113
Изобретение относится к сварке, в частности к составам электродных покрытий, применяемых для холодной сварки чугуна.
Цель изобретения - улучшение обрабатываемости наплавленного металла режущим инструментом за счет снижения его твердости и повышение свароч но-технологических свойств электродов.
Роскоэлит представляет собой ванадиевую слюду состава . K(V,Al)AlSiO,0,COH,F).
Действие роскоэлита при холодной сварке чугуна сводится к следующему. В процессе диссоциации роскоэлита в зоне сварочной дуги содержащийся в нем ванадий вступает в реакцию с оставшимся после окисления углеродом сварочной ванны с образованием в процессе охлаждения металла шва прочног карбида , который в виде мелкодисперсных включений равномерно распределяется в ферритной матрице. Это приводит к снижению твердости наплавленного металла при быстром охлажде- .нии. Твердость наплавленного металла порядка 200-220 НВ позволяет вести механическую обработку.
Образующийся в .процессе диссоциации роскоэлита алюминий участвует в термитной реакции вводимого алюминия с гематитом по реакции
2А1 -f , А1,0, + 2Fe + т с и способствует повышению коэффициента наплавки электродов и уменьшению силы сварочного тока за счет дополнительного выделения тела.
Силикаты SiO, образуюш геся при диссоциации роскоэлита, способствуют повышению вязкости сварочного шлака, что улучшает защиту наплавленного металла от атмосферных газов. Кроме того, изменяется коэффициент линейного расширения шлака, что приводит к его самопроизвольному отслаиванию в процессе остывания сварных швов.
Дополнительный кислород, выделяю- 1ЦИЙСЯ при диссоциации роскоэлита идет на интенсификацию процесса окисления углерода чугуна сварочной ванны. Выделение из роскоэлита газообразного фтора является эффективным средством уменьшения содержания водорода в жидком металле за счет связывания его в нерастворимые соединения с фтором - HF.
67752
Щелочно-земельный элемент - ка- ., ЛИЙ, содержащийся в роскоэлите, - способствует повышению стабильности , особенно на переменном токе, 5 благодаря низкому потенциалу ионизации. Кроме того, входящие в состав покрытия мрамор, гематит, алюминий, окись хрома и сода с роскоэлитом в указанных соотношениях обеспечивают 0 получение суммарного эффекта, выразившегося в снижении твердости наплавленного металла и повышении сва- рочно-технологических свойств электродов (табл. 2, 3 и 4).
Введение роскоэлита в количестве
15
менее 8% повышает твердость наплавленного метал.ла, ухудшает сварочно- технологические свойства электродов (ухудшается газовая защита металла шва, снижается стабильность горения дуги, уменьшается коэффициент, наплавки) .
При содержании роскоэлита в количестве более 18% ухудшается обрабатываемость наплавленного металла за .счет повьш1енного легирования ванадием. Кроме того, ухудшаются сварочно- технологические свойства (образуется большое количество шлака, повы
шается тугоплавкость покрытия).
Указанное соотношение компонентов электродного покрытия является оптимальным для принятой системы шлаковой и газовой защиты и легирования
нгшлавленного металла при холодной сварке чугуна, что обеспечивает сни- лсение твердости наплавленного металла и повьшение сварочно-технологи- ческих свойств электродов.
В качестве электродных стержней используется сварочная проволока арки свОВ или св08А.
Было изготовлено 7 вариантов элек- тродов с составами электродных покрыий по вариантам, приведенным в абл, 1.
Технологические свойства электродов: I - устойчивость дуги на переменном токе повысилась, отделимось
шлака удовлетворительная, формирование шва хорошее; II - устойчивость дуги на переменном токе высокая, отделимость шлака при многослойных наплавках хорошая, формирование шва
хорошее, дефектов нет; III - устойчивость дуги на переменном токе невысокая, отделимость шлака самопроизвольная, формирование шва мелкоче313
шуйчатое с плавным переходом к основному металлу, дефектов нет; IV - те же; V - устойчивость дуги высокая отделимость шлака ухудшилась, формирование шва ухудшилось образуются несплавления, зашлаковки; VI - устойчивость дуги на переменном токе высокая, отделимость шлака самопроизвольная, формирование шва мелкочешуйчатое с плавным переходом к основному металлу, дефектов нет; VII те же.
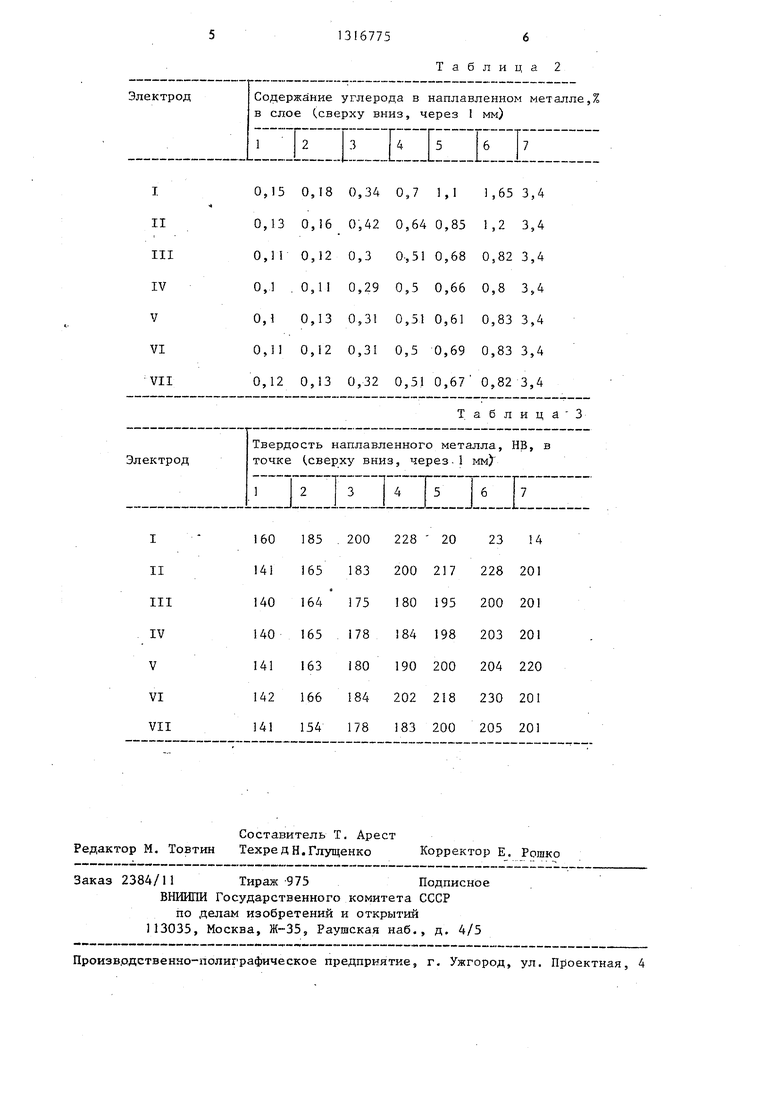
Результаты послойного определения содержания углерода в наплавленном металле 7 вариантов электродов приведены в табл. 2.
Твердость наплавленного металла, наплавленного на чугуне марки СЧ 15/32, определялась в точках, соответствующих номерам слоев, снятых для определения содержания углерода, и приведена в табл. 3.
Результаты после:дования сварочно- технологических свойств, определение послойного содержания углерода в наплавленном металле и замеры твердости металла швов показывают, что оптимальными являются составы покрытия вариантов II, Ш, IV, VI и VII,обеспечивающие высокие сварочно- техно754
логические свойства электродов,уменьшающие содержание углерода В наплавленном металле и снижающие твердость стальных швов, что позволяет производить холодную электродуговую сварку чугунных деталей, а также производить заварку дефектов чугунных отливок с обеспечением высокого качества и возможность механической обработки сварных швов.
Формула изобретения
Состав электродного покрытия .для холодной сварки чугуна, содержащий мрамор, гематит, алюминий, окись хрома, соду, отличающийся тем, что, с целью улучшения обрабатываемости наплавленного металла ре- инструментом ззс счет снижения его твердости и повышения сварочно- технологических свойств электродов, состав дополнительно содержит роско- элит при следующем соотношении ком- .
понентов, мае.%:
Мрамор10-25
Гематит60-75
Алюминий2-5
Окись хрома1-3
Роскоэлит8-18
Сода0,5-1,5
Таблица 1
Таблица 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Состав электродного покрытия для холодной сварки чугуна | 1988 |
|
SU1532254A1 |
| Состав электродного покрытия | 1988 |
|
SU1539030A1 |
| Состав электродного покрытия | 1982 |
|
SU1080947A1 |
| Состав электродного покрытия для сварки низкоуглеродистых и низколегированных сталей | 1985 |
|
SU1296345A1 |
| ЭЛЕКТРОД ДЛЯ СВАРКИ ВЫСОКОЛЕГИРОВАННЫХ И РАЗНОРОДНЫХ СТАЛЕЙ | 2003 |
|
RU2248869C1 |
| Электрод для сварки чугуна | 1989 |
|
SU1676776A1 |
| Состав электродного покрытия для холодной сварки чугуна | 1991 |
|
SU1799317A3 |
| Состав электродного покрытия для сварки чугуна без подогрева | 1988 |
|
SU1484535A1 |
| ЭЛЕКТРОД ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ | 2009 |
|
RU2397853C1 |
| Состав электродного покрытия | 1982 |
|
SU1050837A1 |
Изобретение относится к области сварки, в частности к составам электродных покрытий, применяемых для холодной сварки чугуна. Целью изобретения является улучшение обрабатываемости наплавленного металла режущим инструментом за счет снижения его твердости и повьшение сварочнотехнологических свойств электродов. В состав покрытия ввЬдится роскоэлит в количестве 8-18%, представляющий собой ванадиевую слюду. Это обеспечивает снижение твердости наплавленного металла при быстром охлаждении, повышение коэффициента наплавки электродов, изменение коэффициента линейного расширения шлака, что приводит к его самопроизвольному отслаиванию в процессе остьшания сварных швов, а также повьшение стабильности горения дуги на переменном токе. Состав покрытия, содержащий, мас.%: мрамор 10- 25; гематит 60-75; алюминий 2-5; окись хрома 1-3; сода 0,5-1,5 в сочетании с роскоэлитом, позволяет уменьшить содержание углерода в на- . плавленном металле и улучшить свароч- но-технологические свойства электродов. 3 табл. i (Л IA J сл
| 0 |
|
SU332983A1 | |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Состав электродного покрытия | 1982 |
|
SU1031702A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
