(54) СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ
сослямения наиболее близким по технической сущности является способ, при котором наклон етыка достигается предварительной обработкой оплавляемых кромок заготовок с выполнен нем па них дополпптельпых скосов 2.
Нелостаток этого способа за.ключается в паблкхчаклдсйся тендепцпи к умепьп1енп1О вел 1чиИ 1 паклона стыка с увеличением припуска па оплазлепме и возможпой потере устой-пности торцов прн осадке. Кроме того, такая подготовка торцоз малоэффективна нри ограи-Ичеплой толпизпе полос, обычно перерабaтывac ыx в металлургическпх линиях. ДруГИЛ1 нсд.остатком илвестиого способа является потребность в дополНительНОЙ операции по обработке кромок, что спижает поонззодительность работы металлургического агрегата.
Целью изобретения является упрон1еиио технологии получения сварных соединений с плоскостью стыка, ра;Сположениой под некоторым углом к оси деталей.
Это лостп1-ается тем, ч1о при установке верхнюю губку одной пары зажимов емеп1ают от CTijiKa отпОС1ггелы1о нижней губки па велгипшу прямо пронорциопальную углу паКлоча плоскости соелииеи.ия, а ппжиюю губ«у BTOpoii пары заж.имов еменхают от ст1мка относптельн.о верхней 1убки этой нары па ту же велпч1 У.
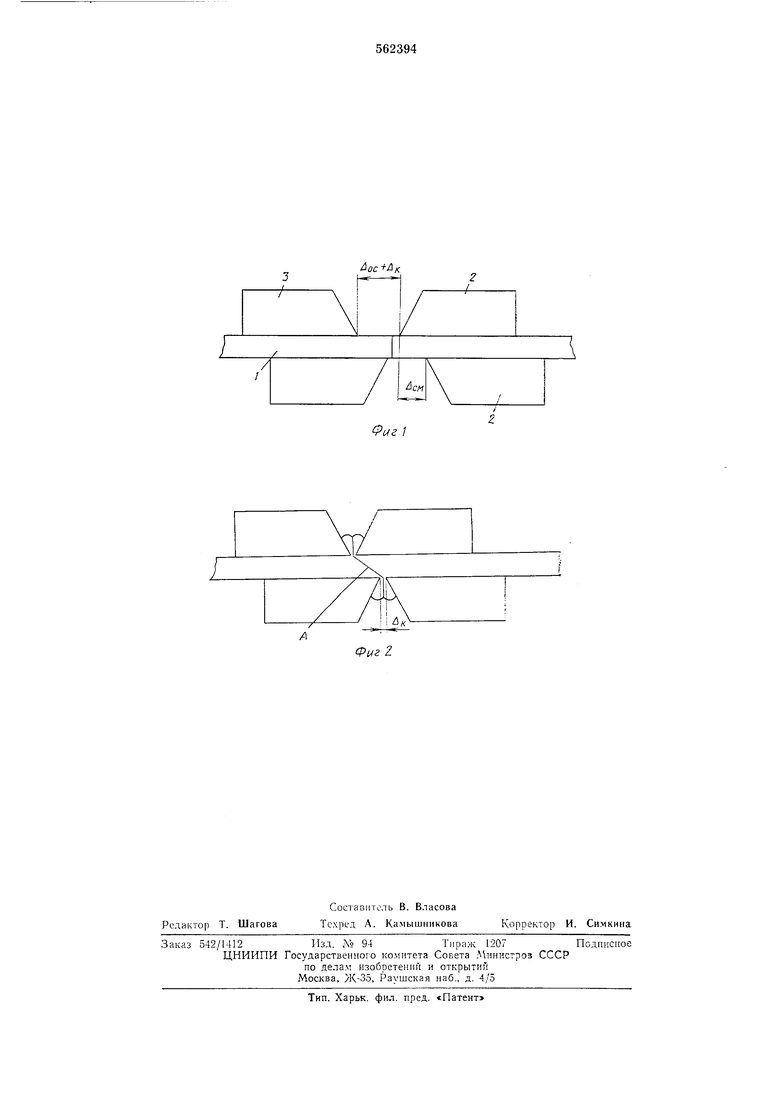
На фп1-. 1 изображепы сва риваемые полосы, зажатые li губках машины перед началом осадки; на фиг 2 показало положение губок подвпжпого зажима в копце осадки и подрезанный rjiaT.
Свариваемые полосы / зажаты в губках подпижного 2 и неподвижного 3 зажимов. Передпяя формируюиая грат кромка ве)хнеч губки подвижного зажима cMenieiia в п.лане вперед, а пеподВИжпого зажима - назад по напразлеиню осадки на о.чипаковую величиИу. Прн таком положепиП губок их перем щеиие в стадии осадки создает разные условия .для н,тастПЧеского течения металла из сть1ка .на верхней и нижней новерхностях полос, в связи с чем плоскость контакта (лиitHH /1) искривляется и раенолагает.ся на,клонно к поверхностп полос. Ве.тнчнна сменхения
кромок губок Л„, выбирается в зависимости от полосы и из условия совместной пластической деформации торцов должна быт15 несколько меньше суммы величин осадки Д„(. и 1 онечпого расстояния A,,-Практика показь вает, что паклоиное расположение етыка эффективно повышает пластичность соединен 1Й при углах паклона около 50-75° по отношению к поверхности полосы. При холодной прокатке таких соединений с увеличением величины обжатий иаклои п.юскости контакта существенно возрастает, а стыки раскатываются па длине в 4-5 раз превыц аюн1ей полосы.
Прокатка полос из ряда промышленных сплавов алюмнния со сварными соедипеииями, выполненными нредлагаемым способом, подтверждает целесообразность ее нримепе|1ия при сварке полос с целью их металлургической переработки. Опыт черной металл фгии свидетельетвхет, что повышение проходимости через стаи сварных соединений при холодной прокатке только на 1% дает
годоз чо экономшо около 100000 руб.
Ф о р мула и 3 о б р е т е п и я
Способ контактной стыковой сварки, нри котором производят установку соединяемых дета.чей в зажимных губках манлшы, их на1рев и осадку, о т л и ч а ю иги и с я тем, что, с де.ило уч1,рошения технологии иолучеиия сварных соединений с плоскостью етыка. расположенной под некоторым углом к оси леталей, при установке верхнюю губку одной пары зажпмов емепипот от етыка отнооггельло 1ижней губки на величину, прямо пропорциональную углу наклона стыка, а нижнюю губку 1 то1юй пары заЖ|Имов смешают от стыка относительпо верхней губки этой itapbi па ту же величину.
Петочни:ки информации, принятые во внимание при экспертизе:
1.А:зторское св11.тетельетво СССР ЛЬ 147700, кл. В 23 К 1102, 19G1.
2.Патент Яиоиии f 48.39355, кл. В 23 К 11 02, 1973.
3...вторекое свитетельство СССР ДЬ 260759, кл. В 23 К 11 04, 1968.
Лос

| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА ДЛЯ СТЫКОВОЙ СВАРКИ ПОЛОС ОПЛАВЛЕНИЕМ | 2008 |
|
RU2369471C1 |
| МАШИНА ДЛЯ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ И ПОСЛЕДУЮЩЕЙ ТЕРМООБРАБОТКИ ПОЛОС | 2009 |
|
RU2399467C1 |
| Способ стыковой сварки давлением | 1967 |
|
SU245223A1 |
| МАШИНА ДЛЯ СТЫКОВОГО СОЕДИНЕНИЯ СТАЛЬНЫХ ПОЛОС, ВЫПОЛНЕННАЯ С ВОЗМОЖНОСТЬЮ ИНДУКЦИОННОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СВАРНЫХ ШВОВ СТЫКОВОГО СОЕДИНЕНИЯ | 2010 |
|
RU2554833C2 |
| СПОСОБ И УСТРОЙСТВО КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ПОЛОС В НЕПРЕРЫВНЫХ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТАХ | 2009 |
|
RU2391188C1 |
| Устройство для осуществления способа холодной сварки | 1981 |
|
SU1049218A2 |
| СПОСОБ И УСТРОЙСТВО КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ПОЛОС В НЕПРЕРЫВНЫХ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТАХ | 2009 |
|
RU2391189C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ РУЛОНИРОВАННЫХ ПОЛОС В НЕПРЕРЫВНЫХ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТАХ | 2008 |
|
RU2378092C1 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ ПОЛОС | 2008 |
|
RU2377106C1 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ПОЛОС И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2277463C2 |