(54) УСТРОЙСТВО для ПЕРЕМЕЩЕНИЯ ОПРАВОЧНОГО Изобретение относится к трубопрбкатному производству, в частности к холодной пилигримовой прокатке, и касается усовершенствования устройства для перемещения оправочного стерж ня стана холодной прокатки труб, пре имущественно, со стационарной станиной. Известно устройство для перемещения оправочного стержня стана холодной прокатки тру, содержащее кри вошипно-ползунный механизм, в ползу- не которого смонтированы стержень с оправкой и винт подачи, взаимодействующий с патроном заготовки. При рав номерном вращении кривошипа кривошипно-ползунного механизма изменение скорости перемещения ползуна осу ществляется по закону синуса, при неравномерном вращении кривошипа происходит так назьшаемое выпрямление синусоиды , т.е. ползун (оправка и заготовка) перемещаются в процессе деформирования рабочими вал ками заготовки с постоянной скорость близкой к линейной скорости равномерно вращающихся рабочих валков. Неравномерное вращение кривошипа в известном приводе достигается тем, что коренная шейка кривошипа монти-, СТЕРЖНЯ рована в приводном валу эксцентрично относительно оси этого вала, а шатунная шейка, посредством сухаря взаимодействует с нaпpaвляющимI, которыми снабжено водило и приводит к возвратно-пох;тупательному движению ползун-оправку и заготовку. Приводной вал и водило соосны, вращаются равномерно, но с разной угловой скоростью, а кривошип, взаимодействуя с двумя несинхронными приводными звеньями, получает неравнсилерное вращение. Характер неравномерности вращения кривошипа, словами, процесс выпрямления синусоиды в известном приводе зависит от величины эксцентриситета оси коренной шейки кривошипа относительно оси вргицения приводного вала и длины кривошипа; Поэтому при прокатке труб по различным технологическим маршрутам, каящый из которых обусловливает свой характер неравномерности вращения кривошипа, необходимо производить замену узла крепления коренной шейки кривошипа в приводном валу и сам крчвошип в зависимости от маршрута прокатки 1 , Однако такое конструктивное использование известного привода, когда в
относительном вращении участвуют коренная шейка кривошипа, предопределяет множество компонентов сменных элементов привода, а частая замена их значительно удлиняет время текущих простоев стана и неудобна, так как сопряжена со сложными монтажны|МИ работами.
Известно также устройство для перемещения справочного стержня стана холодной прокатки труб, содержащее несущую стержень оправки каретку, соединенный с ней кривснпипно-шатунный механизм и привод возвратно-поступательного перемещения шатуна, имющий установленное на приводном валу водило с выполненной на ней пазовой направляющей, размещенный в ней ползун, смонтированный на кривошипе, ведомый вал которого расположен эксцентрично относительно вала водила. В этом приводе отсутствует относительное вращение пальца кривсяяипа, поэтому характер неравномерности его вращения при неизменной длине зависит от величины несоосности ведомого вала и вала водила, оптимальное значение которой выбрано при проектировании и удовлетворяет условию согласованности скорости перемещения оправки и заготовки с линейной скоростью равномерно вращающихся рабочих валков при прокатке довольно широкого диапазона труб по диаметру и толщине стенки 2.
Однако при использовании в стане рабочих валков с резко изменяющейся крутизной калибров, позволяющих вест процесс прокатки с более высокой степенью деформации, когда линейная скорость рабочих валков иостоянна только на калибрующем участке, а в зоне активной деформации непрерывно возрастает в зависимости от увеличения катающего радиуса валков, необходимо изменять характер неравномерности вращения ведомого вала с кривошипом в ззВисимости от маршрута прокатки. Отсутствие в известном устройстве регулятора неравномерности вращения ведомого кривошипного вала лишает его возможности управлять процессом выпрямления синусоиды в зависимости от характера изменения катающего радиуса рабочих валков. Таким образом, конструктивное исполнение известного устройства возвратно-поступательного движения оправки и заготовки не позволяет легко и просто изменять характер неравномерности вращения кривошипа кривошипношатунного механизма и допускает значительное рассогласование линейных скоростей рабочих валков, оправки и заготовки. Явление проскал-)3ьшаиия рабочих валков относительно деформируемых поверхностей заготовок от|рицательно сказывается на качестве прокатываемых труб, особенно из металлов и сплавов, склонных к налипанию на рабочий инструмент.
Целью изобретения является сокращение времени текущих простоев путем регулирования неравномерности вращения кривошипного вала в зависимости от маршрута прокатки.
Поставленная цель достигается тем что в устройстве для перемещения справочного стержня, содержаццем несущую оправочный стержень каретку, соединенный с ней кривошипно-шатунный механизм и привод возвратго-поступательного перемещения шатуна, имеющий установленное на приводном валу водило с пазовой направляющей, размещенный в ней ползун, смонтированный на кривошипе, ведогФай кривошипный вал, ось которого расположена эксцентрично относительно оси приводного вала, в пазовой направляющей выполнен сквозной поперечный паз под приводной вал водила, относительно которого направляющая в водиле установлена с возможностью поворота и перемещения в плоскости, перпендикулярной оси водила.
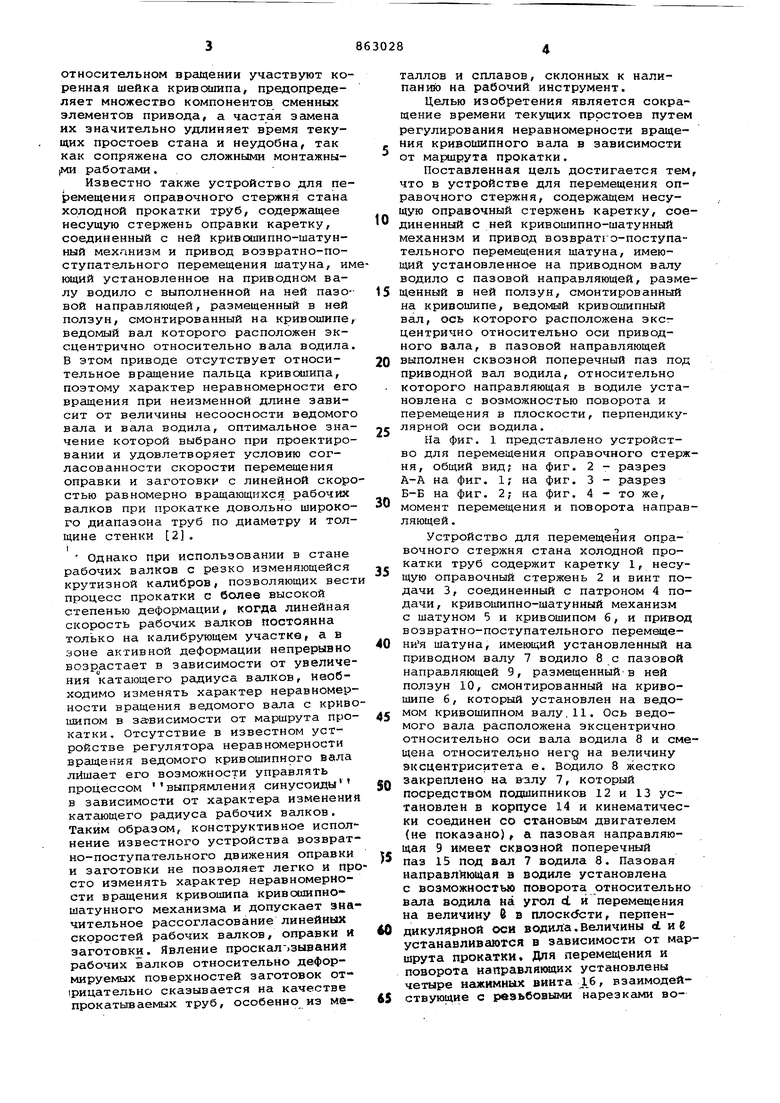
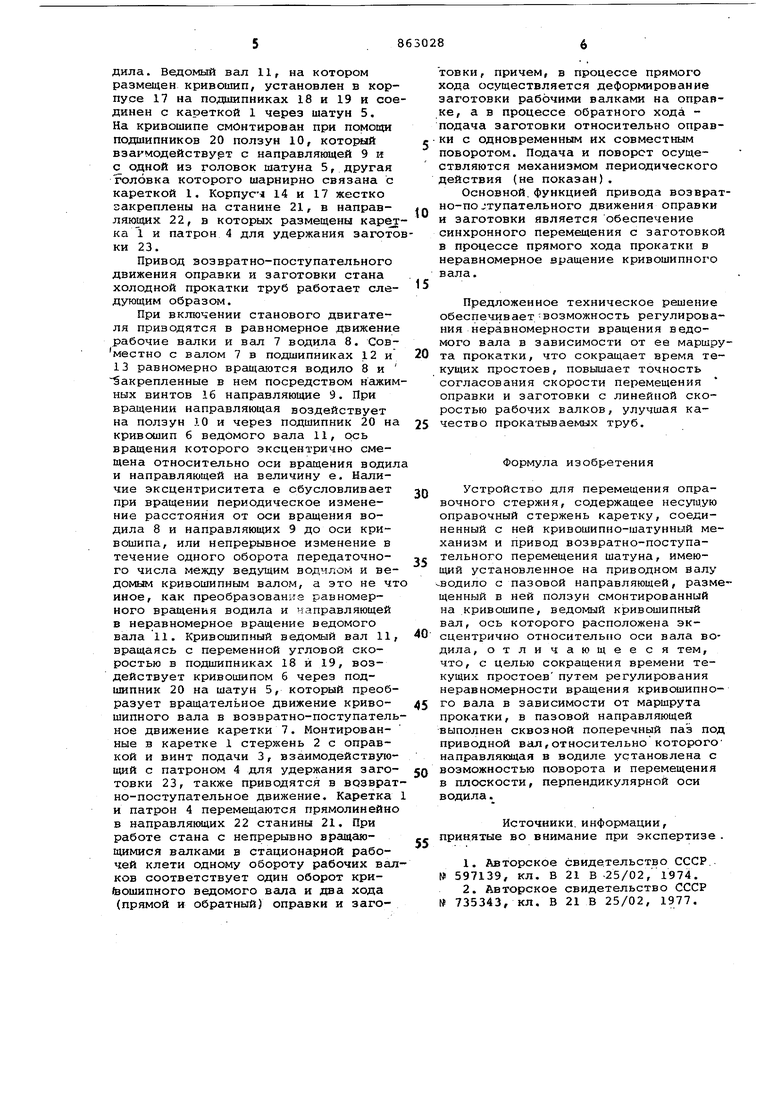
На фиг. 1 представлено устройство для перемещения справочного стержня, общий вид; на фиг. 2 - разрез А-А на фиг. 1,- на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 - то же, момент перемещения и поворота направляющей .
Устройство для перемещения справочного стержня стана холодной прокатки труб содержит каретку 1, несущую оправочный стержень 2 и винт подачи 3, соединенный с патроном 4 подачи, кривошипно-шатунный механизм с шатуном 5 и кривошипом 6, и привод возвратно-поступательного перемещения шатуна, имеющий установленный на приводном валу 7 водило 8 с пазовой направляющей 9, размещенный-в ней ползун 10, смонтированный на кривошипе 6, который установлен на ведомом кривошипном валу,11. Ось ведомого вала расположена эксцентрично относительно оси вала водила 8 и смещена относительно негд на величину эксцентриситета е. Водило 8 жестко закреплено на в-злу 7, который посредством подшипников 12 и 13 установлен в корпусе 14 и кинематически соединен со становым двигателем (не показано) а пазовая направляющая 9 имеет сквозной поперечный паз 15 под вал 7 водила 8. Пазовая направляющая в водиле установлена с возможностью поворота относительно Всша водила на угол d и перемещения на величину В в Ш1оск 5сти, перпендикулярной оси водила.Величины Лив устанавливаю1ся в зависимости от маршрута прокатки. Для перемещения и поворота направлякидих установлены четыре нажимных винта Д6, взаимодействующие с резьбовыми нарезками водила. Ведомый вал 11, на котором размещен кривошип, установлен в корпусе 17 на подшипниках 18 и 19 и соединен с кареткой 1 через шатун 5. На кривошипе смонтирован при помощи подшипников 20 ползун 10, который взаимодействует с направляющей 9 и с одной из головок шатуна 5, другая головка которого шарнирно связана с кареткой 1. Корпусч 14 и 17 жестко закреплены на станине 21, в направляющих 22, в которых размещены каретка 1 и патрон 4 для удержания загото ки 23.
Привод возвратно-поступательного движения оправки и заготовки стана холодной прокатки труб работает следующим образом.
При включении станового двигателя приводятся в равномерное движение рабочие валки и вал 7 водила 6. Совместно с валом 7 в подшипниках 12 и 13 равномерно вращеиотся водило 8 и Закрепленные в нем посредством нажимных винтов 16 направляющие 9. При вращении направляющая воздействует на ползун 10 и через подшипник 20 на кривошип б ведомого вала 11, ось вращения которого эксцентрично смещена относительно оси вращения водил и направляющей на величину е. Наличие эксцентриситета е обусловливает при вращении периодическое изменение расстояния от оси вращения водила 8 и направляющих 9 до оси кривошипа, или непрерывное изменение в течение одного оборота передаточного числа между ведущим водилом и ведомым кривошипным валом, а это не чт иное, как преобразование равномерного вращения водила и направляющей в неравномерное вращение ведомого вала и. Кривошипный ведомый вал 11, вращаясь с переменной угловой скоростью в подшипниках 16 и 19, воздействует кривошипом б через подшипник 20 на шатун 5, который преобразует вращательное движение кривошипного вала в возвратно-поступательное движение каретки 7. Монтированные в каретке 1 стержень 2 с оправкой и винт подачи 3, взаимодействующий с патроном 4 для удержания заготовки 23, также приводятся в возвратно-поступательное движение. Каретка и патрон 4 перемещаются прямолинейно в направлякицих 22 станины 21. При работе стана с непрерывно вращающимися валками в стационарной рабочей клети одному обороту рабочих валков соответствует один оборот крийошипного ведомого вала и два хода (прямой и обратный) оправки и заготовки, причем, в процессе прямого хода осуществляется деформирование заготовки рабочими валками на оправке, а в процессе обратного хода подача заготовки относительно оправки с одновременным их совместным поворотом. Подача и поворот осуществляются механизмом периодического действия (не показан).
Основной, функцией привода возвратно-поступательного движения оправки
0 и заготовки является обеспечение синхронного перемещения с заготовкой в процессе прямого хода прокатки в неравномерное вращение кривошипного вала.
5
Предложенное техническое решение обеспечивает возможность регулирования неравномерности вращения ведомого вала в зависимости от ее маршру0та прокатки, что сокращает время текущих простоев, повышает точность согласования скорости перемещения оправки и заготовки с линейной скоростью рабочих валков, улучшая качество прокатываемых труб.
5
Формула изобретения
Устройство для перемещения спра0вочного стержня, содержащее несутцую справочный стержень каретку, соединенный с ней кривошипно-шатунный механизм и привод возвратно-поступательного перемещения шатуна, имею5щий установленное на приводном валу водило с пазовой направляющей, размещенный в ней ползун смонтированный на кривошипе, ведомый кривошипный вал, ось которого расположена эк0сцентрично относительно оси вала водила, отличающееся тем, что, с целью сокращения времени текущих простоев путем регулирования неравномерности вращения кривошипного вала в зависимости от маршрута
5 прокатки, в пазовой направляющей выполнен сквозной поперечный паз под приводной вал,относительно которого направляющая в водиле установлена с возможностью поворота и перемещения
0 в плоскости, перпендикулярной оси водила.
Источники, информации, принятые во внимание при экспертизе .
5
1.Авторскоесвидетельство СССР. № 597139, кл. В21 В -25/02, 1974.
2.Авторскоесвидетельство СССР 735343, кл. В21 В 25/02, 1977.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для перемещения оправочного стержня | 1977 |
|
SU735343A1 |
| Устройство для перемещения оправочного стержня | 1981 |
|
SU980880A1 |
| Устройство для перемещения оправочного стержня | 1980 |
|
SU942824A1 |
| Устройство для перемещения оправочного стержня | 1974 |
|
SU597139A1 |
| Стан холодной пилигримовой прокатки труб | 1988 |
|
SU1547893A1 |
| Стан холодной прокатки труб | 1986 |
|
SU1419768A1 |
| Стан холодной прокатки труб | 1978 |
|
SU747542A1 |
| Стан холодной пилигримовой прокатки труб | 1987 |
|
SU1491594A1 |
| Стан пилигримовой прокатки труб | 1977 |
|
SU740319A1 |
| Стан пилигримовой прокатки труб | 1987 |
|
SU1405923A1 |

б-s
i , ЧЛУ
