1
Изобретение касается обработки металлов давлением.
Известен выталкиватель ползуна механи ческого пресса, содержащий балку с закрепленным на нем выталкивающим стержнем, взаимодействующую с упорами на станине 1.
Однако во время выталкивания изделия возникает удар балки по упорам, что приводит к преждевременному выходу из стооя этих детапей.
Известен также выталкиватель ползуна гидравлического пресса, содержащий смонтированную в окне ползуна балку с ввернутыми в нее толкателями, взаимодействующими со штоками закрепленных на станине гидравлических упоров, полости которых соединены трубопроводом с гидроаккумулятором 2.
Данное устройство, являясь наиболее близким по своей технической сущности к изобретению не позволяет осуществить плавный сброс детали на уровне зеркала щтампа, что приводит к повреждению деталей.
Целью изобретения является расширение технологических возможностей,
Зто достигается тем, что предлагаемый выталкиватель снабжен двухпозиционным распределителем, установленным на трубопроводе между гидроаккумулятором и гидравлическими упорами и взанмвдействующим с ним регулируемым кулаком, смонтированныл на ползуне.
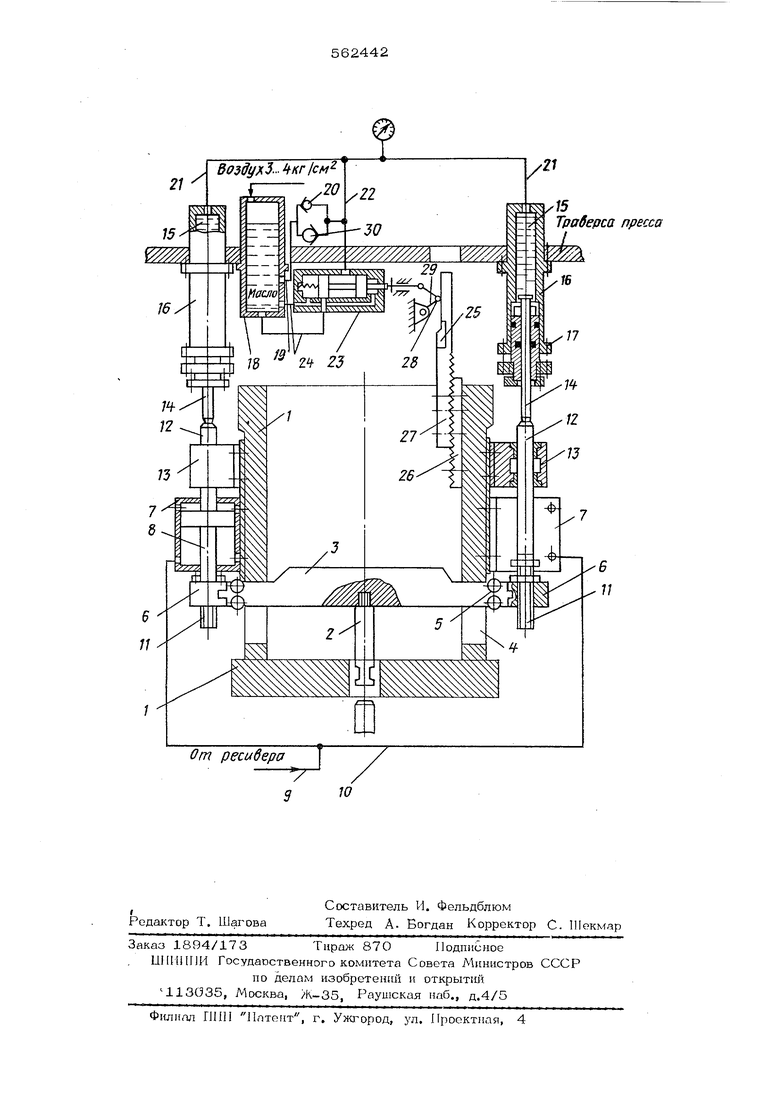
На чертеже изобран ен предпагаемый вы талкиватель.
Выталкиватель ползуна 1 механического пресса содержит выталкивающие штыри 2 и балки 3, помещенные в 4 ползуна 1. На банках 3 имеются направляющи ролики 5. Балки 3 скреплены двумя перекладинами 6 так, что в целом образуется траверса выталкивателя. В исходном верхнем положении торцы траверсы удерживаются с четырех пневмодилиндров 7 (по два пневмоцилиндра с передней и задней стороны); штоки 8 которых соединены с перекладинами 6. К пневмоцилиндрам 7, выполняющим роль пружин ,постоянаой жестксюти, воздух подается от ресивера по трубопроводам 9 и 10.
На переклсхдннах 6 установлены четыре регулировочных винта llj взаимодействующие со штоками 12, помещенные в направ ляющих 13. В контакте со штоками 12 нагходя1ч:я также плу;1жеры 14, размещенные в иолости 15 гидравлических цилиндров 16
Для направления плунжеров 14 служат буксы 17,
Рабочая жидкость постоянно подается под давлением в гидравлические цилиндры
16 из напцпнительно-сливного бака 18 по трубопроводам 19 через обратный клапан 20, трубопроводам 21 и 22. Из цилиндров 16 масло сливается в бак 18 по трубопроводам 21 и 22 через распределитель 23 и далее по трубопроводу 24.
Управление распределителем 23 осуществляется кулачком 25, установленным на регулируемых рейках 26 и 27, через нали1мной ролик 28 рычажного устройства 29. Для предохранения от перегрузки установлен клапан 30.
Выталкиватель работает следующим образом.
В исходном положении ползун 1 находится в нижней мертвой точке, балка 3 прижата к верхним плоскостям окон 4 ползуна 1, штоки 8 находятся в верхнем положении пневмощтиЕщров 7, плунлшры 14 находятся в нижнем положении, полости 15 гидроцилиндров 3 находятся под давлением рабочей жидкости, а сливная магистраль 24 перекрыта золотни1сом распределителя.
При ходе ползуна 1 вверх балка 3 штока 8 пневмоцилиндра 7, штоки 12 к плун- жеры 14 остаются неподвижными, так как. удерл иваются в исходном положении паев-модилиндрами 7 и давлением жидкости в полостях 15. Вместе с ползуном 1 движут ся вверх непосредственно пневмоцилиндры 7 и рейки 26 и 27 и кулачком 25. Во время подъема ползуна выталкиватели верхней половины штампа наталкиваются на выталкивающие штыри 2, а при дальнейшем ходе ползуна вверх отштампованная детальснимается с верхней половины штампа. Высота съема детали обеспечивается регулировкой кулачка 25. После выталкивания детали кулачок 25 набегает на ролик 28 и через рычажное устройство 29 .воздействует на золотник распределителя 23, перемещая его в крайнее левое положение.
при ЭТОМ полости 15 сообщаются с баком 18 по трубопроводам 21, 22 и 24. Дальцейший ход ползуна до верхней мертвой точки сопровождается вытеснением масла из полостей 15.
В процессе выталкивания в полостях 15 развивается давление, прямо пропорциональное .величине усилия выталкивания. Для возможной перегрузки в выталкивателе выполнен быстродействующий предохранительный клапан 30, с помоглью которого жидкость переливается в бак 18.
При движении ползуна 1 от нижней мертвой точки вместе с ним движутся с одинаковой скоростью кулачок 25 с рейками 26 и 27, Плунжеры 14 со штоками 12 движутся за счет избыточного давления мала в полости 15, поступающего из бака 18. Момент удаления скоса кулачка 25 от ролика 28 рычажного устройства 29 соответствует началу перекрытия затотником слива масла из полостей 15 в бак 18, в то время как масло из бака 18 в полость 15 поступает до прихода ползуна 1 в нижнюю мертвую точку. После этого цикл пов торяется.
ф
зобретения
о р м у л а
Выталкиватель ползуна механического пресса, содержащий смонтированную в окне ползуна балку с ввернутыми в нее толкателями, взаимодействующими со штоками закреплен1Л1Х на станине гидравлических упоров, полости которых соединены трубопроводом с гидроаккумулятором, а также пневматические цилиндры, штоки которых связаны с балкой, отличающийся тем, что, с целью расширения технологических возможностей, он снабжен двухпо зиционным распределителем, установленным на трубопроводе между гидроаккумулятором и гидравлическими упорами и взаимодействуюглим с ним регулируемым кулаком, смонтированным на ползуне.
Источники информации, принятые во внимание при экспертизе:
1о Щеглов В.Ф. и др.Кузнечно-прессованные машины, М;/Машиностроение, 1968, с. 282, рис. 190,
2„ Мэкельт 3. Prusseu-HaHd buck werkzeMg fiffschinen forbh ck. изд .К/езе. bihr urrd (-echt ФРГ, 1970, с. 1.47,
Траверса пресса
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕСС ГИДРАВЛИЧЕСКИЙ ВЫКРУТНОЙ | 1998 |
|
RU2153947C2 |
| ИМПУЛЬСНОЕ УСТРОЙСТВО для БРИКЕТИРОВАНИЯ | 1972 |
|
SU349459A1 |
| Выталкиватель | 1961 |
|
SU149750A1 |
| Система управления гидравлическим прессом | 1979 |
|
SU1068297A1 |
| Автоматизированный комплекс для листовой штамповки | 1979 |
|
SU774722A1 |
| КОМПЛЕКС ОБОРУДОВАНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ ДЕТАЛЕЙ, В ТОМ ЧИСЛЕ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ МЕТОДОМ ЛИТЬЯ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ | 1996 |
|
RU2093300C1 |
| Гидромеханический пресс | 1987 |
|
SU1433830A1 |
| Устройство для извлечения отливок из постоянных литейных форм | 1974 |
|
SU506467A1 |
| Листоштамповочный пресс | 1980 |
|
SU927564A1 |
| ПРЕСС ДЛЯ ТОЧНОЙ ШТАМПОВКИ | 1973 |
|
SU391771A1 |