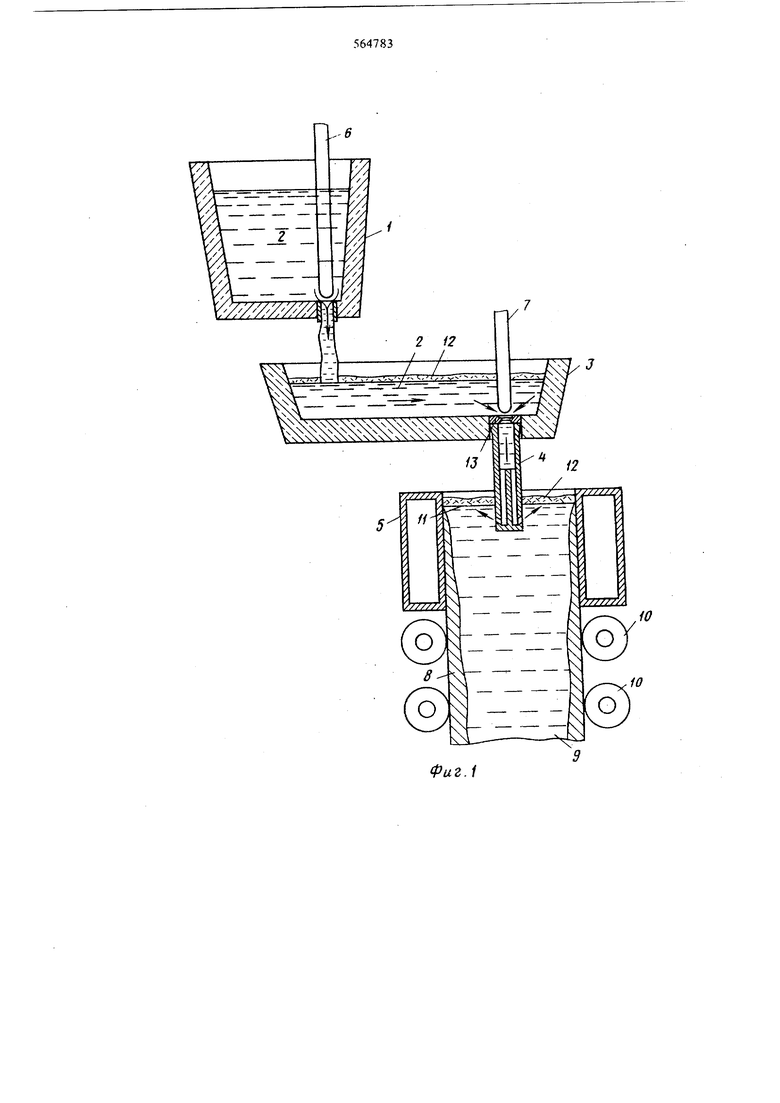
(54) УСТГОЙСТВО ДЛЯ ПОДВОДА МЕТАЛЛА ПОД УЮВЕНЬ РАСПЛАВА В КРИСТАЛЛИЗАТОРЕ разливочной трубе 4 в кристаллизатор 5. Вьшуск металла из разливочного ковша 1 регулируют стопором 6, а из промежуточного устройства 3 - стопором 7. Слиток с затвердевшей корочкой 8 и жидкой сердцевиной 9 поддерживается и направляется под кристаллизатором 5 роликами 10. Зеркало металла 11 в кристаллизаторе 5 покрыто слоем шлака 12, защищающим металл от (жисления и охлаждею1я излучением, а также поглсмцающим неметаллические включения. Зеркало металла в промежуточной емкости 3 также покра-гго слоем шпака 12. Разливочная труба 4 устаиовжна при помощи огнеупорной стопорной пробки 13. Разливочная труба имеет днище 14, толщина которого несколько больше толщины стенок 15. Разливочная труба снабжена в своей нижней части перегородкой 16, примыкающей к днищу }4и стенкам 15 и образукнцей с ними вертикальные каналы 17 и 18 преимуществе1шо цилиндрической формы. Высота перегородки 16 превышает длину нижней подгруженной части 4. Верхняя часть разливочной трубы, выше перегородки 16, имеет в поперечном сечении эллиптическую форму. Днище 14, стенки 15 и перегородка 16 могут быть вьшолнены в виде единого блока из огнеупорного материала. Цилиндрические вертикальные каналы 17 и 18 соеданены с боковыми вьшускными отверстиями 19 и 20, ведущими иаружу и вверх, через которые сталь поступает в кристаллизатор. Очевидно, что число вертикальных каналов 17 и 18 может быть более двух. При этом они располагаются в ряд, т.е. их продольные оси лежат в одной плоскости. Такой вариант наиболее целесообразен при отливке листовых заготовок, причем в таком случае каналы располагаются параллельно широкой стороне кристаллизатора. Перегородка 16 придает разливочной трубе прочность, чтг позволяет варя.ировать количество, форму и направленность выпускньгх отверстий без возникновения при этом опасности разруижния разливочной трубы и в зависимости от технологических требований. Боковые выпзскные отверстия могут быть щелевидной формы и расположены на 180° относительно друг друга, что обеспечивает равномертюе распределение потока стали, поступающего в кристаллизатор. Выпускные отверстия могут быть круглой формы, причем диаметр отверстий и их количество определяется конструкцией кристаллизатора и условиями разливки. На фиг. 7 и 8 круглые выпускные отверстия 21-24 расположены симметрично относительно друг друга. При таком расположении верхний слой металла слябов ой заготовки получается особенно чистым. На фиг. 9 и 10 показана разливочная труба с несимметричным расположением вьшускных отверстий 25, 26. Эти отверстия имеют тангенциальное направление, обеспечивая заворот струи металла в кристаллизаторе. Прк зтом уменьшается скопление неметаллических включений по периферии затвердевающей заготовки. Предложенная разливочная труба может использоваться для введения в сталь инертного газа. Особенно хорошо подобные разливочные трубы себя зарекомендовали при разливке стали следующег о состав а: 0,20% С, 0,25-1,6% Мп, 0,005-0,1% А1, и до 0,30% Si, остальное железо и прочие примеси. Формула изобретения 1.Устройство для подвода металла под уровень расплава в кристаллизаторе на машине непрерьшного литья, вьшолненное в виде глуходонной разливочной трубы с боковыми выпускными отверстиями, отличающееся тем, что, с целью повышения стойкости разливочной трубы, она снабжена перегородкой, примыкающей к днищу и стенкам трубы и образующей вертикальные каналы в ее нижней части.. 2.Устройство по п. 1, отличающееся тем, что продольные оси вертикальных каналов лежат в одной плоскости. Источники информации, принятые во внимание ри экспертизе: 1. Германн Э. Непрерьшное литье, Металургаздат, 1961, стр. 375.
Фиг. 7
Г- Г
Риге
| название | год | авторы | номер документа |
|---|---|---|---|
| Промежуточный ковш двухручьевой машины непрерывного литья заготовок | 1991 |
|
SU1790468A3 |
| Разливочная труба | 1975 |
|
SU561498A3 |
| КОНСТРУКЦИЯ ДВУХРУЧЬЕВОГО КОВША С КАМЕРАМИ ДЛЯ ПЛАЗМЕННОГО ПОДОГРЕВА ЖИДКОГО МЕТАЛЛА | 2010 |
|
RU2454295C2 |
| Промежуточный ковш двухручьевой машины непрерывного литья заготовок | 1980 |
|
SU1025486A1 |
| РАЗЛИВОЧНЫЙ СТАКАН ДЛЯ ПОДАЧИ РАСПЛАВЛЕННОГО МЕТАЛЛА В КРИСТАЛЛИЗАТОР НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ И УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ, ОБОРУДОВАННАЯ ТАКИМ СТАКАНОМ | 1996 |
|
RU2168391C2 |
| ПРОМЕЖУТОЧНЫЙ КОВШ ДЛЯ РАЗЛИВКИ СТАЛИ С КАМЕРАМИ ДЛЯ ПЛАЗМЕННОГО ПОДОГРЕВА ЖИДКОГО МЕТАЛЛА | 2011 |
|
RU2477197C1 |
| Способ подвода расплавленного металла на установке непрерывной разливки металла | 1973 |
|
SU506273A3 |
| Способ непрерывного литья заготовок и устройство для его осуществления (его варианты) | 1983 |
|
SU1212690A1 |
| ПРОМЕЖУТОЧНЫЙ КОВШ ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2001 |
|
RU2185261C1 |
| СПОСОБ РАФИНИРОВАНИЯ СТАЛИ В ПРОМЕЖУТОЧНОМ КОВШЕ УСТАНОВКИ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2227083C2 |


Фиг.Э
Л-Л
(риг 10 Редактор Е. Братчикова Техред А. Богдан
2072/219Тираж 995Подписное
ЦИИИПИ Государственного комитета Совета Министров СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП Патент,. Ужгород, ул. Просктнин. 4
Составитель Солянин
Корректор Л. UcceiioucKa
по делам изобретений и oTKpbmift
