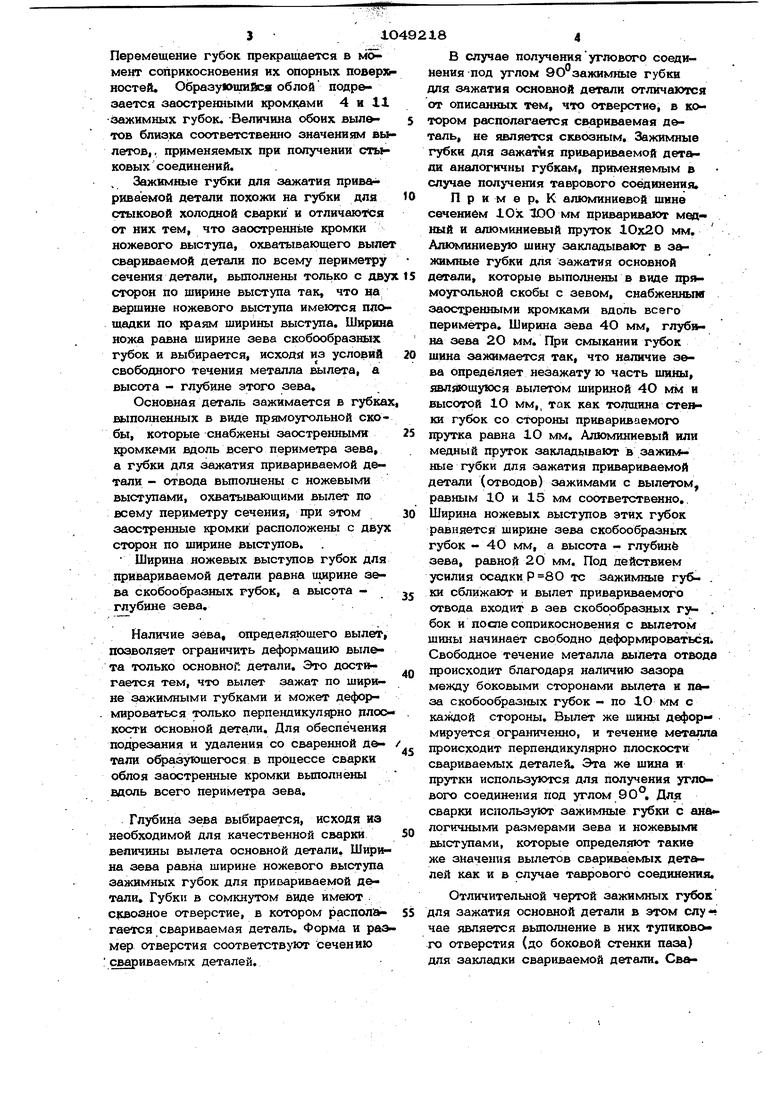
Изобретение относится к холодной сварке тавровых и угловых соединений плоских деталей из однородных и разнородных пластических металлоь и может быть использовано для соединения токоведуших деталей и элементов электромонтажнь1х конструкций. По основному авт. св. № 742О81 известно устройство для осуществления способа холодной сварки. При сварке обе детали (шины) зажимают с вылетом и осуществляют последующее деформирование маталпа вылетов в прснхессе осадки. При этом процесс сварки ведут при ограниченном течении металла обоих вылетов по их ширине, направляя его пендикулярно плоскости деталей за счет применения специального устройства, В состав устройства входят две пары за жимных губок. Зажимные губки одной napibi (для зажатия основной детали, к которой привариваются отводы) выполнены в виде прямоугольных скоб. Ножевые выступы этой пары губок располож ны только на тсфцовой поверхности зева а боковые стенки зева вьшолнены плоскими. Зажимные губки другой пары (для зажатия привариваемой детали) имеют ножевые выступы по ширине, равные ширине зева скобообразных губок, а по высоте - глубине зева Причем ножевые выступы этой пары губок охватывают вылет свариваемой детали только по толщине ij . К сварному соединению, всходя из условий эксплуатации (например, 1филожение значительных вибрационных нагрузок), могут предъявляться жесткие требования по методике проведения испы тания на изгиб. Так, при изгибе до параллельности стороны должен разрушаться. В испытанных таким образо образцах, начиная с угла 90, появляют ся надрывы (несвариваемые участки) по краям стыка, что является нвдопустимь1М, Наличие несвариваемых участков объясняется применением постоянного ограничения пластической деформации обоих вылетов по ширине с момента надала процесса осадки, Таким образом, устройство для реали зации способа холодной сварки не позволяет получать равнопрочное сварное со& динение по всей поверхности соприкоснов ния деталей. Целью изобретения является повышени качества сварного соединения. 1 18.2 Поставленная цель достигается тем, что в устройстве для осуществления способа холодной сварки в губах для.зажатия основной детали прямоугольных скоб, одной пары губок боковые поверхности зева вьшолнены заостренными, а губки другой пары выполнены охватывающими деталь по всему периметру детали, причем , боковые пов хности ножевого выс« тупа вьшолнены р площадкаьл, обеспечивающими свободное пластическое деформирование. На фиг. 1 показана основная деталь и зажимные губки для ее зажатия при получении таврового соединения, в аксонометрии; на фиг. 2 - привариваемая деталь и зажимные губки для ее зажатия при получении таврового соединения, в аксонометрии; на фиг. 3 - зажимные губки для зажатия привариваемой детали при получении таврового и углового соединений, вид сверху; на фиг. 4 то же, вид сбоку. Основная деталь 1 - ширина, к которой привариваются отводы, закладыва - ется в зажимные губки 2 и 3, Эти губки снабжены наклонными боковыми стен ками 4, вьп1олняющим11 роль ножей и выделлощими при смыкании губок нез жатую часть детали S, служащую вьг- летом, примерно равным толщине шины. / Привариваемая деталь (отвод) 6 закладьшается в зажимные губки 7 и 8 и зажимается с вылетом 9, примерно равным толщине детали. В случае полу чения углового соединения деталь 1 закладывается в губки 2 и 3 до сопр коснове ния с боковой стенкой зева. Под действием приложенного усилия осадки Р , выбираемого как и при стыковой холодной сварке, зажимные губки сближают ся. Вылет 9 детали 6 входит частично в зев зажимных губок 2 и 3 с зазором между боковыми стенками зева определяемым шириной ножевого выступа 10 зажимных губок 7 и 8. В момент сстрикосновения деталей начинается пластическая деформация обоих вылетов. Причем металл вьщета 9 деформируется свободно, а течение металла 5 ограничено и происходит nei пендикулярно плоскости деталей, В начальный период процесса металл выле та 5 деформируется только за счет д&формации металла вылета 9, При далЕ нейшем сближении губок площадки 1 (фиг,2) ножевого выступа 1О (фиг.4) также начинают деформировать вылет 5. 34.О Перемещение губок прекращается в момент соприкосновения их опорных поверзьностей. Образующийся обпой подр&зается заостренными кромками 4 и 11 зажимных губок. Величина обоих выл&тов близка соответственно значениям вы летов,. применяемых при получении стььковых соединений. Зажимные губки для зажатия привариваемой детали похожи на губки для стыковой холодной сварки и отличаются от них тем, что заостренные кромки ножевого выступа, охватывающего вылет свариваемой детали по всему периметру сечения детали, вьшолнены только с дву сторон по ширине выступа так, что на вершине ножевого выступа имеются площадки по краям ширины выступа. Ширина ножа равна ширине зева скобообразшлх губок и выбирается, исходи из условий свободного течения металла вылета, а высота - глубине этого зева. Основная деталь зажимается в губках выполненных в виде прямоугольной скобы, которые снабжены заостренными кромкеми вдоль всего периметра зева, а губки для зажатия привариваемой детали - отвода вьтолнены с ножевыми выступами, охватывающими вылет по всему периметру сечения, при этом заостренные кромки расположены с двух сторон по ширине выступов. Ширина ножевых выступов губок для привариваемой детали равна щирине зева скобообразных губок, а высота глубине зева. Наличие зёва, определяющего вылет, позволяет ограничить деформацию выл&та только основной детали. Это достигается тем, что вылет зажат по ширине зажимными губками и может дефор. мироваться только перпендикул15)но плоскости Основной детали. Для обеспечения подрезания и удаления со сваренной Детали обра/зующегося в процессе сварки облоя заостренные кромки вьшолнены вдоль всего периметра зева. Глубина зева выбирается, исходя из необходимой для качественной сварки величины вылета основной детали. Ширина зева равна ширине ножевого выступа зажимных губок для привариваемой детали. Губки в сомкнутом виде имеют с|своаное отверстие, в котором располагаеТся свариваемая деталь. Форма и раз мер отверстия соответствуют сечению . свариваемых деталей. 18 В случае полученияуглового соединения под углом 9О°зажимные губки для зажатия основной детали отличаются от описанных тем, что отверстие, в котором располагается свариваемая д&таль, не является сквозным. Зажимные губки для зажатия привариваемой аналогичны губкам, применяемым в случае получения таврового соединения. П р и м е р, К алюминиевой шине сечением 1Ох 1DO мм приваривают медный и алюминиевый пруток 10x20 мм. Алюминиевую щину закладывают в згн жимные губки для зажатия основной детали, которые выполнены в виде nps моугольной скобы с зевом, снабженный заостренными кромками вдоль всего периметра. Ширина зева 40 мм, глубина зева 2О мм. При смыкании губок шина зажимается так, что наличие зева определяет незажату ю часть шины, являющуюся вылетом шириной 4О мм и высотой 10 мм,, так как толщина стеки ки губок со стороны привариваемого прутка равна 10 мм. Алюминиевый или медный пруток закладывают в зажимные губки для зажатия привариваемой детали (отводов) зажимами с вылетом, равным 10 и 15 мм соответственно,. Ширина ножевых выступов этих губок равняется ширине зева скобообразных губок - 40 мм, а высота - глубине зева, равной 20 мм. Под действием усилия осадки тс зажимные губ- . Ки сближают и вылет привариваемого отвода входит в зев скобообразных гу бок и после соприкосновения с вылетом шины начинает свободно деформироваться Свободное течение металла вылета отвода 1ФОИСХОДИТ благодаря наличию зазора между боковыми сторонами вылета и скобообразных губок - по 1О мм с каждой стороны. Вылет же шины дефор мируется ограниченно, и течение металла происходит перпендикулярно плоскости свариваемых деталей. Эта же шина и прутки используются для получения углового соединения под углом 90°, Для сварки используют зажимные губки с ана логичными размерами зева и ножевыми выступами, которые определ5яот такие же значения вылетов свариваемых дет&лей как и в случае таврового соединения. Отличительной чертой зажимных губок для зажатия основной детали в этом случае является выполнение в них тупикового отверстия (до боковой стенки паза) для закладки свариваемой детали, Св&ренные образцы подвергают механическим яслытаниям. При испытании на изгиб до параллельности сторон стык не разрушается по всей длине} пря испытании на растяжение разрушение происходит по ocHOBHOKfy металлу.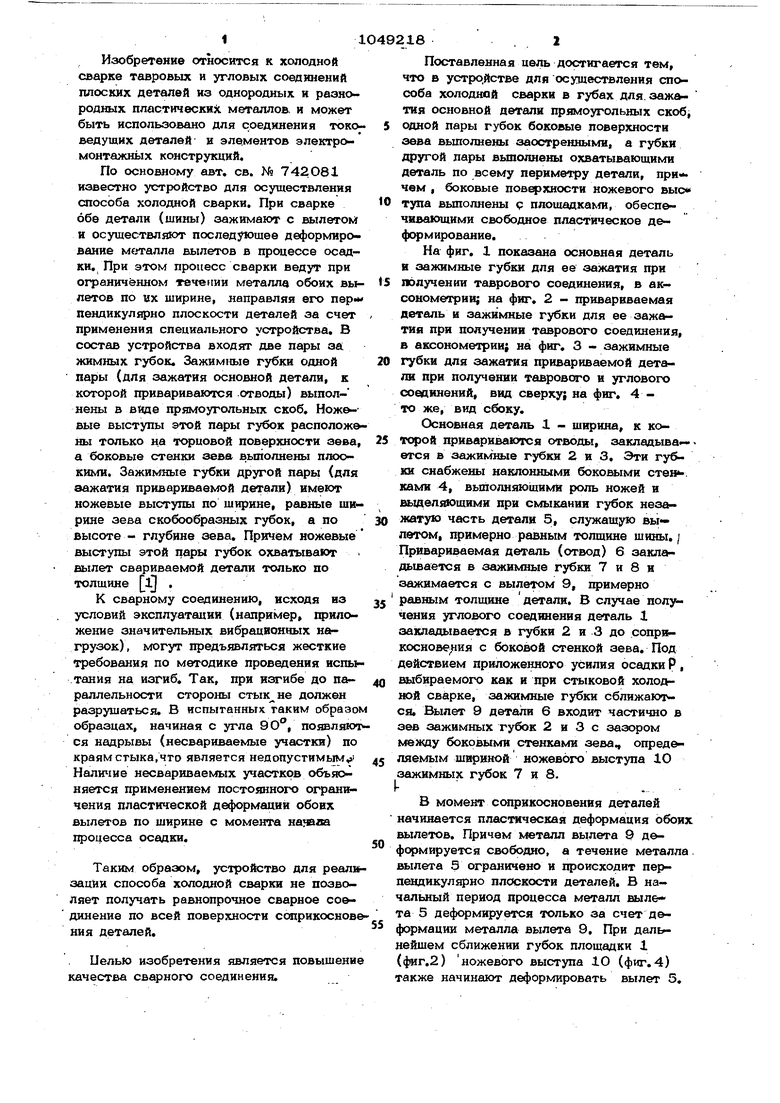
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ холодной сварки и устройство для его осуществления | 1977 |
|
SU742081A1 |
| Способ холодной сварки пластины со стержнем | 1986 |
|
SU1391835A1 |
| Устройство для холодной сварки тавровых соединений | 1981 |
|
SU994183A1 |
| Зажимное устройство для холодной сварки | 1986 |
|
SU1428552A1 |
| Способ контактной сварки | 1990 |
|
SU1812030A1 |
| Устройство для холодной сварки тавровых соединений | 1987 |
|
SU1459868A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 1991 |
|
RU2016723C1 |
| Поточная линия для безотходной заготовки мерных цилиндрических деталей | 1977 |
|
SU740436A1 |
| СПОСОБ ХОЛОДНОЙ СВАРКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2036062C1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 1970 |
|
SU263775A1 |
УСТРОЙСТВО ДЛЯ ОСУШЕСТВЛЕНИЯ СПОСОБА ХОЛОДНОЙ СВАРКИ, по ав. св. Ms 742081, отличающееся тем, что, с целью улучшения качества сварного соян динения. в прямоугольных скобах одной пары губок боковые поверхности зева . выполнены заостренными, а губк др го и пары выполнены охватывахлщмя деталь по всему периметру, причем бо ковые поверхности ножевого выступа яыполиены с площадками, обеспечивающв- ми свободное пластическое деформирование металла.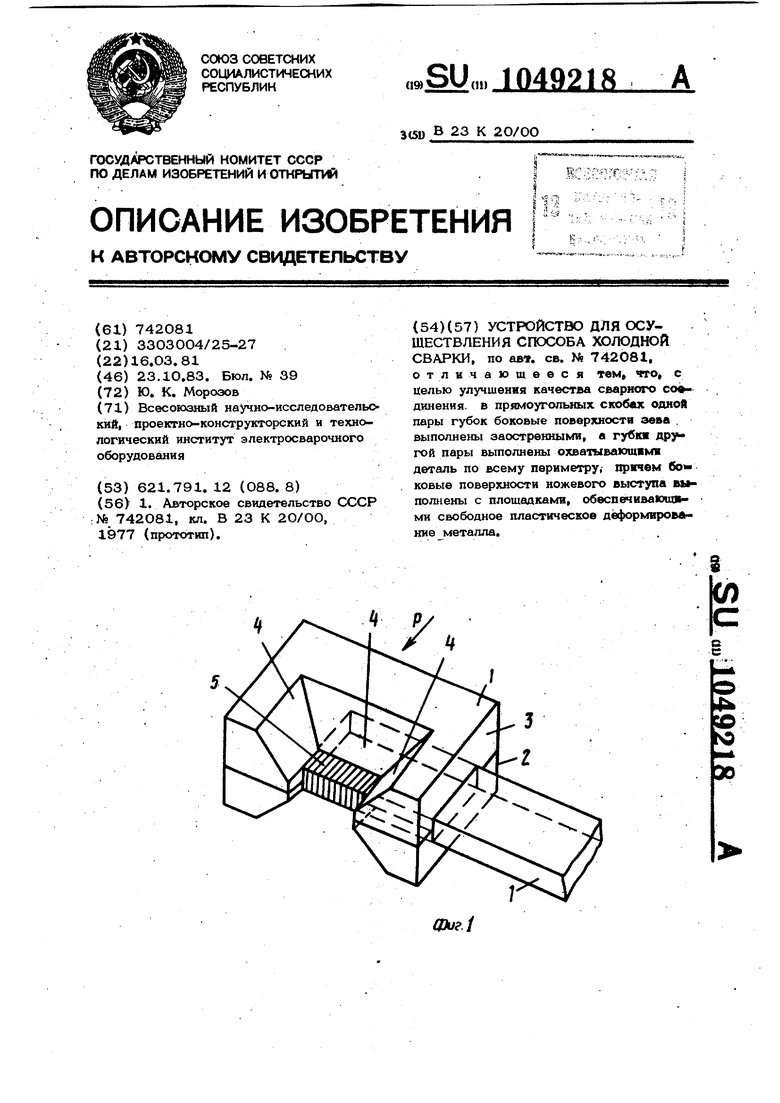
Фиг.2
Фиг.З
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| КОЛЕНЧАТЫЙ ВАЛ С ДИФФЕРЕНЦИАЛЬНОЙ ПЕРЕДАЧЕЙ | 1923 |
|
SU742A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
