1
I Изобретение относится к плазменно-дуговой обработке, преимущественно к способам резки, выполняемым при нестационарных режимных параметрах процесса резки, и может быть использовано в судостроении, :симическом и нефтяном машиностроении, а также в других отраслях народного хозяйства при выполнении разделительной резки металла ограниченной толщины.
Известен способ плазменно-дуговой резки, при котором перемещение дуги производят путем импульсного изменения скорости поступательной подачи. Такое импульсное изменение скорости перемещения дуги препятствует локализации анодного пятна на каком-то ограниченном участке, расположенном на лобовой кромке реза, что при резке малых толщин обеспечивает повышение качества кромок реза вследствие уменьшения количества грата, расположенного на нижних кромках реза D-1.
Однако данный способ не обеспечивает выполнения процесса резки с большими значениями частоты ,изменения скорости вследствие инерционнос.ти привода перемещения плазменной
дуги. Поэтому на боковых кромках реза имеют место заметные риски, снижающие качество плазменно-дугового реза.
Известен способ плазменно-дуговой обработки, при котором разрядный промежуток питают импульсным током. Возможность реешизации при данном способ-е частот изменения тока до
0 300 Гц обеспечивает отсутствие рисок на боковых кромках реза при весьма высоких скоростях перемещения плазменной дуги 2 .
5
Выполнение способа связано с необходимостью использования специгишных источников питания дуги. При этом процесс резки выполняют на постоянном (неизменном по величине)
0 расходе плазмообразуюшего газа. Если исходить при выборе расхода плазмообразующего газа из задачи предотвращения двойного дугообразования при горении дуги на токе им5пульса, то данный расход газа является завышенным для тока паузы. Если же производить расход газа исходя из величины тока паузы, то при этом неизбежно двойное дугообразование
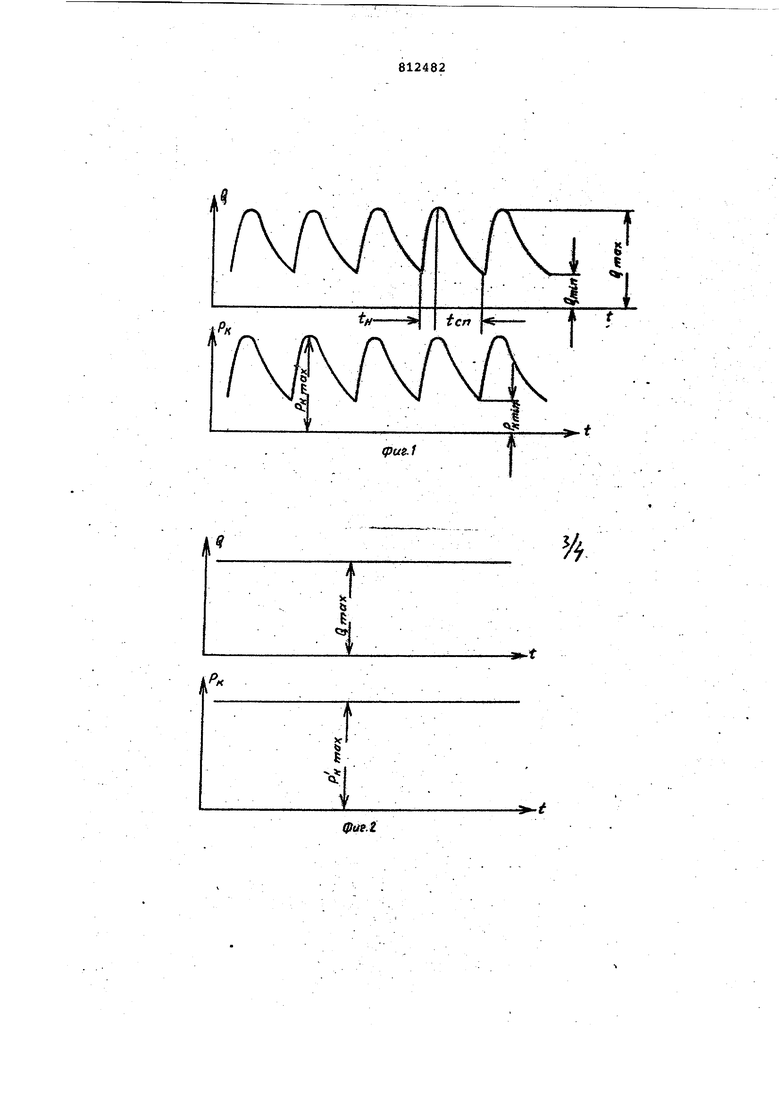
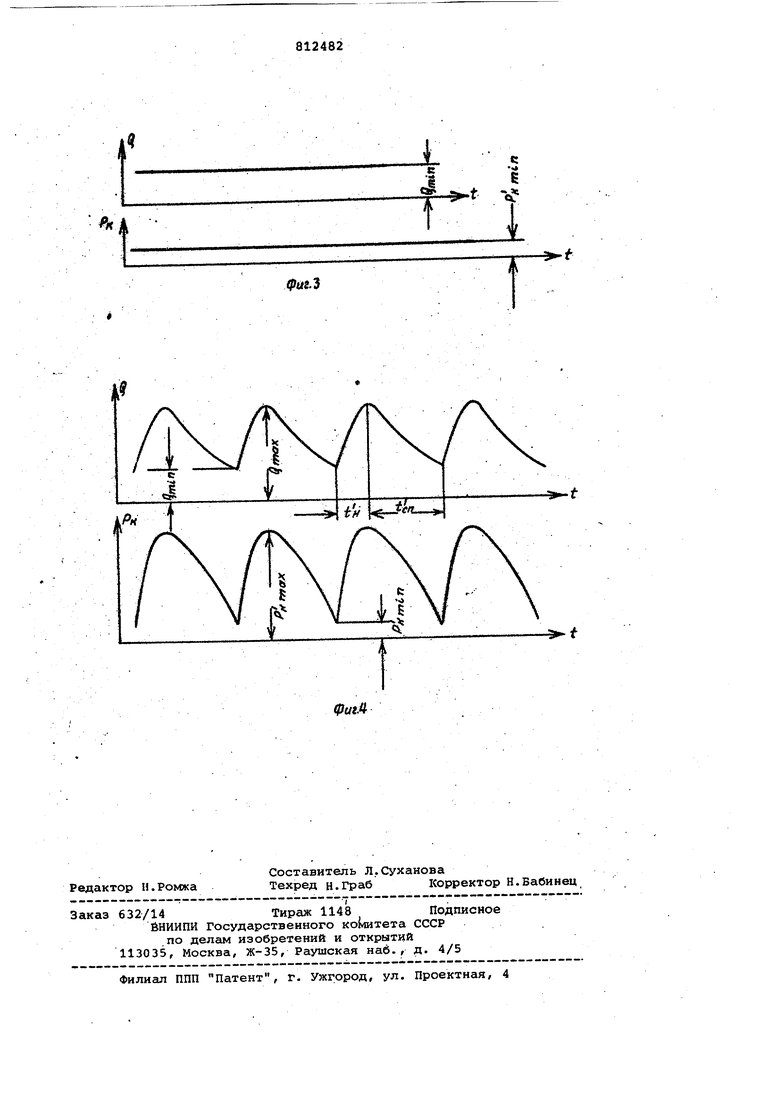
0 при горении дуги на токе импульса. Известен также способ плазменнодуговой обработки при котором расход плазмообразуилцего газа, подававмого в камеру формирования дуги, изменяют по периодическому закону и регулируют Время нарастания и спада расхода газа. При этом реализация нестационарных режимов может быть обеспечена за счет введения в состав данных установок так называемых прерывателей, обеспечивающих преры вистую подачу плазмообразующего газа За счет такой подачи газа давление в камере формирования дуги изменяется синхронно с изменением расхода плазмообразующего газа. При выполнении процесса на импульсном токе уста навливают ток паузы соответствукицим по времени шснимальному расходу плаз мообразующего газа, а Соответственно ток в импульсе - при.максимальном расходе газа. Данное обстоятельство повьпиает эффективность выполнения процесса резки на импульсном токе зЗ . Недостатком известного способа является то, что временные характеристики процесса, т.е. время нарастания и спада давления в камере формирования дуги, устанавливают произвольно. Условия работы дугового плазмотрона характеризуются временем теплонасыщения, которое представляет время установления в камере квазиста ционарного состояния. Данный период представляет то время, в течение которого завершается теплообмен плазмообразующего газа с внутренней полостью камеры. При этом следует ожидать, что давление в камере дугового плазмотрона будет характеризоваться иным численным значением по сравнению со значением, получаемлм при произвольно установленной частоте изменения расхода плазмообразующего газа, поэтому пройзвода1тельность обработки при произвольно установленной частоте изменения расхода плазмообразующего газа Не обеспечивает оптимальные технико-экономические показатели процесса. Цель изобретения - повышение прю изводиТельности процесса. Поставленная цель достигается тем, что время нарастания расхода плазмообразующего газа устанавливаю в зависимости от величины давления в камере формирования дуги, которое измеряют при постоянном расходе/ а время спада - в зависимости от величины давления, которое измеряют при постоянном расходе газа, соотве ствующем максимальной величине расхода . На фиг. 1 изображены графики, характеризующие изменение во времен расхода гшазмообразукяцего .газа и да ления в камере дугового плазмотрона при произвольно выбранной частоте нения расхода плазмообразующего ; на фиг. 2 - графики, характеющие расход плазмообразукицего и давление в камере дугового мотрона при выполнении процесса и на постоянном по величине оде плазмообразукедеро газа, ом по величине его максимальному ению при пульсирующей подаче гана фиг. 3 - то же, при постоянпо.величине расходе плазмообраего газа, равному по величине минимальному значению при пульиздей подаче газа; на фиг. 4 ики, характеризующие изменение ремени расхода плазмообразующеаза и давления в камере формироя дуги при частоте изменения ода, выбранной исходя из условий ижения, при пульсирующей Подаче , дав71ёний, соответствугацих истационарному состоянию. 1-4 обозначены: а фиг. расход плазмообразующего газа; минимальный расход плазмо образующего газа; . время, время нарастания давления (расхода) в известном способе;время спада давления (расхода) в известном способе; давление в камере плазмоfc трона / максимальное давление в и каилере плазмотрона в известном способе, минимальное давление в камере плазмотрона в известном способе; максимальное давление в камере плазмотрона в предлагаемом способе; минимальное давление в камере- плазмотрона в предлагаемом способе; время нарастания давления. и (расхода) в предлагаемом способе время спада давления (расхода) в предлагаемом способе;напряжение на дуге; напряжение, на дуге, соответствующее максимально1 1у расходу плазмообразующего газа, в предлагаемом способе;напряжение на дуге, соответствующее максимальному расходу плазмообразукяцего газа, в известном способе; напряжение на дуге, соответствукнцее минимгш.ьному расходу плазмообразующего. газа, в предлагаемом способе;2 - напряжение на дуге, соответствующее минимальному расходу плазмообразующего газа, в известном способе Способ осуществляют следующим образом. Вначале с произвольно установлен ной частотой изменения расхода плаэ мообразукяцего газа Q- при заданных параметрах системы газрпитания, определяемых давлением газа на редукторе, выполняют, плазменную резку в процессе которой с помощью датчика расхода фиксируют . Это изменение расхода газа во време ни t характеризуют временные характеристики процесса tn и Синхронно с изменением расхода плазмообразу кяцего газа происходит изменение давления в камере формирования плазменной дуги - Pj , фиксируемое датчиком давления. Увеличение расхода плазмообразующего газа обусловливает повышение давления и соответственно снижение расхода приводит к снижению давления. Таким образом,расходу плаз мообразующего газа Qtne. соответствуёт давление в камере расходу О. «-«wivf Зная соответствующие значения jlwan иЧтту п выключают работу пре рывателя подачи газа, устанавливают I вышеуказанные значения расхода газа с помощью ротаметра или датчика расхода и выполняют процесс резки при неизменных значения расхода, которым il- oсоответствует условие процессе выполнения процесса резки вновь фиксируют давление в камере Р . При этом расходу плазмообразующего гаЭа соответствует не давление Р,, а Р. причем плс1Х P|.mdX Это повышение давления в камере формирования плазменной дуги обуславливает так называемый автоподогрев плазмообразующего газа вследствие теплообмена этого газа с внутренней полостью камеры, которая, в свою очередь, испытывает нагрев за счет излучения дуги. Так как процесс теплообмена инерционен во времени, то его эффективность определяют не мгновенные значения температуры в столбе дуги, а средние (интегральные) значения. Поэтому при выполнении процесса резки на неизменном по величине расходе плазмообразующего газа, который составляет , температура столба дуги имеет больше значение, что и определяет более высокий нагрев внутренней полости камеры формирования дуги. Поэтому температура плазмообразующего газа в капере повышается на большую вели,Чину) в свою очередь такое повышение давления в камере означает увеличение скорости пристеночного потока газа, электрически и термически отшунтировывающего плазменную дугу в канале сопла дугового плазмотрона. Это увеличение скорости пристеночного потока газа означает более высокую степень сжатия столба дуги в канале сопла, которую характеризуют увеличение напряженности в столбе дуги, что приводит к повышению напряжения на дуге - U. В то же время выполнению процесса резки на (ПОСТОЯННОМ по величине.расходе плазмообразующег о газа Q «« соответствует давление которое имеет несколько меньшую величину по сравнению с давлением Если при выполнении резки с пульсиру1эщей под|ачей газа температура дуги, определяющая нагрев внутренней полости камеры, соответствует какому-то, среднему значению, лежащему между температурами дуги при ,- и то при квазистационарном состоянии эти значения давлений характеризуют степень сжатия столба дуги и ее температуру. Таким образом Ркппе« ктс а А так как при, данной скорости перемещения плазмотрона численное значение давления в камере формирования дуги определяет напряжение на дуге, то напряжение на дуге 1 будет всегда выше напряжения 1, а напряжение 2 будет всегда меньше напряжения 2. Аналогичная картина имеет место и при сравнении изменения напряжения на дуге диа , т.е при предлагаемом способе эта разница в соответствующих значениях напряжения всегда имее большую величину п6 сравнению с известным способом. Поэтому разница между амплитудными значениями давлений & Р Р(,оо(- Рк«пЛп всегда имеет меньшую величину по сравнению с л Р РКГХЛОЩ- Ркт-inЭта большая разница между амплитудными значениями давлений в камере формирования дуги при постоянстве амплитудных значений расхода газа и определяет повышение производительности обработки при предлагаемом способе. Более эффективное динаг-шческое воздействие дуги на ванну расплавленного металла в полости реза обуславливает, существование ванны расплавленного металла в полости реза меньшее время, что повышает эффективность ввода тепла в обрабатываемое изделие. Поэтому зная соответствующие значения давлений Pfcrnav; Pi-w-in вновь устанавливают, прерывистую подачу плазмообразующего газа, однако при этом скорость арастания давления в камере станавливают таковой, чтобы за врея t, давление в. камере., достигло начения Для определения соответствующего начения Гц производят открывание
прерывателя подачи газа с различной скоростью и фиксируют при этом изменение по времени лавпення в каморе, данные операции повторяют д;ля различных скоростей открывания прерыва теля, т.е. за время t. нрниим-чот то время, 3ja которое давло.то и камере достигает зиаченил Pt-t,, и при дальнейшем его попшаонии
-.-0
Соответственно время сп.чда давления (время прекращения подачи газа) определяют следующим образом.
Вначале устанавливают в камере кваэистационарное состояииг, соответствующее расходу газа Q , которому соответствует давлонио; в камере Pfcroax Затем дискретно прекращают подачу газа в камеру ллаг тютроиа и определяют время, в течение которого давление в камере ,падает до значения Рк. Данное время принимают за время tej.
Использование предлагаемого способа обеспечивает повышение производительности обработки на 25-30% по сравнению с известным способом.
Пример. Выполняют разделительную плазменно-дуговую с пульсирующей подачей газа. Изменение расхода плазмообразующего газа по периодическому закону производят с помощью механического прерывателя подачи газа. Резку выполняют в среде технического азота, а для питания режущей дуги используют установку ОПР-б. в качестве обрабатываемого материала используют коррозионностойкую сталь марки 12 X 18Н10Т толщиной 10 мм. Вначале при йеличине тока режущей дуги, равного 180 А, и частоте изменения расхода плазмообразующего газа б 1/с фиксируют соответствующие амплитудные значения давлений в качестве формирования дуги. Определение соответствующих значений давления производится датчиком давления, который связан с камерой формирования дуги. При этом горение дуги с пульсирующей подачей газа при вм еуказанных режимных параметрах процесса соответствуют - Рцтох 1,6 кгс/см и РК fvvoiy 0,25 Krc/CM С помощью датчика расхода, установленного в цепи газоподводящего тракта, определяют амплитудные значения расхода плазмообразующего газ а,при
ЭТОМ Q trio ч 3,5 м/ч, а Q
УплП 0,75 .
Зная соответствующие значения расходов газа на токе 180 А и внутренне геометрии разрядного промежутка, соответствующей выполнению процесса резки с пульсирующей подачей, газа,
возбуждают плазменную дугу, при этом расход плазмообразующего газа поддерживают строго посто«ннь1М, т.е. обеспечивают условие -д фиксируют при этом соответствующее значение давле ий в :камере, которые соответствуют; квазнстационг1 1ному состоянию.
Эти значения давлений составляют
Ркюах 1/9 кгс/см- и 0,25 кгс/см. Определение временных характеристик,.процесса, обеспечивающих поддержание при. пульсирующей подаче газа вышеуказанных-расходов газа, показывает, что это.му условию соотззетствуют Гц 0,15 с и ;tcn Р частоте изменения V-асхода б 1/с временные характеристики процесса составляют t 0,03 tc,, - 0,09 с.
Со11О(.;тавде.ние двух приведенных хрупп режимовf погсазывает, что при этом обеспечивается следующая производительность рез-ки - при предлагаемом способе максимглльное значение скорости 1500 , а при известном 1200 мм/мин. Таким образом, предлагаемыми способ обеспечивает производительность обработки iia 25% выше по сравнению с известным способом.
Формула изобретения
Способ плазменно-дуговой обработки, преимУЕествен1 о резки, при котором расход Ш1азмообразу1С1 1его газа, подаваемого в камеру формирования дуги изменяют по периодическому закону и регулируют время арастания и спада расхода газа, отличающийся тем, что, с целые повышения производительности процесса . время нарастания расхода плазмообразующего газа устанавливают в зависимости от-величины давления в камере формироварнш дуги, которое измеряют при -постоянном расходе плазмообразующего газа, соответствую-. дем минимальной величине расхода, а время СП-ада - в зависимости от величины давления, которое измеряют при постоянном расходе газа, соответствующем максимальной величине расхода.
Источн-ики .информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР №520215, кл. В 23 К 31/10, 21.10.74
2.Авторское свидетельство СССР №508365, кл. В 23 К 31/10, 02.10.74
3.Авторское свидетельство СССР по заявке #2646317, кл. В 23 К 9/16 10.07.78.
I
(pui.1
| название | год | авторы | номер документа |
|---|---|---|---|
| Горелка для плазменно-дуговойРЕзКи | 1979 |
|
SU814628A2 |
| Устройство для плазменно-дуговой резки | 1979 |
|
SU872127A1 |
| Устройство для плазменно-дуговой резки | 1979 |
|
SU854652A1 |
| Способ плазменно-дуговой резки | 1976 |
|
SU580070A1 |
| Способ плазменно-дуговой резки металлов | 1975 |
|
SU707711A1 |
| Установка для плазменно-дуговой резки | 1978 |
|
SU716746A1 |
| Способ плазменно-дуговой обработки | 1977 |
|
SU782973A1 |
| Способ плазменной обработки | 1977 |
|
SU737151A1 |
| Способ плазменно-дуговой резки | 1977 |
|
SU742086A1 |
| Способ плазменно-дуговой поверхностной резки | 1979 |
|
SU854651A1 |
J
.
f
t:
€
j
le
t
t
