Изобретение относится к области машиностроения, где возможно производство сварных конструкций больших толшин преимуш,ественно с малой шириной заготовки.
Известен способ электрошлаковой сварки в неподвижных кристаллизаторах стерлсневым электродом, при котором электрод помеш.ают в центр между свариваемыми кромками, а процесс сварки начинают с наведения шлако-. вой ванны в водоохлаждаемом кармане I.
При сварке заготовок большой толшины стержневым электродом возникает рыхлость в шве.
Целью изобретения является получение ПЛОТНОЙ структуры шва и обеспечение стабильности сварочного процесса.
Для достижения этой цели поверхностям свариваемых кромок предварительно придают форму, вогнутую внутрь заготовки, оплавление кромок начинают с их выступающих частей, а кромкам придают треугольную, цилиндрическую ИЛИ трапецеидальную форму.
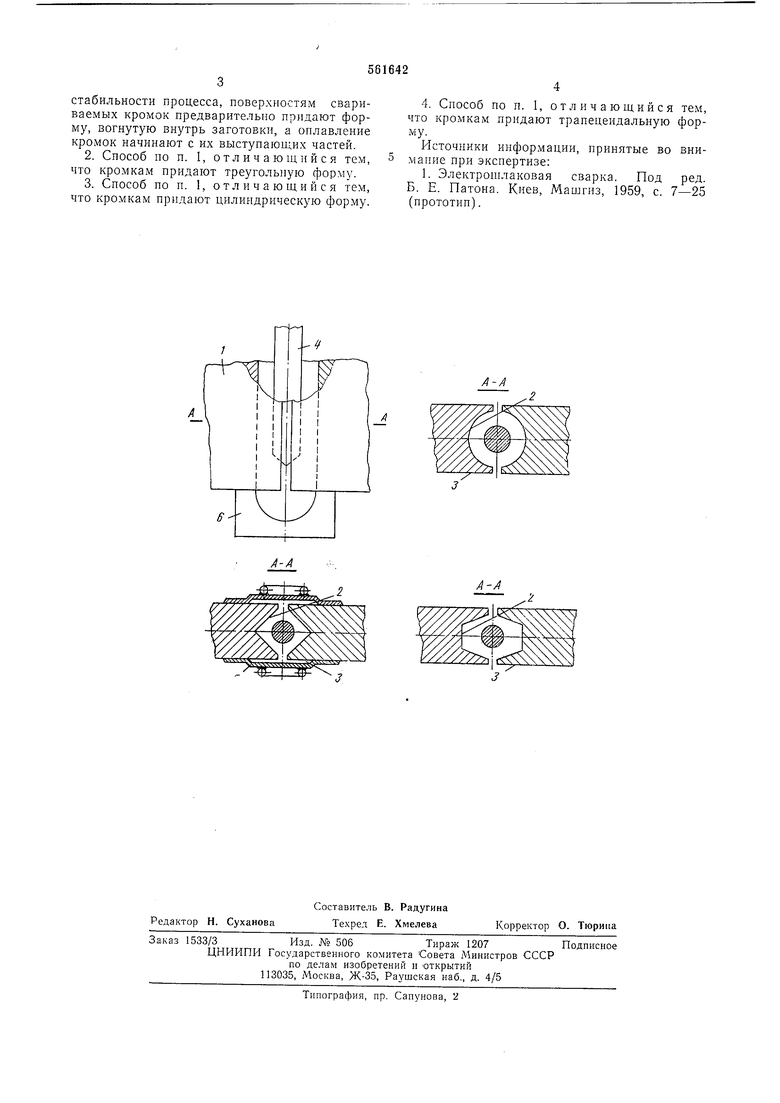
Описываемый способ поясняется чертежом.
На чертеже даны следуюш,ие обозначения: 1 - свариваемые заготовки, 2 - поверхности свариваемых кромок, 3 - выступающие части кромок, 4 - стержневой электрод, 5 - охлаждаемые накладки кристаллизатора и 6 -водоохлаждаемый карман.
Сварочный процесс начинают с наведения шлаковой ванны в водоохлаждаемом кармане 6. В процессе сварки оплавление кромок начинают с их выступающих частей 3, в результате чего происходит подогрев свариваемых кромок. Вогнутая внутрь заготовки поверхность свариваемых кромок создает условия ДЛЯ направленного в центр шва роста кристаллов, что позволяет получить плотную структуру шва, а предварительный подогрев свариваемых кромок и расплавленный металл выступающих частей кромок, который подпитывает металлическую ванну в процессе сварки, обеспечивают стабильность сварочного процесса.
С изменением формы свариваемых кромок изменяется количество расплавленного основного металла в металле щва, а значит, регулируется химический состав металла шва и его прочностные характеристики.
Формула изобретен и я
1. Способ электрошлаковой сварки преимущественно в неподвижных кристаллизаторах стержневым электродом, при котором электрод помещают в центр между свариваемыми кромками, а процесс сварки начинают с наведения шлаковой ванны в водоохлаждаемом кармане, отличающийся тем, что, с целью получення ПЛОТНОЙ структуры шва и
стабильности процесса, поверхностям свариваемых кромок предварительно придают форму, вогнутую внутрь заготовки, а оплавление кромок начинают с их выступающих частей.
2.Способ по п. 1, отличающийся тем, что кромкам придают треугольную форму.
3.Способ по п. 1, отличающийся тем, что кромкам придают цилиндрическую форму.
4. Способ по п. 1, отличающийся тем, что кромкам придают трапецеидальную форму.
Источники информации, принятые во внимание при экспертизе;
1. Электрощлаковая сварка. Под ред. Б. Е. Патона. Киев, Маилгиз, 1959, с. 7-25 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЛАЗЕРНО-ЭЛЕКТРОШЛАКОВОЙ СВАРКИ | 2010 |
|
RU2447980C2 |
| Способ электрошлаковой сварки комбинированными электродами | 1978 |
|
SU753571A1 |
| Способ электрошлаковой сварки легких металлов | 1977 |
|
SU764902A1 |
| Способ вертикальной сварки открытой дугой | 1980 |
|
SU927441A1 |
| Способ электрошлаковой сварки | 1991 |
|
SU1807925A3 |
| Способ электрошлаковой сварки ленточным электродом | 1991 |
|
SU1776520A1 |
| Способ электрошлаковой сварки пластинчатым электродом | 1989 |
|
SU1742009A1 |
| Способ электрошлаковой сварки пластинчатым электродом | 1978 |
|
SU935234A1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКОЙ ЗАГОТОВКИ, ПОЛУЧЕННОЙ НЕПРЕРЫВНОЙ РАЗЛИВКОЙ | 1993 |
|
RU2062801C1 |
| Способ электрошлаковой сварки и устройство для его осуществления | 1989 |
|
SU1691016A1 |
А-А
