(5Ю ЛИСТОШТАМПОВОЧНЫЙ ПРЕСС
| название | год | авторы | номер документа |
|---|---|---|---|
| Механический пресс для чистовой вырубки | 1980 |
|
SU899372A1 |
| Вибрационный пресс | 1978 |
|
SU795966A1 |
| ПРЕСС ГИДРОИМПУЛЬСНОГО ШАГОВОГО ДЕЙСТВИЯ | 1996 |
|
RU2093296C1 |
| Штамп для чистовой вырубки | 1986 |
|
SU1348035A1 |
| СИСТЕМА УПРАВЛЕНИЯ ПРЕССОМ ДЛЯ ЧИСТОВОЙ ВЫРУБКИ | 1979 |
|
SU825338A1 |
| Привод пресса для чистовойВыРубКи | 1979 |
|
SU812605A1 |
| Штамп для чистовой вырубки деталей из листовых заготовок | 1977 |
|
SU640790A1 |
| Гидромеханический пресс | 1987 |
|
SU1433830A1 |
| Штамп совмещенного действия | 1976 |
|
SU544550A1 |
| ПРЕСС ДЛЯ ЧИСТОВОЙ ВЫРУБКИ | 1973 |
|
SU406767A1 |
1
Изобретение относится к обработке давлением, в частности к прессам простого действия, и моисет быть использовано для осуществления чистовой вырубки листового материала.
Наиболее близким к изобретению по технической сущности и достигаемому эффекту является листоштамповочный пресс с приспособлением для осуществления чистовой вырубки, содержащим смонтированные соответственно на станине и ползуне пресса цилиндры арижима и противодавления с гидравлическими системами, включающими обратные клапаны 1}.
Недостаток известного листоштамповочнрго пресса состоит в том, что он не исключает возможности запрессовывания вырубленной детали в отход.
Цель изобретения - предотвращение запрессовывания вырубленной детали путем задержки ее выталкивания и исключение заклинивания пресса.
Для достижения цели листоштамповочный пресс с приспособлением для осуществления чистовой вырубки,содержащий смонтированные соответственно на станине и ползуне пресса цилиндры прижима и противодавления с гидравлическими системами, включающими обратные клапаны,снабжен установленным на станине регулируемым упором, а обратный клапан системы противо10давления вмонтирован в шток поршня соответствующего гидроцилиндра и выполнен взаимодействующим с уИором.
Кроме того, обратный клапан системы противодавления снабжен плунже15ром, жестко связанным с корпусом клапана и выступающим над взаимодействующим с упором торцом штока гидроцилиндра на величину хода клапана, а упор снабжен буфером с усилиМем, превышающим усилие выталкивания детали.
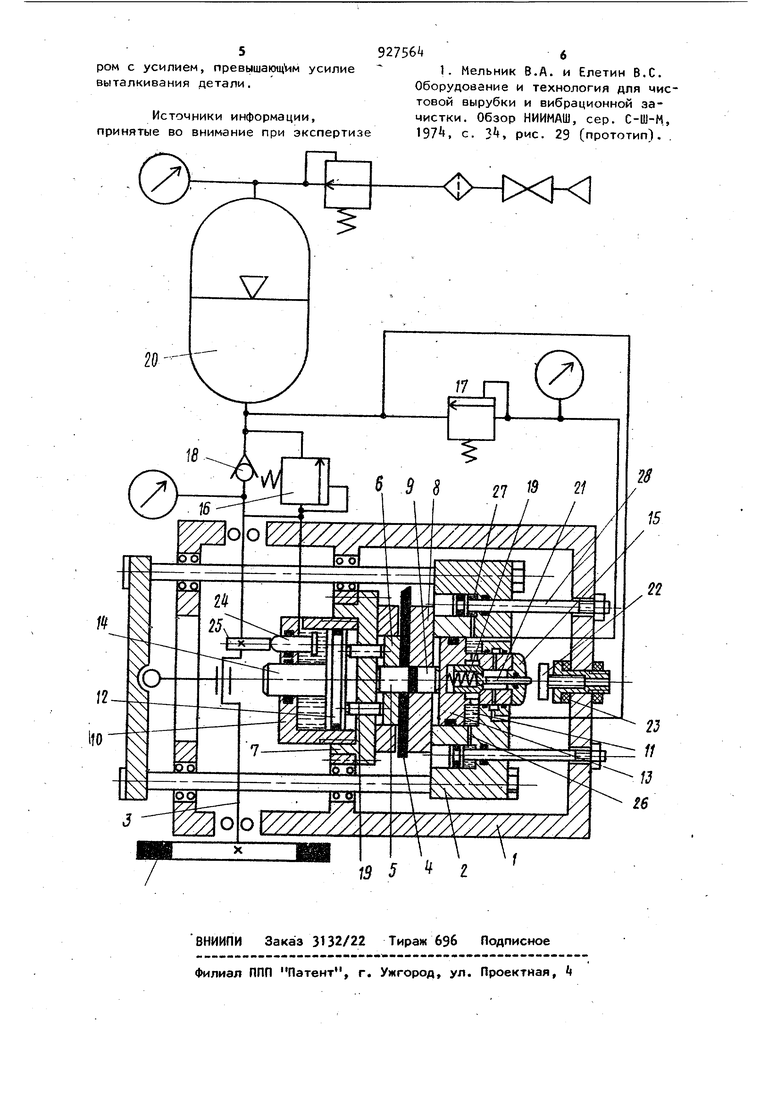
На чертеже показана схема пресса с приспособлением для чистовой выруб9ки и соответствующими гидросистемами питания. Предлагаемый пресс содержит станину 1, ползун 2 рамной конструкции с приводом от электродвигателя (не показан) через кривошипный вал 3. Приспособление для чистовой вырубки листового материала (полосы) i на прессе простого действия содержит пуансон 5 с прижимом 6, имеющем ребр треугольной формы, смонтированные на подштамповой плите 7, установленной на станине 1, и матрицу 8 с выталкивателем 9, связанные с ползуном 2 пресса. Приводы прижима б и выталкивателя 9 вь1полнены в виде силовых цилиндров 10 и 11 с поршнями 12 и 13 и штоками 14 и 15. Цилиндры 10 и 11 запитаны от гидросистем, включающих смонтированные непосредственно на каждом из гидроцилиндров в точке напорные клапаны 16 и 17, обратные клапаны 18 и 19 и бак-наполнитель 20, связанный с пневмосистемой. Обратный клапан 19 подпружинен и снабжен жестко закрепленным на нем плунжером 21, выступающим за торец штока 15 на величину хода клапан На станине 1 установлен регулируемый упор 22 с буфером 23, усилие которого превышает усилие выталкивания вырубленнЬй детали из полости матрицы 8, Для подкачки жидкости цилинд 10 снабжен плунжером 2k с приводом от кулачка 25 кривошипного вала 3, а рабочаяполость цилиндра 11 соеди нена каналами 26 с двумя гидроцилиндрами 27, имеющими ппунжеры 28, закрепленные в станине 1. Пресс работает следующим образом При включении пресса ползун 2 перемещается до соединения прижима 6 со штампуемым материалом k. При этом плунжера 2 и 28 подкачки создают необходимое давление соответственно в гидроцилиндрах 10 и 11, удаляя возможные пузырьки воздуха из рабочей жидкости через клапаны 16 и 17, регулирующие усилие прижима и противодавления. Клапан 19 при этом закрыт. После поворота кривошипного вала 3 на IBO ползун 3 перемещается в противоположном направлении. Под действием давления воздуха в баке 20 рабочая жидкость через o6pat ный клапан 18 поступает в гидроцилиндр 10, возвращая прижим в исходнее положение. В гидроцилиндр 11 4 рабочая жидкость поступает через управляемый обратный клапан 19,который открывается в конце перемещения ползуна, 2 в верхнюю мертвую точку за счет взаимодействия плунжера 21 с упором 22. При этом обеспечивается возврат поршня 13, выталкивателя 9 и плунжеров подкачки 28 в исходное положение с некоторой задержкой по отношению к движению прижима 6, предотвращая тем самым запрессовку вырубленной детали в отход. В случае недостаточности давления жидкости в цилиндре 11 возврат поршня 1 3 и выталкивателя 9 в исходное положение достигается механически при упоре торца поршня 15 в упор 22. Время задержки регулируют положением упора 22, в случае неточной установки которого сжимается буфер .23, что предотвращает пресс от заклинивания. Предлагаемый пресс надежнее в работе, чем известные прессы того же назначения. Использование этого пресса позволяет улучшить качество штампуемых деталей. Формула . изобретения 1. Листоштамповочный пресс с приспособлением для осуществления чистовой вырубки, содержащий смонтированные соответственно на станине и ползуне пресса цилиндры прижима и противодавления с гидравлическими системами, включающими обратные клапаны, отличающийся тем, что, с целью предотвращения запрессовывания вырубленной детали в отход путем задержки ее выталкивания, пресс снабжен установленным на станине регулируемым упором, а обратный клапан системы противодавления вмонтирован в шток поршня соответствующего гидроцилиндра и выполнен взаимодействующим с упором. , 2. Пресс поп.1,отличающ и и с я тем, что с целью исключения заклинивания пресса, обратный клапан системы противодавления снабжен плунжером, жестко связанным с корпусом клапана и выступающим над взаимодействующим с упором торцом штока гидроцилиндра на величину хода клапана, а упор снабжен буфером с усилием, превыша1р ц |м усилие выталкивания детали.
Источники информации, принятые во внимание при экспертизе
1МХК
