(54) СТАН ПЕРИОДИЧЕСКОЙ ПРОКАТКИ ТРУБ
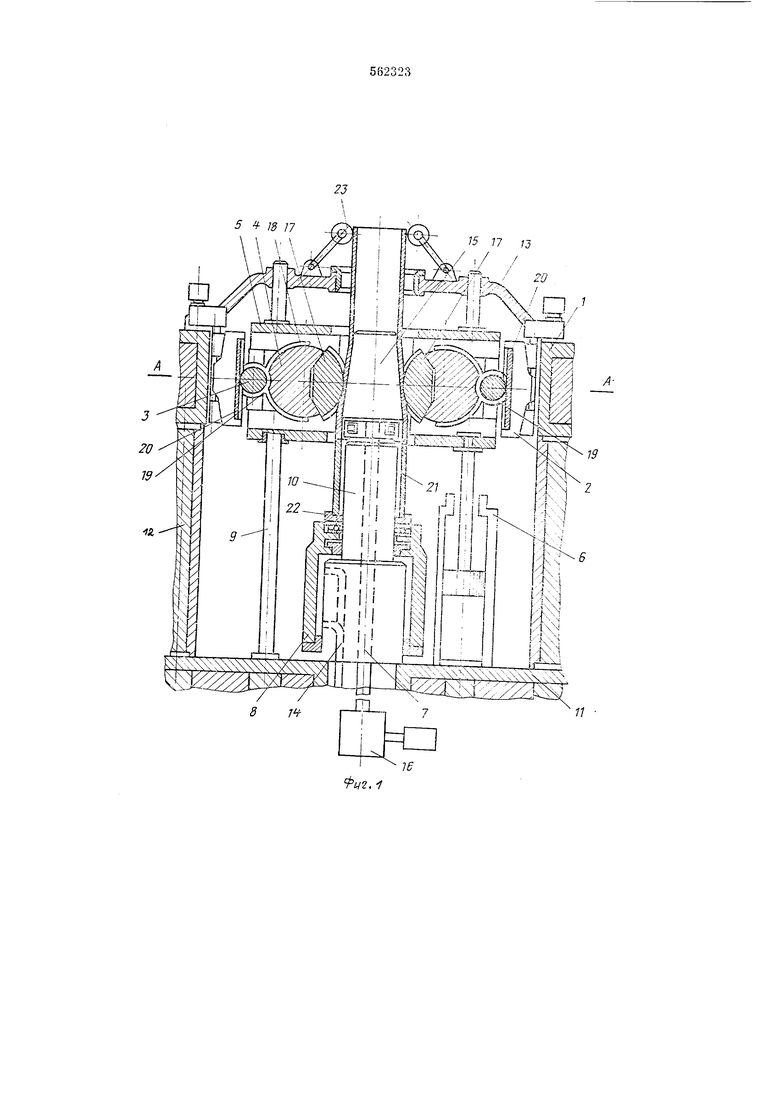
ремещення которого выполнены каналы 14, связанные с гидростанцией. На колонне соосно с патроном заготовки установлена коническая оправка 15, которая через опразочный стержень 7 связана с механизмом периодического поворота 16.
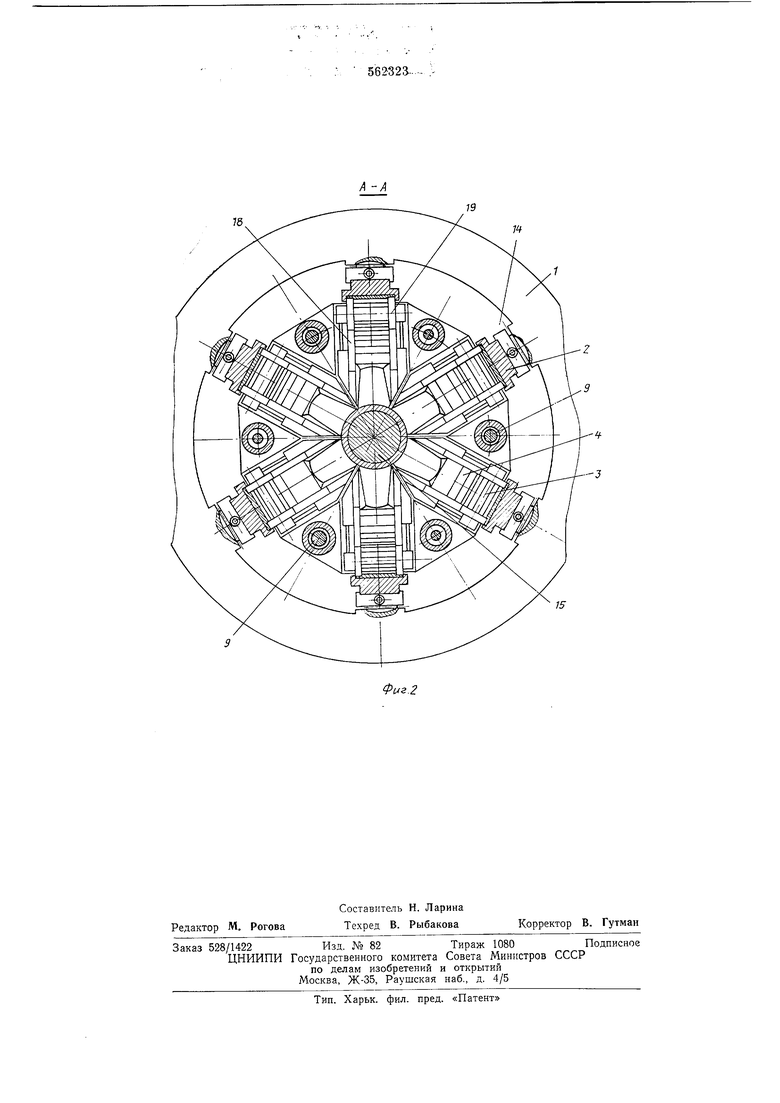
Для преобразования зозвратно-лоступательного перемещения кассеты в качательное дБ.ижеаие рабочих валков, имеющих калнбры 17, на рабочих валках размещены зубчатые секторы 18, а на опорных валках - зубчатые венцы 19, которые установлены в зацеллении с закренленными на опорных планках зубчатыми рейками 20 и зубчатыми секторами 18.
Гидроцилнндры 1В приводе возвратно-постунательного перемещения кассеты размещены между вертикальным манравляющими ее н установлены на нл/итовнне. Питание гндроцилиндров осуществляется от гидростанции.
Работа стана происходит следуюн,нм образом.
Перед началом работы стана рабочая кассета 5 останавливается в нижнем крайнем ноложении так, что онорные валки 3 образуют зев, т. е. диаметр отверстия, образуемого калибрами 17, оказывается больше диаметра заготовки 21.
Заготовка затруж1ается краном иди какимлибо другим механизмом в стан. При этом, благодаря зеву, образованному калибрами 17, она свободно лроходит между рабочими валками 4 и своим нижним торцом опирается на центрирующую щайбу 22 патрона 8. В процессе прокатки рабочая кассета 5 соверниает возвратно-лоступательное движение от дей:стВИЯ привода, а рабочие валки вместе с тем и воЗВратно-каче€т;венное движение.
Бла годаря тому, что калибры 17 имеют ручей Переменного сечения, диаметр отверстия, образуемого калибрами, по длиие хода кассеты 5 уменьщается и к концу хода становится равным диа.метру готовой трубы. В момент, когда рабочие валки 4 образуют зев, патрон 8 вместе с заготовкой 21 перемещается вверх на величину подачи, и, таким образом, за каждый ход валковой кассеты 5 в очаг деформации поступает новая порция металла.
В процессе прокатки цроисходит оковывание оправки 15 и осуществляется поворот ее вместе с затотозками на угол ЗО. При проходе патрона S в верхнее крайнее лолож,е}П1:; процесс прокатки заканчивается и начинается перезарядка.
Прокатанная труба, вышедшая из стана, удерживается закрепленным на крышке станины люнетом 23 и с оставшейся рабочей головкой и недокатанным концом извлекается из стана.
Патрон 8 возвращается в исходное (нижнее) положение, и в стан загружается сначала новая заготовка, а затем для прокатк; недокатанного конца - предыдущая недокатанная заготовка.
В процессе Прокатки усилия, .действующие на станину /, воспринимаются фундаментом, в который она залита, благодаря чему повыщается жесткость стана и обесиечивается возможиость получен:ия труб большого диаметра при малогабар1ггном оборудовании.
Формула изобретения
Стан периодической прокатки труб, содержащий -станину с отъемной крышкой, закрепленные внутри станины опорные планки, взаимодействующие с ними опорные валки, размещенные в кассете в контакте с рабочими валками, привод возвратно-поступательного перемещения кассеты, расположенный по оси стана справочный стержень, имеющий привод периодического поворота, и подвижный в осевом направлении патрон заготовки, отличающийся тем, что, с целью улучшения условий прокатки труб диаметром свыше 450 мм, ось стана расположена вертикально и он снабжен цилиндрическими вертикальными направляющими для кассеты и центрально расположенной вертикальной колонной с отверстием под оправочиый стержень, а патрон подачи заготовки выполнен в виде (подвижного корпуса гидроцилиндра, охватывающего центрально расположенную вертикальную колонну.
75 /7 13
/ ./ /
//
76
Vt
15
| название | год | авторы | номер документа |
|---|---|---|---|
| Многониточный стан периодическойпРОКАТКи издЕлий | 1977 |
|
SU795681A1 |
| Стан пилигримовой прокатки труб | 1981 |
|
SU1051793A1 |
| Стан пилигримовой прокатки труб | 1977 |
|
SU740319A1 |
| Рабочая клеть стана периодической прокатки | 1981 |
|
SU980879A1 |
| Стан для пилигримовой прокатки труб | 1979 |
|
SU825213A1 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2009 |
|
RU2414975C1 |
| Стан холодной прокатки труб | 1986 |
|
SU1419768A1 |
| Патрон поворота трубы стана пилигримовой прокатки | 1978 |
|
SU738700A1 |
| Способ холодной прокатки труб | 1988 |
|
SU1657245A1 |
| Устройство для перемещения оправочного стержня | 1980 |
|
SU863028A1 |