1
Изобретение относится к обласги непрерывной разливки металла.
Используемые для непрерывной разливки стали раз.а11вочные трубы предотвращают нопадание кислорода воздуха в сгрую расплава и ее окисление и, кроме того, служат для управления потоком стали в кристаллизаторе, а именно: поступающая в криста)и1изатор под уровень расплава струя не должна проникать слишком глубоко в незатвердевшую часть заготовки, что связано с опасностью прорыва затвердевшей корочки заготовки; вместе с тем поток в направлении узких сторон кристаллизатора не должен быть слишком интенсивным, так как в противном случае это может привести к местным расплавлениям затвердевшей корочки формируемой затотовки. С друтой стороны должен создаваться определенный поток к фронту затвердева1Шя, препятствующий попаданию неметаллических включений в поверхностные зоны заготовки, ухудпиющих качество ее иоверхноста. Поток в кристаллизаторе должен быть таким, чтобы устранялась возможность образования раковин. Возможность управления потоком или ею регулирования особенно важна при получении высококачественной затотовки при сравнительно высокой скорости разливки: в пределах от 0,8 до 1,5 т/мин.
Однако известные разливочные трубы не отвечают в удовлетворительной степени указанным требованиям. В разливочных трубах с направдетгым вниз дойным отверстием в большинстве случаев имеет место очень сильный поток вниз и глубокое проникновение струи в незатвердевшую часть заготовки, в то время как поток в верхней части кристаллизатора - незначительный 1. С другой стороны, раз}швочные трубы с боковыми вьшускными отверстиями затрудняют рост корочки в зоне узких сторон заготовки, и в зависимости от накпока оси вьтускиого отверстия в верхней части кристал/шзатора образуется или слишком большой или слишком незначительный поток 2.
Известна также разливочная труба, имеющая расширяющуюся К1шзу горловину с донным отверстием 13.
. Труба такой конструкции позволяет предотвратить слишком глубокое проникновен,ие струи, однако, не обеспечивает регулирования потоков в верхней части кристаллизатора.
Целью изобретения является устранение указанных недостатков и повышение качества слитка за
счет jTipaBncHHH потоками как в кижтгей, так и в верхней частях кристаллизатора.
Эта цель достигается тем, что в предлага1:мой раз швочной трубе аня подачи расплавленного меTajLTia в кристаллизатор машшты непрерывного литья,имеюи1ей расширяющуюся книзу горловину с донным отверстием, верхняя часть юр ловимы трубы вьтолнена сужающейся, причем в этой зоне Bbmje шейки расположены по крайней мере два боковых вьптускных отверстия, оси которых преимущественно направлены наклонно вверх.
Уменьшение поперечного сечения в сужающейся части горловины трубы составляет от 30 до 70%.
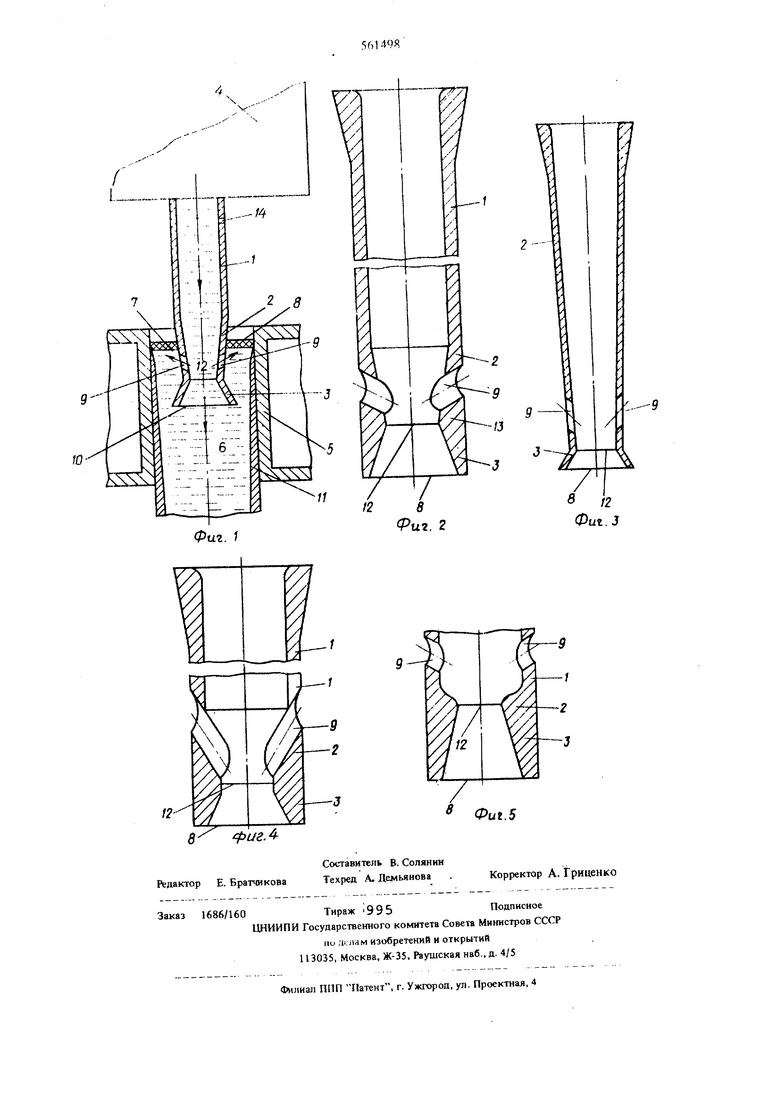
На фиг. 1-5 представлены вертикальные разрезы вариантов вьпюлнения ппедложенной разливочной трубы.
Раз/швочная труба состоит из цилиндрической части 1, сужающейся части 2 и расширяющейся части 3. Разливочная труба вставлена в днище промежуточной емкости 4 и входит своей горловиной в кристаллизатор 5, в который она погружена под уровень порерхности жидкой стали 6. Зеркало расплава 7 покрыто флюсом 8. В сужающейся части 2 ниже зеркала расплава находятся боковые вьшускные отверстия 9, оси которых направлены наклонно вверх, а суммарная площадь их поперечных сечений примерно равна площади поперечного сечения шейки между сужающейся частью 2 и расширяющейся частью 3. Нижнее донное отверстие обозначено позицией 10. У охлаждаемых стенок кристаллизатора образуется корочка 11 заготовки, непрерывно вытягиваемой из кристаллизатора. Уровень расплава поддерживается постоянным.
Поперечное сечение разливочной трубы в месте образования шейки обозиачено позицией 12. Преимущественно оно должно быть на 30-70% меньше поперечного сечения цц;шндрической части, его минимальный размер 9 см (для предотвращения возможного зарастания).
При форме вьтолнения, показанной на фиг. 2. шейка образована утолщенной частью 13 стенки, в то время как снаружи труба - цилиндрическая. Уменьшение поперечного сечения здесь осуществлено не с наружной стороны, вследствие чего боковые вьшускные отверстия 9 длиннее, чем на фиг. Г, и следовательно, обеспешвается лучшее направление выходящих из боковых вьшускных отверстий струй стали.
При форме выполнения, изображенной на фиг. 3, далиндрическая часть 1 отсутствует. Труба состоит только из сужающейся части 2 к расширяющейся части 3.
При форме вьтолнения, показанной на фиг. 4, сужающаяся часть сравнительно короткая, вьшускные отверстия 9 имеют почти такое же направление, что и сужение, так что отверстия вдут вдоль всей длины этой части трубы.
При форме вьшолнения трубы по фиг. 5 боковые выпускные отверстия находятся выше шейки в
101ли1щрической части 1 при короткой cyжaющeikя части 2.
Сужающаяся часть литейной трубы создает обратный подпор и способствует при выборе соответствующих размеров вьшускных отверстий ретулированию потока в верхней части кристаллизатора. Благоприятные условия потока достигаются, если уменьикние поперечного сечения в сужающейся части шейки составляет 30-70%. Кроме того, целесообразно, чтобы площади поперечных сечений всех боковых вьшускных отверстий по крайней мере равны площади поперечного сечения 12. Благодаря расширяющейся части литейной трубы уменьшается скорость потока в нижней части кристашшзатора.
Таким образом, в нижней части кристаллизатора создается тормозящий зффект, благодаря которому устраняется опасность прорыва корочки, а в верхней части сохраняется слабый поток, не препятствующий росту затвердевающей оболочки, и в
тоже время предотвращающий попадание на затвердева1шя неметаллических включений.
В цилиндрической части 1 может бь(ть предусмотрено отверстие 14 для подвода црол.увочмпго гвза. Продувка инертным газом способствует очистке стали и уменьшению включений как в нейтральной, так и в поверхностной зонах заготовки. Разливочная труба может быть вьшолиена одно или из отдельных элементов.
Применение предложензюй разливочной трубы
обеспечивает возможность полумер ия при непрерывной разливке заготовок с «собенно чистыми поверхностными зонами. Разливочная труба cscoGcHно эффективная при получении заготовок размером от 300X150 до 500X300 мм и при скорости разливки от 0,8 до 1,5 т/MIDI.
Формула изобретения
1.Разхшвочная труба для подачи расгшавлениого металла в кристал шзатор машины непрерывного
литья, имеющая распшряющуюся К1шзу горловину с донным отверстием, отличающаяся тем, что, с целью повышения качества формируемого слитка, верхняя часть горловины трубы вьшолнена сужающейся, причем в зтой зоне выше цкйки расположены по крайней мере два боковых выпускных отверстия.
2.Труба по п. 1, отличающаяся тем, что оси боковых вьшускных отверстий направлены
наклонно вверх.
3.Труба по 1Ш. 1 и 2, отличающаяся тем, что уменьшение поперечного сечения в сужающейся части горловины трубы составляет от 30 до 70%.
Источ1шки информации, принятые во внимание при экспертизе:
J. Э.Герма ш Непрерывное литье, Металлургиздат, 1961 г., стр. 375, рис. 1083.
2.Патент Англии N 1297637, В 3 F ,1972 г.
3.Неакцептованная заявка ФРГ № 2105881, 31Ь П/10, 1972г.