1
Изобретение относится к области черной металлургии, конкретно к непрерывному литью легкоокисляющихся при нагреве в атмосфере металлов типа урана.
Известны установки для непрерывного литья в вакууме, включающие вакуумную камеру с раздаточным ковшом И кристаллизатором. 11
Недостатком таких установок является малая эффективность защиты поверхности изделия от окисления после выхода из кристаллизатора и отсутствие термообработки в процессе литья.
Предлагаемая установка отличается от известных тем, что изделие после выхода из кристаллизатора на участке до зоны вторичного разбрызгиваю-, щего охлаждения пропускается через вакуумное лабиринтное уплотнение с пневматическим затвором.
Это позволяет устранить окисление поверхности отливаемого изделия и обеспечить его термообработку.
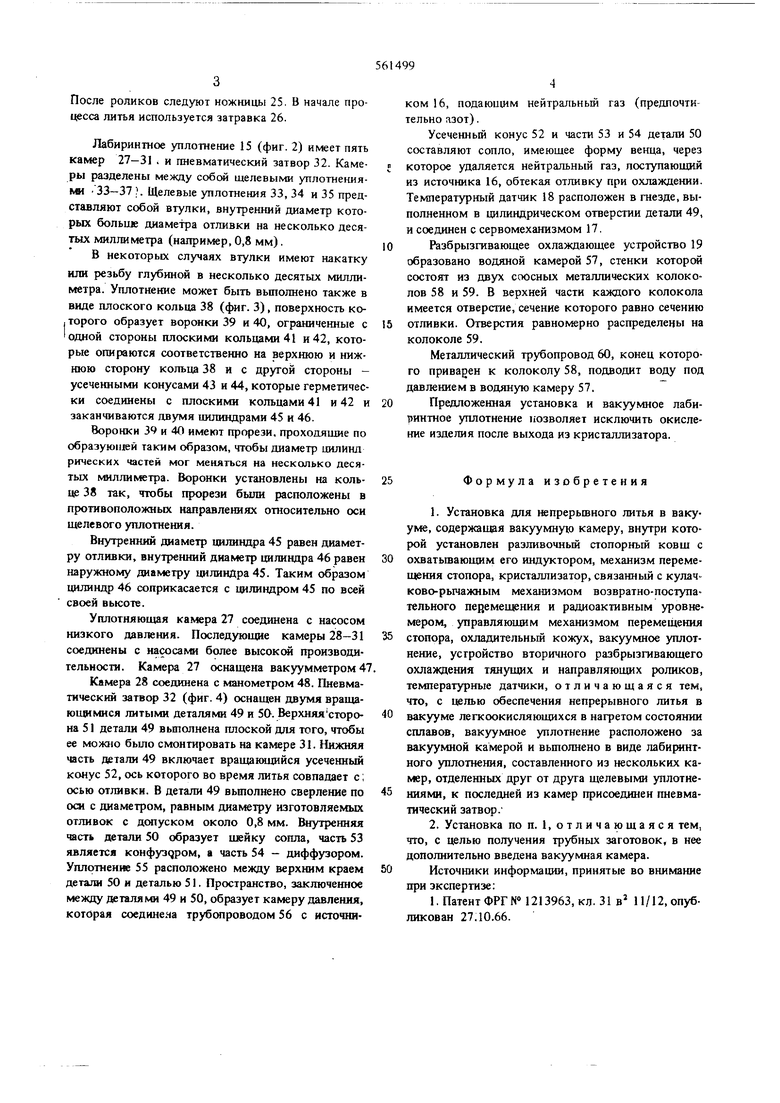
.На фиг. 1 схематически изображена предложенная установка для непрерывного литья слитков в вакууме; на фиг. 2 - лабиринтное уплотнение в увеличенном масштабе; на фиг. 3 - один из элементов лабиринтного уплотнения; на фиг. 4 - Ш1евматический затвор и встроенное разбрызгивающее охладительное устройство.
Установка включает вакуумную камеру 1, в которой расположен ковш 2 имеющий шщуктор 3 для нагрева. В ковше размещен стопор 4, перемещаемый механизмом 5, который управляется сер вомеханизмом 6. Под ковщом расположены воронки 7, 8 для подачи металла в кристаллизатор 9
обычной конструкции с подводом воды по трубопроводу 10. Два датчики 11 и 12 уровня металла размещены в кристаллизаторе и соединены с сервомеханизмом 6. В камере выполнено смотровое окно 13. Под кристаллизатором расположен охладительный кожух 14. Под кожухом находится вакуумное лабиринтное уплотнение 15, питание пневмозатвора которого осуществляется от источника 16 азота. Количество подаваемого азота контролируется сервомеханизмом 17, управляемым температурным датчиком 18. Во вторичном охлаждающем устройстве 19 изделие охлаждается к в некоторых случаях закаляется. РОЛИКИ 20 и 21, служащие для иаправления и извлечения изделия, приводятся в движение мотором 22, управляемь М сервомечанизмом 23 при ПОМОЩИ температурного датчика 24.
После роликов следуют ножницы 25. В начале проUjecca литья используется затравка 26.
Лабиринтное уплотнение 15 (фиг. 2) имеет пять камер 27-31 . и пневматический затвор 32. Камеры разделены между собон щелевыми уплотнениями 33-37 }. Щелевые уплотнения 33, 34 и 35 представляют собой втулки, внутренний диаметр которых больше диаметра отливки на несколько десятых миллиметра (например, 0,8 мм).
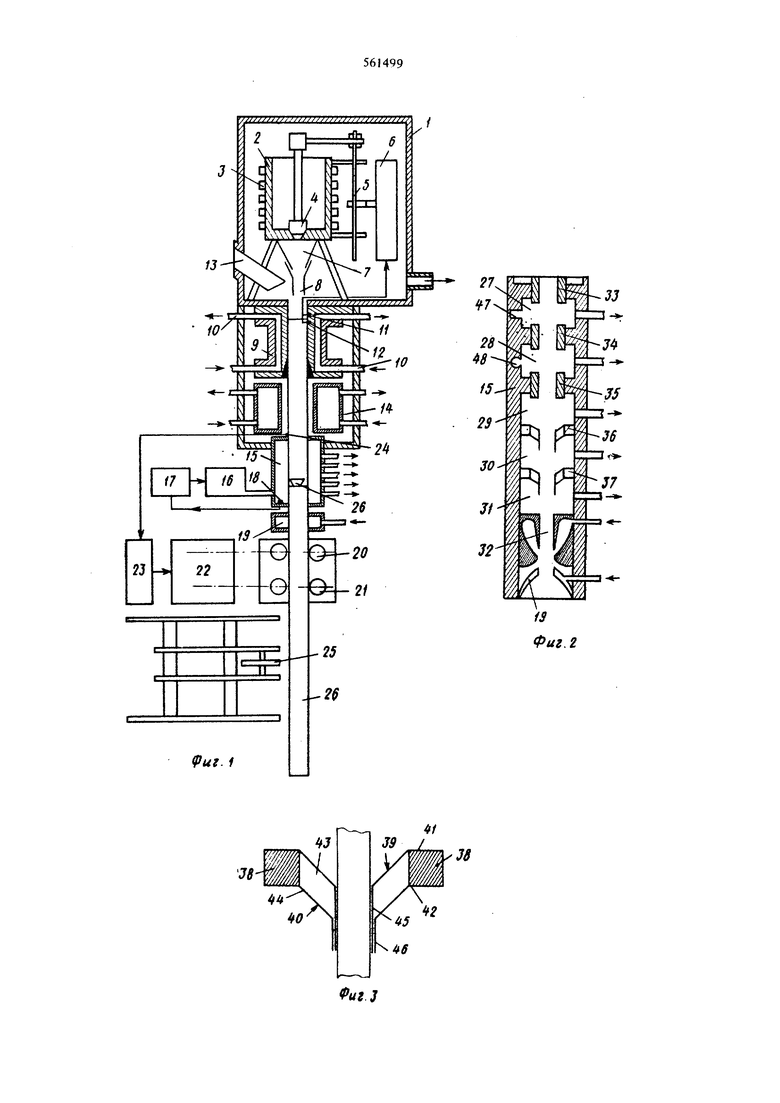
В некоторых случаях втулки имеют накатку или резьбу глубиной в несколько десятых миллиметра. Уплотнение может быть выполнено также в виде плоского кольца 38 (4шг. 3), поверхность которого образует воронки 39 и 40, ограниченные с одной стороны плоскими кольцами 41 и42, которые опираются соответственно на верхнюю и нижнюю сторону кольца 38 и с другой стороны - усеченными конусами 43 и 44, которые герметически соединены с плоскими кольцами 41 и 42 и заканчиваются двумя цилиндрами 45 и 46.
Воронки 39 и 40 имеют прорези, проходящие по образующей таким образом, чтобы диаметр цилинд рических частей мог меняться на несколько десятых лвшлиметра. Воронки установлены на кольце 38 так, чтобы прорези были расположены в противоположных направлениях относительно оси щелевого уплотнения.
Внутренний диаметр цилиндра 45 равен диаметру отливки, внутренний диаметр цилиндра 46 равен наружному диаметру цилиндра 45. Таким образом цилиндр 46 соприкасается с цилиндром 45 по всей своей высоте.
Уплотняющая камера 27 соединена с насосом низкого ДДВ1ЮНИЯ. Последующие камеры 28-31 соединены с насосами более высоксж производительиости. Камера 27 оснащена вакуумметром 47
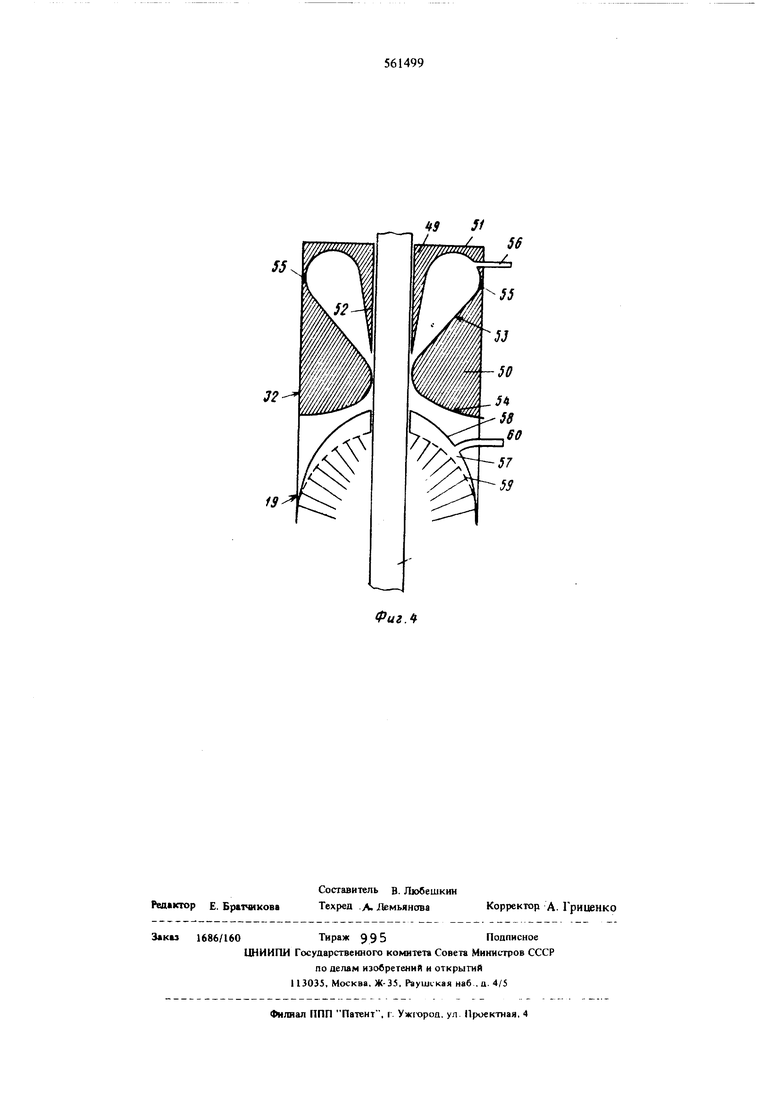
Камера 28 соединена с манометром 48. Пневматический затвор 32 (фиг. 4) оснащен двумя вращаюи9 мися литыми деталями 49 и 5Q. Верхняясторона 51 детали 49 вьшолнена плоской для того, чтобы ее можно было смонтировать на камере 31. Нижняя часть детали 49 включает вращаницийся усеченный конус 52, ось которого во время литья совпадает с; осью отливки. В детали 49 выполнено сверление по оси с диаметром, равным диаметру изготовляемых отливок с допуском около 0,8 мм. Внутренняя часть детали 50 образует шейку сопла, часть 53 является конфуз()ром, а часть 54 - диффузором. Уплотнение 55 расположено между верхним краем детали 50 и деталью 51. Пространство, заключенное между деталями 49 и 50, образует камеру давления, которая соединена трубопроводом 56 с источником 16, подающим нейтральный газ (предпочтительно азот).
Усеченный конус 52 и части 53 и 54 детали 50 составляют сопло, имеющее форму венца, через
которое удаляется нейтральный газ, поступающий из источника 16, обтекая отливку при охлаждении. Температурный датчик 18 расположен в гнезде, выполненном в цилиндрическом отверстии детали 49, и соединен с сервомеханизмом 17.
Разбрызгивающее охлаждающее устройство 19
образовано водяной камерой 57, стенки которой состоят из двух ссюсных металлических колоколов 58 и 59. В верхней части каждого колокола имеется отверстие, сечение которого равно сечению
отливки. Отверстия равномерно распределены на колоколе 59.
Металлический трубопровод 60, конец которого привален к колоколу 58, подводит воду под давлением в водяную камеру 57.
Предложенная установка и вакуумное лабиринтное уплотнение позволяет исключить окисление изделия после выхода из кристаллизатора.
Формула изобретения
1.Установка для непрерьшного литья в вакууме, содержащая вакуумную камеру, внутри которой установлен разливочньш стопорный ковщ с
охватьшающим его индуктором, механизм перемещения стопора, кристаллизатор, связанный с кулачково-рычажным механизмом возвратно-поступательного педемешения и радиоактивным уровнемером, управляющим механизмом перемещения
стопора, охладительный кожух, вакуумное уплотнение, устройство вторичного разбрызгивающего охлаждения тянущих и направляющих роликов, температурные датчики, отличающаяся тем, что, с целью обеспечения непрерывного ;штья в
вакууме легкоокисляющихся в нагретом состоянии сплавов, вакуумное уплотнение расположено за вакуумной камерой и вьшолнено в виде лаби1 штиого уплотнения, составленного из нескольких камер, отделенных друг от друга щелевыми уплотиекиями, к последней из камер присоединен пневматический затвор.
2.Установка по п. 1, отличающаяся тем, что, с целью получения трубных заготовок, в нее дополнительно введена вакуумная камера.
Источники информации, принятые во внимание
при зкспертизе:
l.naTeHTOPrNM213963, кл. 31 в 11/12, опубликован 27.10.66. Риг. 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Камера для литья в оболочковые формы, литейная печь и способ монокристаллического, мелкокристаллического и некристаллического литья | 2020 |
|
RU2746111C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЛИТЬЯ В ФОРМУ-КРИСТАЛЛИЗАТОР | 2013 |
|
RU2541267C2 |
| ВАКУУМНАЯ ИНДУКЦИОННАЯ УСТАНОВКА С ПЕЧЬЮ ПОДОГРЕВА ФОРМ | 2005 |
|
RU2297583C2 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ ДЛИННЫХ ЗАГОТОВОК | 2014 |
|
RU2583218C2 |
| Устройство для возбуждения звуковых волн в жидкой среде | 1968 |
|
SU513646A3 |
| Устройство для получения крупногабаритных отливок с направленной и монокристаллической структурой | 2020 |
|
RU2754215C1 |
| ВАКУУМНАЯ ИНДУКЦИОННАЯ ПЛАВИЛЬНО-ЗАЛИВОЧНАЯ УСТАНОВКА | 2017 |
|
RU2663025C1 |
| Устройство для плавки и литья в вакууме или контролируемой среде химически активных металлов и сплавов | 1980 |
|
SU929712A1 |
| АГРЕГАТ ПОДГОТОВКИ ЖИДКОГО МЕТАЛЛА К РАЗЛИВКЕ В СЛИТКИ И ЗАГОТОВКИ | 2000 |
|
RU2184327C2 |
| СПОСОБ ИЗВЛЕЧЕНИЯ МЕТАЛЛОВ ИЗ ТВЕРДОГО ШЛАКА ПРИ ОТВОДЕ ЕГО ИЗ УГОЛЬНОГО КОТЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2458997C1 |
ifO55
32
1353
Фиг Л
