1
Изобретение относится к металлургии, конкретнее - к непрерывной разливке биметаллических слитков.
Известен способ непрерывной разливки биметаллических слитков из двух металлов. Слиток-заготовка, выходящий из одного кристаллизатора, попадает « примыкающий кристаллизатор, в который непрерывно поступает металл, кристаллизующийся вокруг слитка-заготовки.
Но при этом невозможно регулировать температуру поверхности слитка-заготовки с целью надежного сваривания с другим металлом. Регулировка температуры поверхности слитка-заготовки при помощи изменения температуры жидкого металла сложна, к тому же эта регулировка малоэффективна изза термического сопротивления корочки слитка-заготовки. Это приводит к расслоению биметаллических слитков при эксплуатации.
Известен способ непрерывной разливки биметаллических слитков, включающий пропускание через кристаллизатор двутавровой стальной балки и заливку жидкого алюминия Б две полости, образуемые стойкой балки и стенками кристаллизатора. При этом в стойке балки выполнены отверстия для создания перемычек между двумя алюминиевыми частями биметаллического слитка.
Однако из-за больщой разницы температур свариваемых металлов плохо свариваются составляющие биметаллического слитка. Нагрев стальной двутавровой балки до 500- требует значительных затрат. Кроме того, поверхность балки необходимо очищать от окислов.
Ближайшим прототипом изобретения является способ непрерывной разливки биметаллических слитков, включающий последовательную разливку двух металлов в кристаллизатор с перегородкой, измерение температуры поверхности слитка на границе с перегородкой, сравнение ее с оптимальной температурой сваривания разливаемых металлов.
Однако при этом невозможно регулировать температуру поверхности слитка-заготовки, выходящего из верхнего кристаллизатора. Для достижения надежного сваривания металлов необходимо оптимальное значение температуры поверхности слитка. Несоблюдение этой температуры приводит к расслоению биметаллических слитков при дальнейшем переделе. Изменение температуры поверхности слитка может происходить из-за мнол-сества трудно учитываемых в процессе разливки факторов, например изменения температуры жидкого металла, усадки слитка относительно кристаллизатора в процессе возвратно-поступательного движения,
Цель изобретения - повышение качества биметаллических слитков.
Это достигается тем, что по результатам сравнения перемещают перегородку вверх при понижении замеряемой температуры и вниз при повышении ее, при этом перемещение производят на 0,1-0,3 длины контакта перегородки с кристаллизатором.
Ниже дан пример осуществления изобретения, не исключающий другие варианты в пределах предмета изобретения.
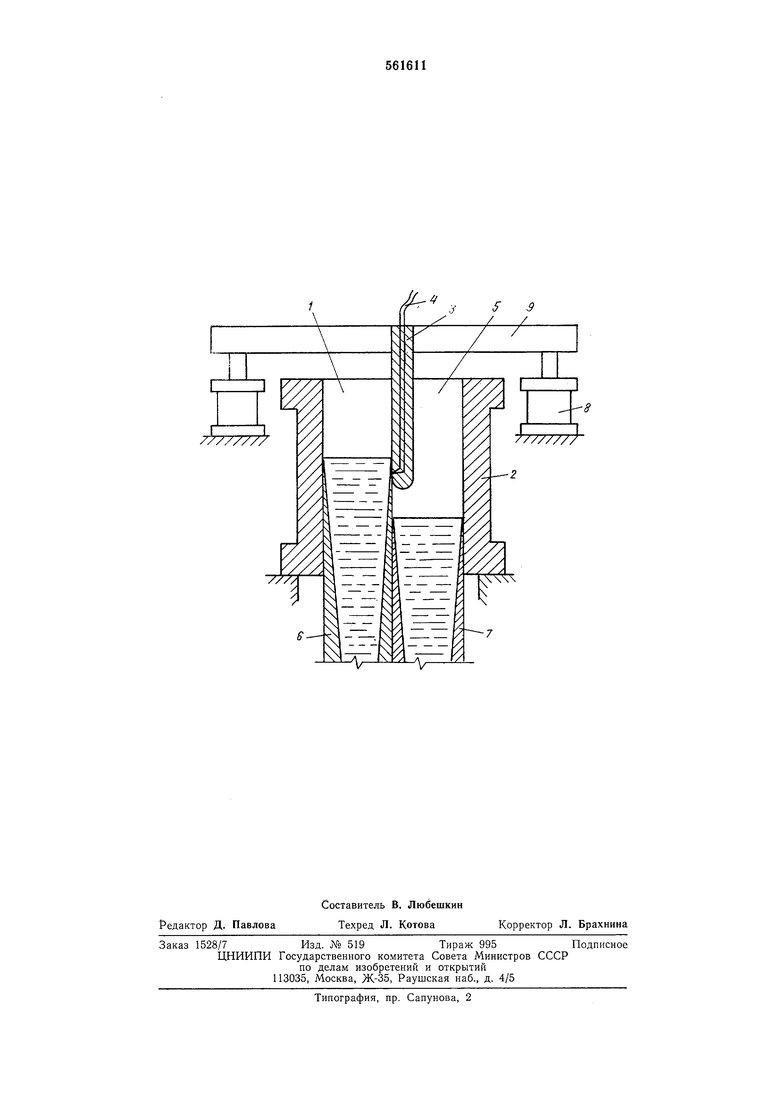
На чертеже показан кристаллизатор с перегородкой, продольный разрез.
В процессе -разливки в полость 1 кристаллизатора 2 заливают сталь марки Зсп. В кристаллизатор 2 длиной 1000 мм вставляют водоохлаждаемую перегородку 3 с длиной контакта с его рабочими стенками, равной 400 мм. В поверхность перегородки 3 со стороны полости 1 зачекапивают платино-платинородневую термонару 4. В полость 5 кристаллизатора 2 заливают сталь марки 45. Из кристаллизатора 2 вытягивают биметаллический слиток с поперечным сечением 100X500 мм, состоящий из сваренных между собой слитков 6 и 7 соответственно из стали Зсп и из стали 45. Перегородку 3 перемещают относительно кристаллизатора 2 при помощи гидроцилиндров 8, соединенных с перегородкой 3 посредством перекладины 9. Сталь Зси заливают в полость 1 при 1560°С и вытягивают ico скоростью 0,8 м/мин. В полость 5 заливают сталь 45 при той же температуре и вытягивают с той же скоростью.
Слиток 6 выходит со стороны йилснего торца перегородки 3. Температура его поверхности 1350°С. Эта температура является оптимальной для надежного сваривания со слитком 7 при заливке стали 45 в полость 5 кристаллизатора 2. При уменьшении температуры заливаемой стали Зсп с 1560 до 1530°С температура поверхности слитка 6 на выходе со стороны нижнего торца перегородки 3 также уменьшается до 1330°С. При этом уже не происходит надежного сваривания слитков 6 и 7. В этом случае на основе показания термопары 4 начинают перемещать нерегородку 3 при помощи гидроцилиндров 8 вверх на 80 мм. Так как интенсивность охлаждения слитка в кристаллизаторе 2 намного больше, чем на воздухе, то температура поверхности слитка 6 начинает увеличиваться и достигает оптимального значения 1350°С. Перемещают
перегородку равномерно со скоростью 20 мм/сек.
Повышение температуры поверхности слитка 6 до 1370°С также приводит к ненадежному свариванию слитков 6 и 7. В этом случае также начинают перемещать перегородку 3 из начального положения, но только вниз на 80 мм. При этом время контакта корочки слитка 6 с перегородкой 3 увеличивается, а вместе с этим и теплоотвод от слитка 6. Температура поверхности слитка 6 уменьшается до оптимального значения 1350°С. В дальнейшем перегородку 3 возвращают в прежнее положение при условии сохранения оптимального значения показания термопары 4. Пределы перемещения перегородки 3 выбирают в прямопропорциональиой зависимости от величины отклонения показаний термопары 4 от оптимального значения. В ироцессе разливки возможно возвратно-поступательное движеиие кристаллизатора 2 вместе с перегородкой 3 без относительного смещения по отношению друг к другу.
Таким образом, предлагаемый способ обеспечивает надежное сваривание биметаллических слитков за счет выдерживания оптимального значения температуры поверхностей свариваемых слитков, что основано на значительной разнице интенсивностей охлаждения слитка в кристаллизаторе (1,0-1,5X10 ккал/ /м час) и на воздухе (0,2-0,3 ккал/м часХ ХЮ). В результате надежного сваривания составляющих биметаллических слитков не происходит их расслоения при дальнейшей ирокатке и эксилуатации. Качество биметаллических слитков повышается на 7-8%.
Формула изобретения
Сиособ непрерывной разливки биметаллических слитков, включающий последовательную разливку двух металлов в кристаллизатор с перегородкой, измерение температуры поверхности слитка на границе с перегородкой, сравнение ее с оптимальной температурой сваривания разливаемых металлов, отличающийся тем, что, с целью повышения качества биметаллических слитков, по результатам сравнения перемещают перегородку вверх при понижении замеряемой температуры и вниз ири повышении ее, при этом перемещение производят на 0,1-0,3 длины контакта перегородки с кристаллизатором.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ БИМЕТАЛЛИЧЕСКИХ ЗАГОТОВОК МАЛОГО СЕЧЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2073585C1 |
| Способ непрерывной разливки биметаллических слитков | 1987 |
|
SU1447544A1 |
| Способ управления процессом непрерывной разливки металлов | 1975 |
|
SU559767A1 |
| Способ непрерывного литья биметаллических слитков и устройство для его осуществления | 1983 |
|
SU1271635A1 |
| Способ получения непрерывнолитых заготовок | 1988 |
|
SU1715473A1 |
| Способ непрерывного литья заготовок | 1984 |
|
SU1245407A1 |
| СПОСОБ НЕПРЕРЫВНОГО ГОРИЗОНТАЛЬНОГО ЛИТЬЯ БИМЕТАЛЛИЧЕСКИХ СЛИТКОВ ПРЯМОУГОЛЬНОГО СЕЧЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1989 |
|
SU1681455A1 |
| Способ получения биметаллического слитка | 1988 |
|
SU1526902A1 |
| Кристаллизатор для установок непрерывной разливки металлов | 1981 |
|
SU1002086A1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ПЛОСКИХ СЛИТКОВ | 1991 |
|
RU2017570C1 |