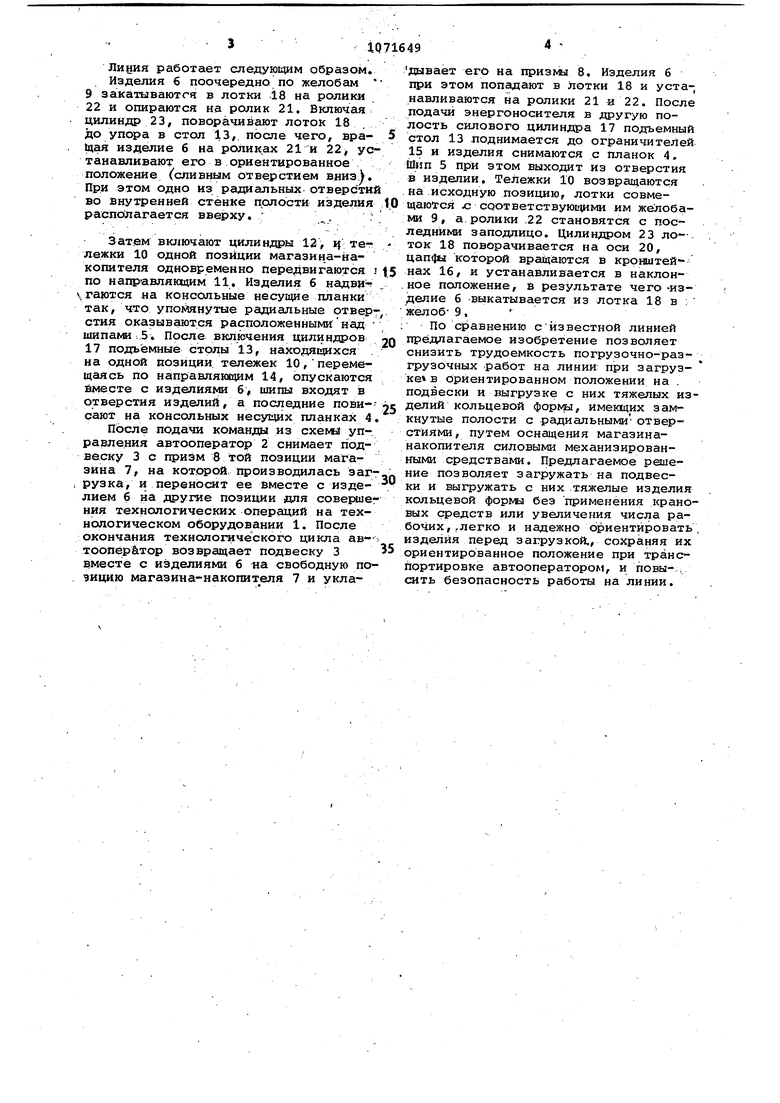
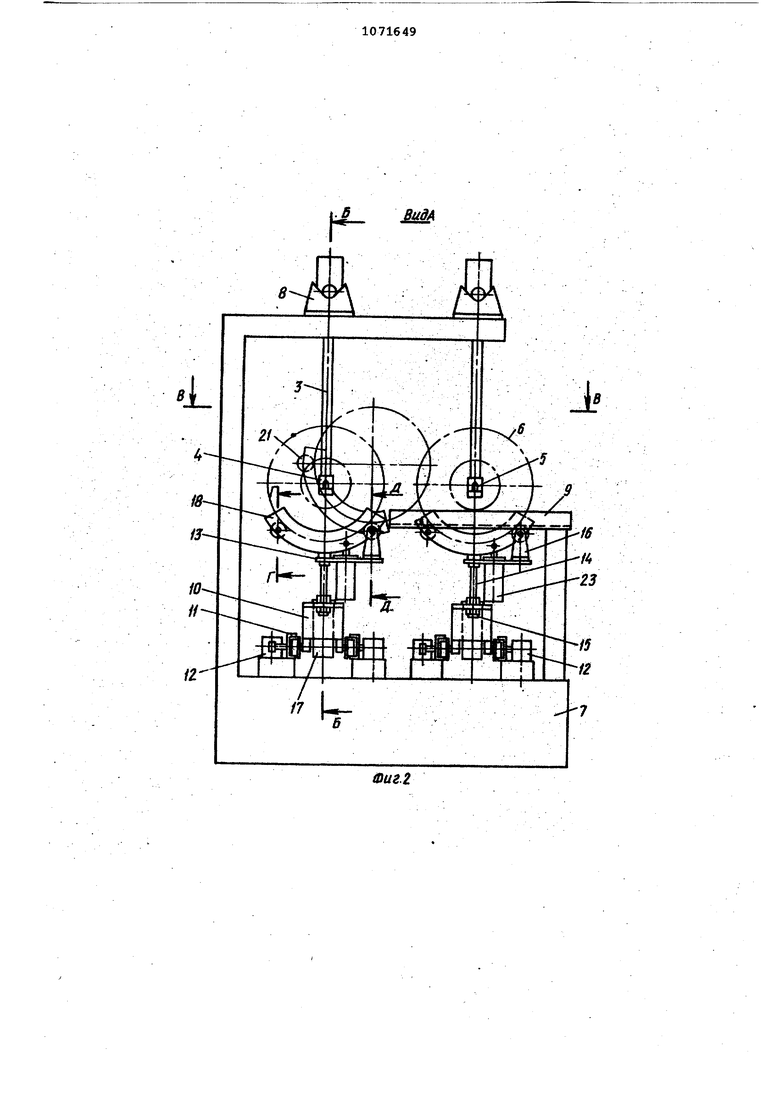
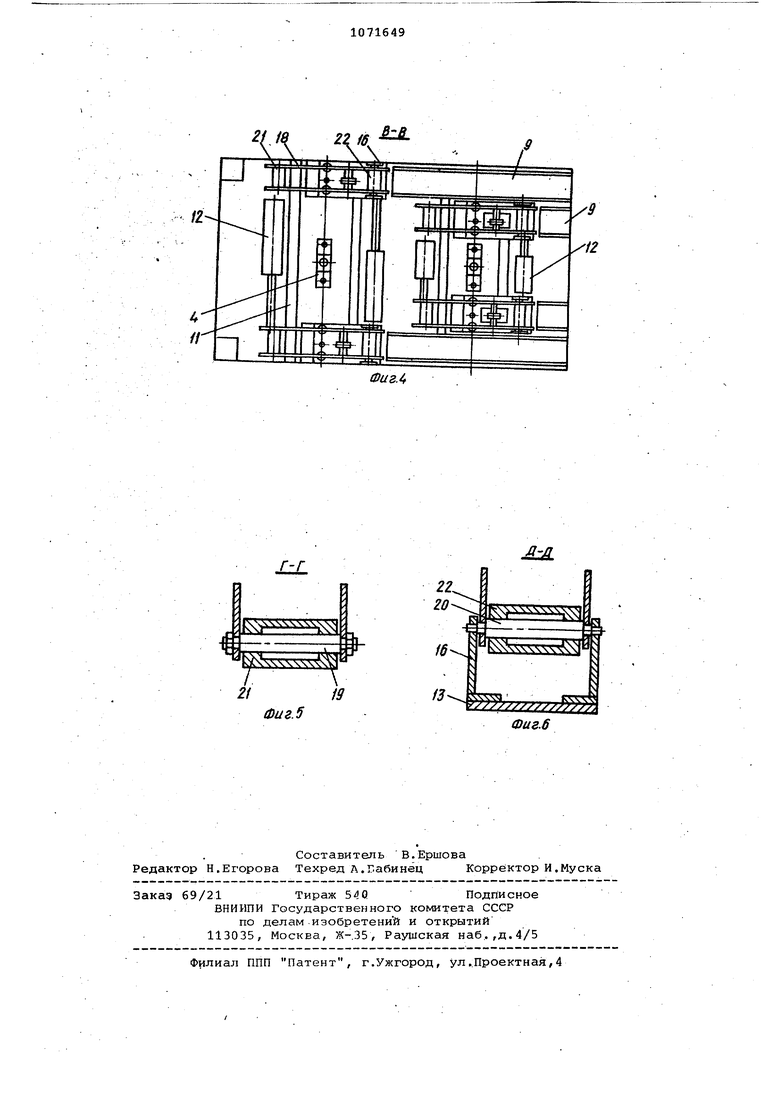
Изобретение относится к термоЪбработке, а именно к устройствам для обработки изделий в расплавах солей и щелочей, преимущественно тяжелых изделий кольцевой формы. - Известна автоматизированная линия для термообработки деталей в ваннах с жидкой средой, которая сог держит расположенное в технологичес кой последовательности оборудование для термообработки, автооператор ко сольного типа, подвеску с захватами til. Недостатком линии является невозможность транспортирования крупно габаритных изделий кольцевой.формы ориентированном положении. Наиболее близкой по техничекой сущности и достигаемому эффекту к предлагаемой является полуавтоматическая линия для термической обработ ки деталей в жидких средах, содержа щая сушил1 ную камеру, ванны для наг рева, охлаждения, промывки обрабатываемык изделий, магазин-накопитель, автооператор консольного типа, передвигагощийся вдоль линии по монорельсу, расположенному на уровне зер кала ванн сбоку линии, и подвеску с захватом С21, . Недостатком известной линии является то, что загрузка на подвески и выгрузка с них производится вручную а ориентирование изделий кольцевой формы с развитыми внyтpeыни 1И полос тями, сообщающихся с внешней средой системой координированных отверстий, и весом, значительно превышающим допустимый для ручной загрузки, является трудоемким и небезопасным. Цель изобретения - снижение трудо емкости загрузки-выгрузки подвески. Поставленная цель достигается за счет того, что автоматизированная линия для термообработки изделий , содержащая расположенное в технологической последовательности оборудование для термообработки в жидких средах, транспортное средство в виде автооператора консольного типа; подвеску с несугдами планками и магазин-накопитель с призмами, снабжена перегрузчиком изделий, расположенным в накопителе и выполненным в виде загрузочного желоба, подъемного стола и установленного на нем лотка с роликовыми oпopa.1и , где лоток установлен за желобом на одной линии с ним и имеет возможность поворота вок руг горизонтальной оси одной из роликовых опор, при этом стол установлен с возможностью горизонтального возвратно-поступательного перемещени перпендикулярно продольной оси автоматической линии, а несущие планки и фи к с а т оры, На фиг. линия,общий вид в плане, на фиг. 2 - вид Л на фиг. 1; -на фиг. 3 - разрез Б-Б на фиг, 2; на фиг, 4 - разрез В-В на фиг, 2; на фиг. 5 - разрез. Г-Г на фиг. 2; на . фиг. .6 - разрез Д-Д на фиг. 2, Линия содержит технологическоеоборудование 1, автооператор консольного типа 2, подвески 3 с консольными несущими планками 4, которые снабжены фиксирующими шипами 5, взаимодействующими с изделиями 6 и позволяющими сохранить ориентированное положение изделий при транспортировке на подвеске, и магазин- накопитель 7, Линия содержит также злектросхему автоматического управления автооператором и другими механизмами. Магазин-накопитель 7 содержит опорную раму, призмы 8 для укладки подвесок 3, силовые подъемники и желоба 9 , Каждый подъемник выполнен в виде тележки 10, перемещающейся по направляющим 11 параллельно несущим планкам 4, силового цилиндра 12, и подъемного стола 13, связанного направляющими 14, на концах которых установлены ограничители 15, с тележкой 10 и HecyDiero кронштейна 16, Перемещение подъемного стола 13 осуществляется силовым цилиндром 17, шток которого соединен с подъемным столом 13,. а корпус закреплен на тележке 10. Направлякчцие 14 позволяют устойчиво фиксировать,подъемный стол 13 в горизонтальном положении, а ограничители 15 позволяют выбрать зазоры в соединениях при верхнем положении подъемного стола 13. На подъемном столе 13 смонтирован лоток 18, несущий установленные на осях 19 и 20 ролики 21 и 22, Ось 20 ролика 22. выполнена с цапфами, которые помещены в кронштейне 16 стола 13, Лоток 18 может,поворачиваться на оси 20 силовым цилиндром 23, закреп-ленным на столе 13 и связанным сбоим штоком с лотком 18, В исходной позиции каждый лоток 18 совмещен с соответствующем ему желобом 9 и повернут в наклонное положение для приема изделия 6, Стол 13 установлен в верхнее положение, а поверхность ролика 22 находится в одной плоскости с опорной поверхнос-тью желоба Э. I. Для удобства эксплуатации магазин-накопитель снабжен не менее чем двумя рабочими позициями, а подъемники вместе с желобами на последующих позициях расположены со смещением относительно предыдущих на ширину желоба. Количество подъемников определяется технологической потребностью: их может быть установлено по одному на каждую позицию :при однорядномграсположении на подвесках и по два при двухрядном расположении изделий.
Линия работает следующим образом.
Изделия 6 поочередно по желобам 9 закатываются в лотки 18 на ролики 22 и опираются на ролик 21. Включая цилиндр 23, поворачивают лоток 18 до упора в стол 13, после чего, вра- 5 1цая изделие б на роликах 21 и 22 устанавливают его в ориентированное положение (сливным отверстием BHHSJ. При этом одно из радиальных отверстий во внутренней стенке п.олостй изделия 10 располагается вверху, ; , :
Затем включают цилиндры 12, ч тет лежки 10 одной позиции магазин.а-накопителя одновременно передвигаются г|5 по направляющим 11, Изделия 6 надви-
гаются на консольные несущие планки так, что упомянутые радиальные отвер-, стия оказываются расположенныминад шипами.5, После включения цилиндров 20 17 подъёмные столы 13, находящихся на одной позиции тележек 10,перемещаясь по направляющим 14, опускаются имеете с изделиями б шипы входят зв отверстия изделий, а последние пови--ос сают на консольных несущих планках 4, После подачи команды из схемы управления автооператор 2 снимает подвеску 3 с призм 8 той позиции магазина If на которой, производилась 3ar--j.
рузка, и переносит ее вместе с изде- лием б на другие позиции для совершег ния технологических операций на технологическом оборудовании 1, После окончания технологического цикла ав- тоопёр&тор возвращает подвеску 3 5 вместе с изделиями б «а свободную позицию магазина-накопителя 7 и укладывает его на призмы 8. Изделия б при этом попадают в Лотки 18 и уста-, навливаются на ролики 21 и 22. После подачи энергоносителя в другую полость силового цилиндра 17 подъемный стол 13 .поднимается до ограничителей 15 и изделия снимаются с планок 4. Шип 5 при этом выходит из отверстия в изделии. Тележки 10 возвращаются
.на исходную позицию, лотки совмещаются л соответствующими им жеЛобами 9, а ролики .22 становятся с последними заподлицо. Цилиндром 23 лоток 18 поворачивается на оси 20, которой вращаются в кронштейнах 16, и устанавливается в наклон,ное положение, в результате чего-изделие б -выкатывается из лотка 18 в :
желоб- 9,
: По сравнению сйзвестной линией предлагаемое изобретение позволяет снизить трудоемкость погрузочно-разгрузОчных работ на линии: при загрузке в ориентированном положении на . подвески и выгрузке с них тяжелых изделий кольцевой формы, имеющих замкнутые полости с .радиальными отверстиями , путем оснащения магазинанакопителя силовыми механизированными средствами. Предлагаемое решение позволяет загружать на подвески и выгружать с них тяжелые изделия кольцевой формы без применения крановых средств или увеличения числа рабочих, .легко и надежно ориентировать изделия перед загрузкой., сохраняя их ориентированное положение при транспортировке автооператором, и повысить безопасность работы на линии.
L Мд
:Л
15
&:&.
Фиг4
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия | 1975 |
|
SU547327A1 |
| ПОТОЧНАЯ ЛИНИЯ РЕМОНТА РОЛИКОВЫХ БУКС | 1991 |
|
RU2047516C1 |
| Автомат для контроля деталей цилиндрической формы | 1986 |
|
SU1466815A1 |
| Технологический комплекс для обработки цилиндрических деталей | 1989 |
|
SU1761436A2 |
| АВТОМАТ ДЛЯ СБОРКИ УЗЛОВ | 1991 |
|
RU2022752C1 |
| Устройство для укладки стопы листовых заготовок | 1979 |
|
SU789189A1 |
| Устройство для подачи заготовок в зону обработки | 1981 |
|
SU1091968A1 |
| Линия для изготовления цилиндрических емкостей | 1985 |
|
SU1355422A1 |
| Загрузочно-разгрузочное устройство | 1982 |
|
SU1068262A1 |
| Автоматическая линия для механической обработки деталей | 1976 |
|
SU580975A1 |
АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ДЛЯ ТЕРМООБРАБОТКИ ИЗДЕЛИЯ, содержзщая расположенное в технологической последовательности о6орудова ние для термообработки в жидких ;средах, транспортное средство в виде автооператора консольного типа, под;веску с несущими планками и магазин-накопитель с призмами, о т л ичающая с я тем,что,с целью снижения трудоемкости загрузки-выгрузки,линия снабжена перегруэ«иком изделий, . расположенным в накопителе и выпoлнek-: ным в виде загрузочного желоба, подъемного стола и установленного на нем лотка с .роликовыми опорами, где Л1эток установлен за желобом на одной линии с ним и имеет возможность поворота вокруг горизонтальной оси одной из роликовых опор, при этом стол установлен с возможностью горизонтального возвратно-поступательного переметцения перпе1щикулярно продольной .оси автоматической линии, а несущие ппанки имеют фиксаторы. Щ Gf5 N{ со: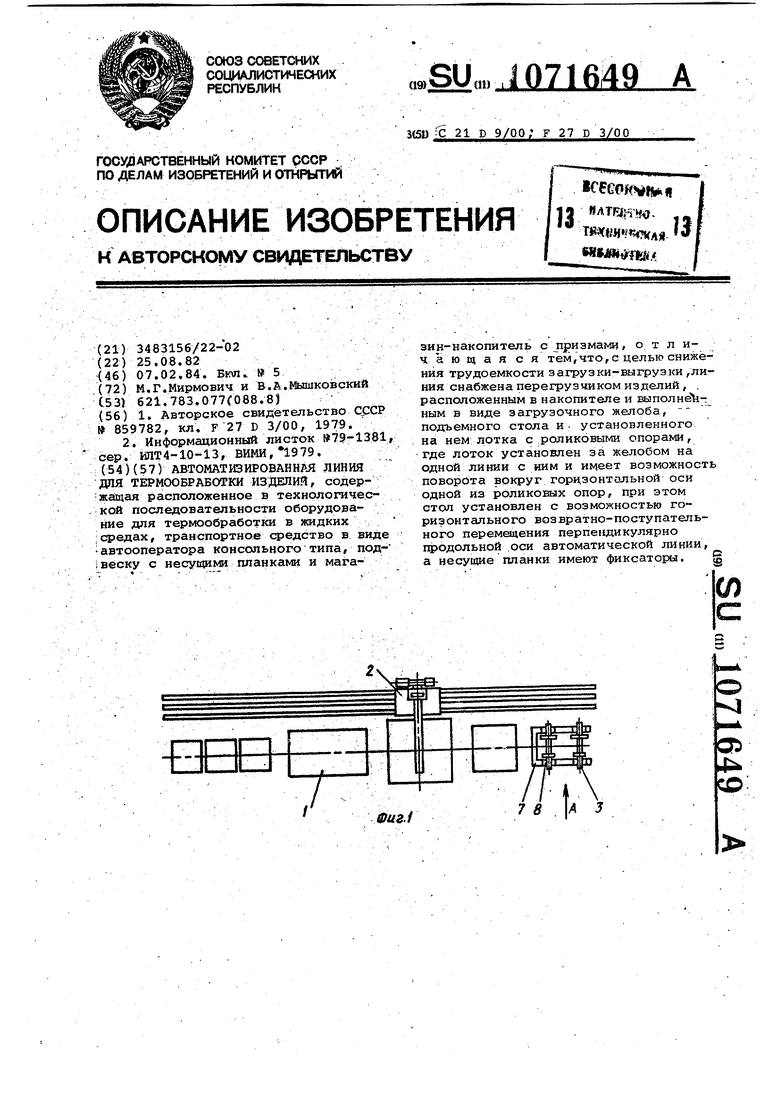
ILL
a
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Автооператор для транспортировки деталей | 1979 |
|
SU859782A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Цилиндрический сушильный шкаф с двойными стенками | 0 |
|
SU79A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
