Изобретение относится к прокатному производству и касается соверщенстзао- вания станов пипигримовой прокатки fpyS со стационарной рабочей клетыо
Известен стан пилигримовой прокат- ки труб, включающий стационарную
леть с рабочими валками, евязываювцие ПК синхронизирующие шестершс; их ариI вод возвратно -поступатепы1ого вратфевия выполненный в виде каретки с , Кой патрон зажима, установленный на
йаретке, его привод перемещений, имеющий гайку и два вната подачи / механизм подачи и поворота, устаноэ,4енный на выходной стороне клети,/ и
.ЯередНИИ патрон, имеющий тяги, свя(ывающие его с кареткой.
Деформация трубной заготовки на этом стане осуществляется при прямом и обратном ходе возвратно-поворачива01ющимися валками. В процессе такой прокатки трубная заготовка испытывает ;
м знакопеременные осевые нагрузки, по- j
со этому в металле заготовки имеют мес- 1
Odi vTo растягивающие напряжения- Эти фак- I тори способствуют быстрому упрочне нию металла в очаге деформации и СНРИзкают ресурс его пластичности. Поэтоавму процесс холодной прокатки труб на указанном стане характеризуется большой цикличностью. Стан имеет больщуго массу розвратно- поступательно движуЬнхся частей (массивная каретка, пзт рон для заясима труб, передний патрон
с салазками, тяги и т.д.) что вызывает высокие динамические нагрузки в звеньях привода. Вследствие этого 4ИСЛО двойных ходов, а следовательно И производительность стана ограниче.ны. Наличие расположенных с двух Сторон клети тяг, связывающих передний патрон t кареткой, затрудняет обслужива.ние клети при работе и усложняет перевалку. Кроме того такая кинематическая связь переднего патрона с кареткой с помоц5 ю проходящих с двух сторон клети тяг в станах с непрерьшно вращающимися навстречу друг другу валками делает затруднительной передачу вращения от главного привода к рабочим валкам. Прерывистый поворот заготовки только в зонах выпусков калибров ( зоне зева цодачи и зева поворота) за очень короткое по сравнению со всём циклом прокатки время предопределяет в звеньях кинематической цепи поворота наличие больших динамических нагрузок. Эти нагрузки ведут к интенсивному износу контактных поверхностей и особенно соединения шпонка шестерни поворота - шпоночный паз удлиненной втулки в механизме зажима трубы. На иболее близким к предложенному по технической сущности является стан Пйлигримовой прокатки, содержащий главный привод, стационарную рабочую клеть с валками, привод их вращения, преобразователь непрерывного вращения в прерывное, его вал, установленный с возможностью осевого .перемещения, связанный с ним через зубчатую передачу вал поворота, патрон подачи его привод перемещения, имеющей гайку в корпусе патрона и винт подачи, и пер:едний патрон. ,
Недостатком известного пилигрийового стана является то, что в нем передача вращения от преобразователя непрерывного вращения в прерьгоистое к валу поворота и валу подачи осуществляется через Многоступенчатую систему зубчатых зацеппенйй а также то что в качестве преобразователя Непрерывного вращения в прерывистое использован сложный дифференциальнокуйачковый многоступенчатый зубча|тый механизм, от которого прер з1вистр вращение передается на размещенный между кареткой и патроном подачи за; готовки редуктор подачи и поворота, представляющий собой также многоступенчатый зубчатый механизм. При таком конструктивном исполнении механизмов и их размещении в структурной
схеме стана в периодическом вращении участвует большое число зубчатых зацеплений, что представляет значительные циклические динамические нагрузки в звеньях кинематической цепи поQ дачи и поворота и ведет к снижению быстроходности стана.
Цепью изобретения является повышение производительности стана за счет повышения быстроходности.
5 Цель достигается тем, что в предлагаемом стане пилигримовой прокатки труб, содержащем главный привод, стационарную рабочую, клеть с валками, привод их вращения, преобразователь
0 непрерывного вращения в прерывное, его вал, уста новленный с возможностью осевого перемещения, связанный с ним через зубчатую передачу вал поворота, патрон подачи, имеюший гай5- ку в корпусе патрона и винт подачи, и передний патрон, преобразователь непрерывного вращения в прерывистое установлен между передним патроном и клетью и его вал расположен соосно винту подачи и соединен с ним подшип никовым шарниром.
Благодаря установке преобразователя непрерывного вращения в прерывистое с выходной стороны клети сокращается длина оправочных стержйей, |что также является положительным фактором.
Кроме того, изобретение позволяет осуществлять на стане прокатку сгшоиН ных заготовок (прутков).
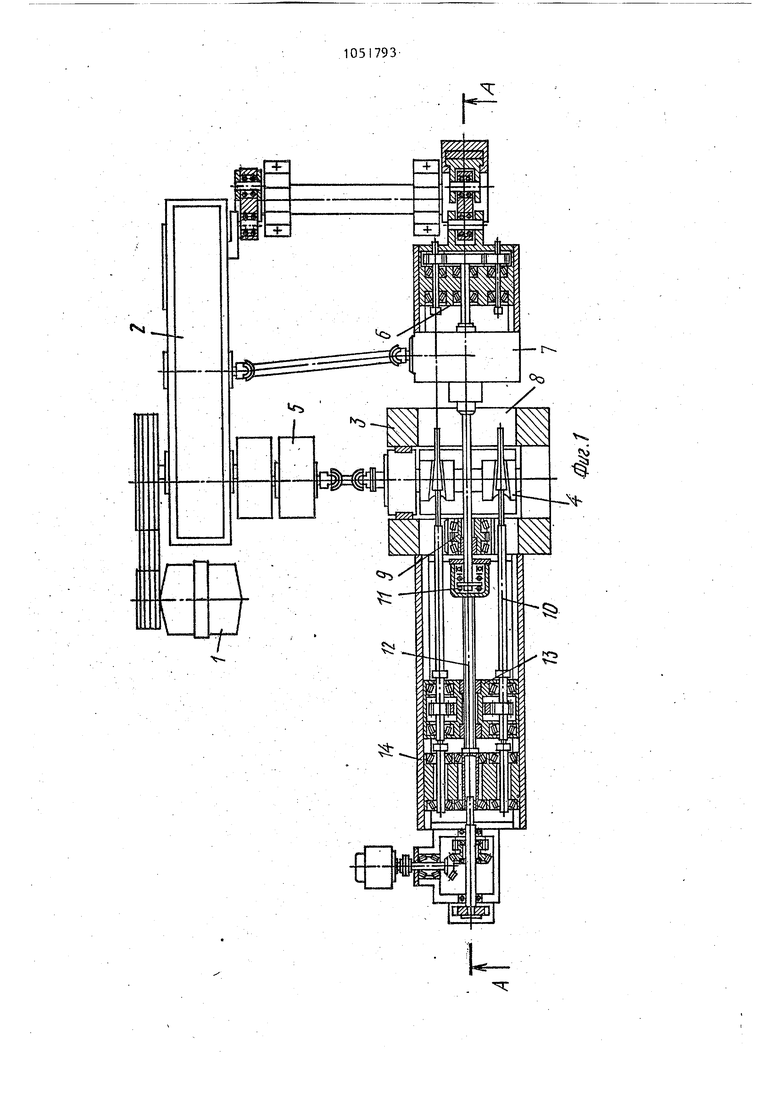
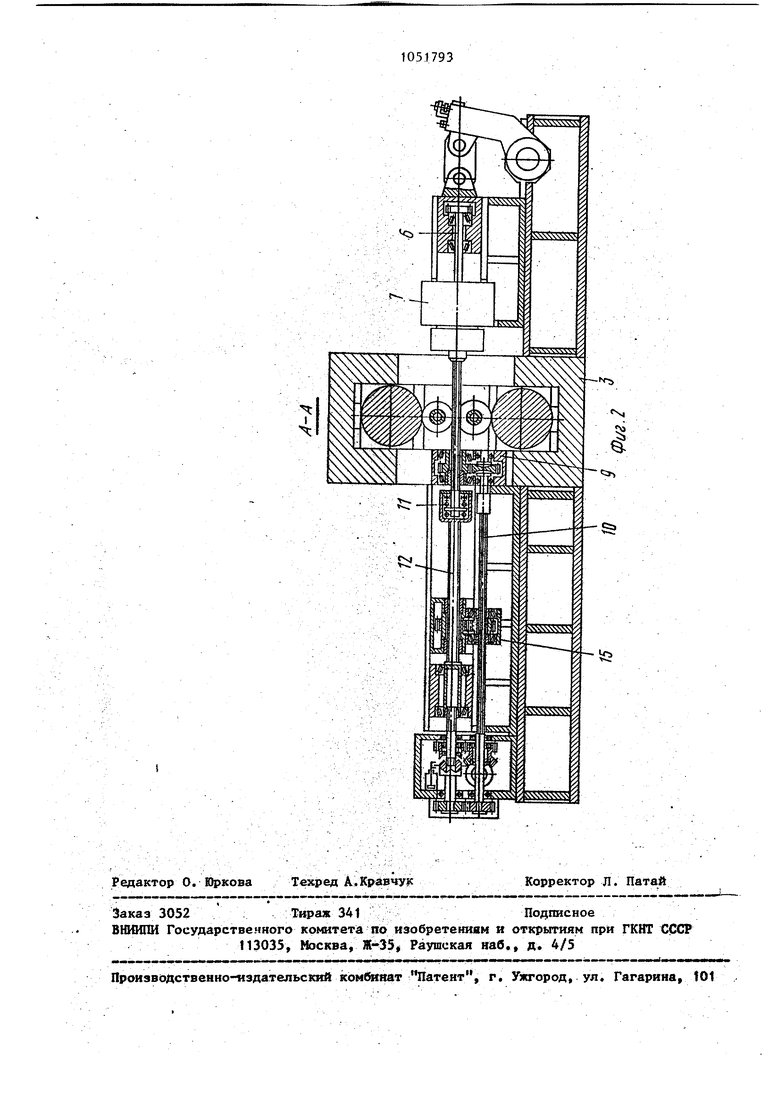
На фиг.1 показан стан пилигримовой прокатки труб, вид сверху; на -фиг.2 - разрез А-А на фиг.1.
Стан пилигримовой прокатки труб содержит главный привод 1, связанный с ним редуктор 2, стационарну ю рабочую клеть 3 с валками 4, привод их вращения 5, передний патрон б и уста нов}тенн1|1й между клетью и передним патроном преобразователь непрерывного вращения в прерывистое 7 его вал 8, установленный с возможностью осе- вого перемещения, связанные с валом , через зубчатую передачу 9 вал поворота 10 и подшипниковый шарнир 11, соосS но распопоасенный винт подачи 12, вэаг имодействуюпу$о с ним гайку 13, закрепленную в корпусе 14 патрона подачи 15.
Стан П11)1игримовой прокатки труб работает следующим образом.
Перед началом прокатки справочные стержни освобождаютот зажимных элементов, установленных в каретке патрона подачи 15.
С прйощью механизма загрузки трубные заготовки задают на оправки, подают и закрепляют в зажимных элементах патрона подачи. Одновременно оправочные стержни закрепляют в зажимных элементах каретки патрона подачи. После этого включают главный привод 1, приводя во вращение рабочие валки 4. Одновременно через редуктор 2, тяги и криВопип сообщают воозвратно-поступательное движение переднему патрону 6. От переднего патрона через вал 8 преобразователя непрерывного вращения в прерывистое подшипниковый шарнир 11 и винт подачи 12 передают возвратно-поступательное движение, патрону подачи 15 с заготовками и его каретке ,со стержнями и оправками. Это возвратно-поступа- тельное движение согласовано с вращением рабочих валков таким образом, что частота движений заготовок с оправками равна числу оборотов рабочих валков 4. При этом в процессе, деформкрования рабочими валками 4 заготовок на оправках линейная скорост Принудительного перемещения заготовок механизмом возвратно-поступа тельного движения и линейная скорость перемещения заготовок валками 4 существенно близки по величине. Эт в свою очередь позволяет создавать в деформированном объеме заготовок напряженное состояние металла, близкое к всестороннему сжатию, а следоватепьно, повысить степень их обжатия. При холостом ходе заготовок осуществляют их поворот вместе с оправками и подачу порций.заготовок в валки 4 путем смещения заготовок относительно оправок на величину m подачи о
Поворот заготовок с оправками осуществляют следуюшЗим образом.
Непрерывное равномерное вращение от редуктора 2 главного привода 1 через карданный вал передают преобра;зователю непрерывного вращения в пре.рывистое. При этом в процессе колосТОГО хода его вал 8 поворачивают на определенный угол, а при рабочем хоДе вал 8 не поворачивают. Этот периодический поворот вала передают перед.нему патрону 6 и его зажимным головкам, а через них - недокатанным трубным заготовкам.
Одновременно с этим в процессе холостого хода периодический поворот от вала В через зубчатую передачу 9 и вал поворота 10 передают патрону подачи 15с заготовкой. Таким обра0зом, в процессе всего холостого хода осуществляют синхронный поворот заготовок, закрепленных в патроне подачи 15 и недокатанных заготовок,
5 удерживаемых зажимными элементами переднего патрора 6
Подачу заготовок в рабочие валки 4 также производят за весь период холостого хода и осуществляют следу0ющим образом. Периодически поворачивая .вал поворота 10, через редуктор пйдачи осуществляют периодический поворот винтаподачи 12, который через га$1ки 13, закрепленные в корпу5се 14 патрона подачи 15, смещает его а вместе с ним и заготовки относительно оправок на требуемую величину m подачи. Величина m подачи устанавливается подбором сменных шестерен редуктора подачи. Ускоренное переме0щение патрона подачи 15 при перезарядке осуществляют от дополнительного электродвигателя.
В предложенной конструкции стана пилигримовой прокатки труб значитель5но сокращено число зубчатых зацеплений в кинематической цепи поворота и подачи. В стане непосредственно в подаче заготовки от .преобразователя непрерьгоногр вращения в прерывис0тое участвуют только две пары шестерен, которые при этом участвуют и в повороте, что делает механизм подачи стана, являющийся одним из высоконагруженных, надежным в работе и позво5ляет увеличить быстроходность стана, а следовательно, и повысить его производительность.
Поворот трубных заготовок осуществляют ,через вал поворота, а не через
0 граненые оправочные стержни, что предотвращает их скручивание и позволяет использовать круглые стержни более дешевые и удобные (с точки зрения их правки и изготовления) .
5
Экономический эффект от внедрения предложенного стана по сравнению с базовым станом 2ХПТС8-40 составит 399537 руб. в год.
ts,
u
| название | год | авторы | номер документа |
|---|---|---|---|
| Стан пилигримовой прокатки труб | 1977 |
|
SU740319A1 |
| Стан пилигримовой прокатки | 1980 |
|
SU969341A1 |
| Стан пилигримовой прокатки труб | 1987 |
|
SU1405923A1 |
| Стан для пилигримовой прокатки труб | 1979 |
|
SU825213A1 |
| Стан холодной пилигримовой прокатки труб | 1987 |
|
SU1491594A1 |
| Стан холодной прокатки труб | 1978 |
|
SU747542A1 |
| Устройство для перемещения оправочного стержня | 1980 |
|
SU863028A1 |
| Стан холодной пилигримовой прокатки труб | 1988 |
|
SU1547893A1 |
| Стан пилигримовой прокатки | 1984 |
|
SU1256825A1 |
| Передний стол стана холодной прокатки труб | 1978 |
|
SU759155A1 |
СТАН ПИЛИГРИМОВОЙ ПРОКАТКИ , ТРУБ, содержащий главный привод, стационарную рабочую клеть с валками, привод их вращения, преобразователь непрерьгеного вращения в прерывистое, его вал, установленный с возможностью осевого перемещения,, связанньй с ним через зубчатую передачу вал поворота, патрон подачи, его привод перемещения имеющий гайку в корпусе патрона и винт подачи, и передний патрон, о тл и ч а ю щ и и с я. тем, что, с целью увеличения производитвль:Ности -стана за счет повышения быстроходности, преобразователь непрерывного вращения-в прерывистое установлен меязду передним патроном и клетью и его вал расположен соосно винту пода.чи и соединен с ним подшипниковым С щарниром.
| Способ устранения деформации трапецие-пястного сустава | 2018 |
|
RU2680931C1 |
| Деревянная повозка с кузовом, устанавливаемым на упругих дрожинах | 1920 |
|
SU248A1 |
| Стан пилигримовой прокатки труб | 1977 |
|
SU740319A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
