройства 57 устройство 61 поиска швасварочными электродами с установкой для
баллона 12 подводится к баллону. Свароч- 25 приварки бобышек и установкой для сварки ный аппарат 59, связанный с устройством 61обечаек с механизмом для сборки, выполпоиска шва, подводит сварочные головки 60ненным. в виде оправки с формируюшей
к баллону 12 и производит сварку коль-шов подкладкой и прижимных элементов,
цевых швов. После окончания сварки уст-транспортер для соединения оборудования
ройство 57 для подъема поднимается, пи-линии, выполненный в виде рамы с опорноли-вращатели 58 разводятся, а сварен- 30 ными планками, расположенного между ный баллон 12 опускается на опорные планки 69 транспортера 18.
По транспортеру 18 баллон 12 передают на устройство 15 внещнего осмотра, где осуществляют подварку пропущенных
мест сварки и закручивают заглушку в 35 транспортер на участке между листогибоч- бобышку 7 на обечайке 8, а затем транс-ной машиной и установкой для приварки
бобышек, а также перед установкой для сварки обечайки снабжен направляющей планкой с продольной прорезью для бобышек
Устройство 62 для подъема перемещает о емкостей смонтированной соосно сварочным баллон 12 в зону пустотелых гильз 63 и 64.электродом сварочных установок оппозитно
опорным планкам, а ближайшая к установке для приварки бобышек опора листогибочной машины в зоне между валками выполнена шириной, равной ширине направопорными планками механизма шаговой подачи и устройств для подъема обечаек, отличающаяся тем, что, с целью упрощения конструкции путем обеспечения ориентации обечаек во время транспортировки.
портером 18 передают баллон 12 на устройство 16 для контроля на прочность и герметичность.
Включают привод 65 и сводят гильзы 63 и 64. В образованную емкость закачивают воздух под требуемым давлением и дают выстой. За время выстоя фиксируют утечку воздуха из емкости и подают сигнал 45 ляющей планки.
о регистрации дефекта. После окончания цикла гильзы 63 и 64 разводятся, баллон 12 устройством 62 опускается на транспортер 18. Сбрасывателями 66 и 67 баллон 12 передается в зону готовых изделий или на наклонный лоток 76 или 77.
Отбракованное изделие скатывается на подающее устройство 78, откуда передают его к устройству гидроконтроля емкостей.
2. Линия по п. 1, отличающаяся тем, что, с целью повышения качества сборки обечаек путем создания жесткого контура для формирования обечайки, оправка кон- сольно смонтирована на направляющей 50 планке, а опорные планки транспортера в зоне установки для сварки обечайки и рабочая поверхность прижимных элементов выполнены вогнутыми.
Качественные баллоны 12 возвращают на подающее устройство 78 и подают на подъемники 79, который передает их в щахту 80. При опускании подъемника 79 баллоны 12 удерживаются в шахте 80 по- воротными собачками 81.
После заполнения шахты верхний баллон 12 скатывается на наклонный лоток, его клеймят и навешивают на конвейер.
потоков
Изобретение позволяет упростить конструкцию оборудования линии путем обеспечения ориентированной подачи изделия, повысить качество изготавливаемых баллонов, а также увеличивать производительность путем применения дополнительных
потоков
Формула изобретения . Линия для изготовления цилиндричесоков
емкостей, содержащая смонтированные основании по ходу технологического проными планками, расположенного между
транспортер на участке между листогибоч- ной машиной и установкой для приварки
опорными планками механизма шаговой подачи и устройств для подъема обечаек, отличающаяся тем, что, с целью упрощения конструкции путем обеспечения ориентации обечаек во время транспортировки.
2. Линия по п. 1, отличающаяся тем, что, с целью повышения качества сборки обечаек путем создания жесткого контура для формирования обечайки, оправка кон- сольно смонтирована на направляющей 50 планке, а опорные планки транспортера в зоне установки для сварки обечайки и рабочая поверхность прижимных элементов выполнены вогнутыми.
-J
Б
, Г1Г
Ж
/7
-J
(pi/e. /
вид А
L Г
qjus.S 34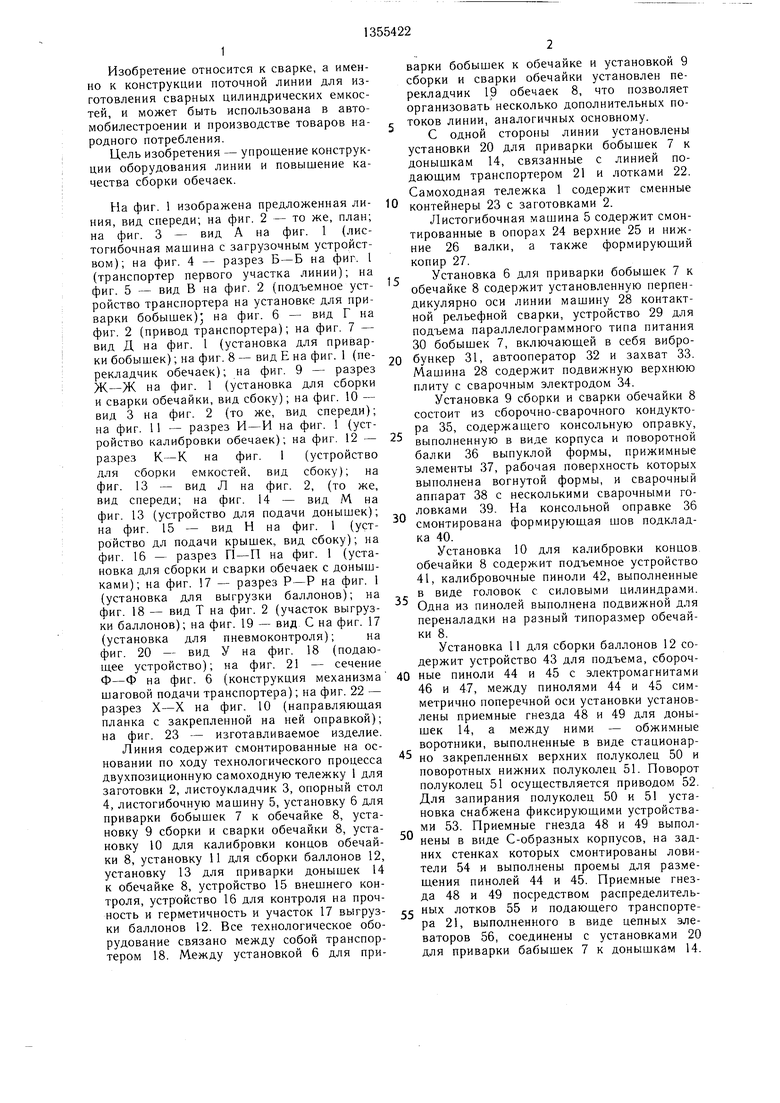
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для изготовления цилиндрических емкостей | 1987 |
|
SU1459879A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ СОСУДОВ ВЫСОКОГО ДАВЛЕНИЯ | 2012 |
|
RU2510784C1 |
| Устройство для подачи обечаек от листогибочного узла с рычагом в сварочный узел | 1988 |
|
SU1787094A3 |
| ДЛЯ АВТОМАТИЧЕСКОЙ свАРКи УГЛОВЫХшвов | 1968 |
|
SU219041A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU893488A1 |
| Установка для изготовления цилиндрических корпусов | 1973 |
|
SU490620A1 |
| Двухпозиционное устройство для сборки и сварки продольных швов обечаек | 1977 |
|
SU659337A1 |
| Автоматическая линия для изготовления гнутосварных дисков из пруткового материала | 1979 |
|
SU927465A1 |
| Поточная линия для сборки и сварки конструкций | 1979 |
|
SU863278A1 |
| Способ изготовления сварных обсадных двухстенных труб из секций и технологическая линия для его осуществления | 1984 |
|
SU1214258A1 |
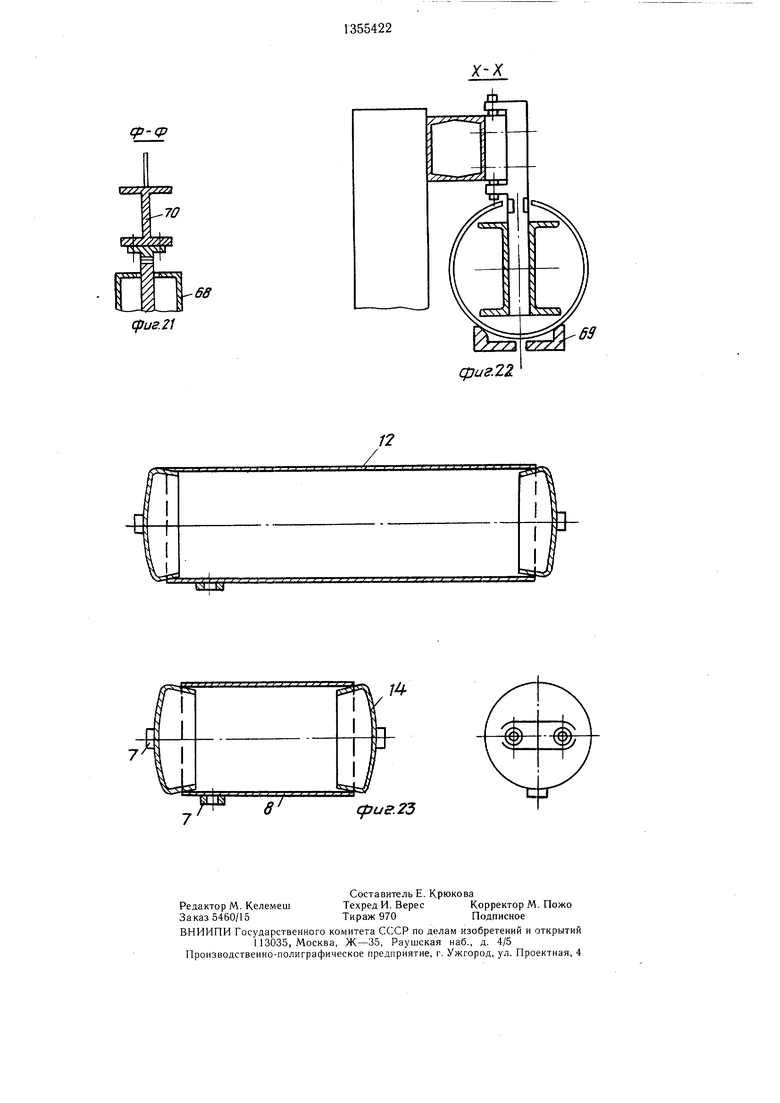
Изобретение относится к линиям для изготовления цилиндрических емкостей, например тормозных баллонов, и может быть использовано в автомобилестроении, в производстве товаров народного потребления. Целью изобретения является упрощение конструкции линии и повыщение качества сборки обечаек. Для этого поточная линия содержит установленные по ходу технологического процесса листогибочную машину 5, установку 6 для приварки бобышек к обечайке, установку 9 для сварки обечайки и другое оборудование, связанное между собой транспортером 18 с механизмом щаговой подачи и опорными планками. Установка 9 оснащена направляющими планками (НИ), установленными над опорными соосно электродам установок 6 и 9 перед установкой 9 и между листогибочной мащиной 5 и установкой 6. Одна из опор листогибочной машины 5, ближайщая к установке 6, имеет щирину, равную ширине НП. На НП консольно закреплена оправка установки 9. Опорные планки транспортера выполнены вогнутыми. После окончания вальцовки обечайка перемещается по транспортеру 18, ориентируясь своим зазором между кромками по НП. На установке 9 при прижатии обечайки к оправке происходит формирование обечайки по вогнутой поверхности опорной планки 1 з. п. ф-лы, 23 ил. (Л СО ел ел N4 ю ND /7
75
сривЛ
J
фиг. 5
бидГ
дэиг.б
72V/
:52
JJ
JO
hw
CPUS . 7
/7 7/770/iA/ 2
фиг. 8
3u
.j
)К-Ж
/7orr7Of
фиг. 9
видЗ
fpuff.rf
38
fpus12
ВидЛ
ВидМ
сриг. 14Вид Н
22 55
(pue.JS
/7-/7
uejff
(риеЛ
Ви Г
срие. 76
Виде
65
S
tf
)- cpua.ff
ср-ср
-68
сриг.21
фиг.22.
/Р
8
(риг.25
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU893488A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
