1
Изобретение касается приснособленнй для наладки круглых накладных кондукторов и может быть использовано на машиностроительных заводах.
Известны снецштангенинструменты, у которых к штанге прикреплен упор, содержаш,ий различную втулку, по которой перемещается сменный штифт для базирования в отверстие нлиты универсального кондуктора.
Однако в этих устройствах центр сменного штифта не совпадает с нулевым делением штанги, поэтому при разных отверстиях нлиты требуется вносить корректировку при пастройке.
Целью изобретения является повышение точности и производительности устройства.
Это достигается тем, что в неподвижной планке предлагаемого устройства выполнено отверстие для базирования налаживаемого круглого накладного кондуктора, ось которого при сонряжении нодвижной планки с неподвижной совпадает с нулевыми делениями шкал штанги и нониуса.
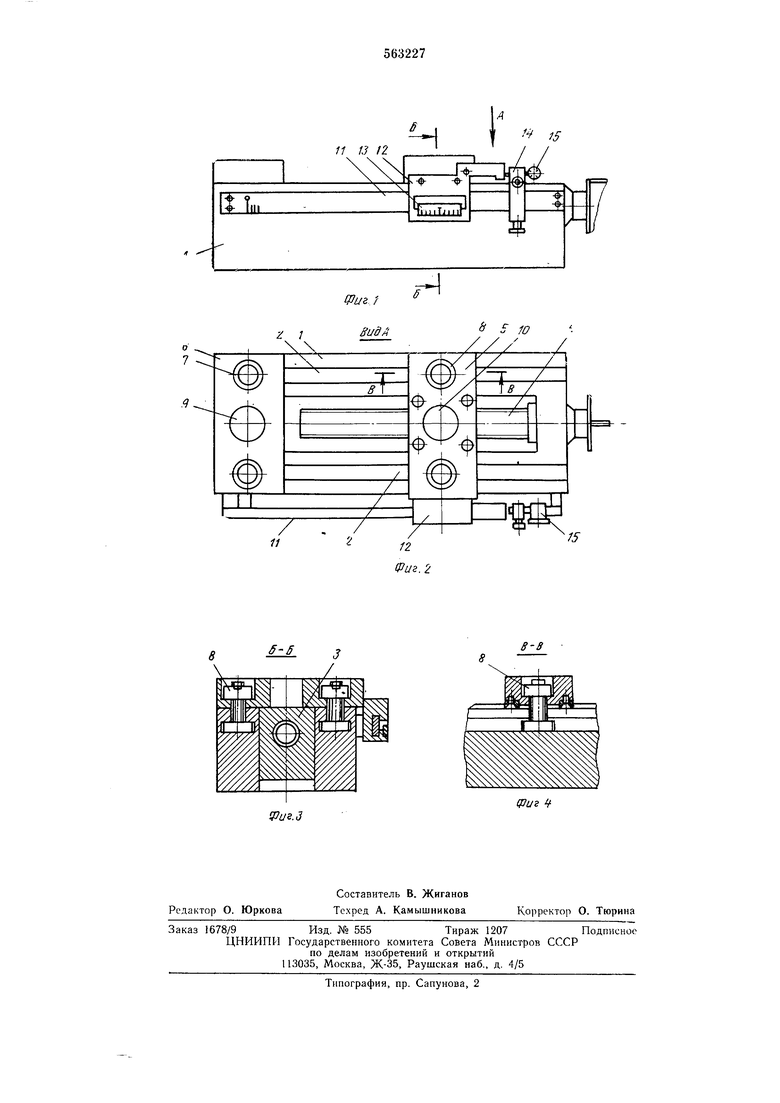
На фиг. 1 показано предлагаемое устройство, обпдий вид; на фиг. 2 - вид но стрелке А па фиг. 1; на фиг. 3 -- разрез по Б-Б на фиг. 1; на фиг. 4 - разрез по В-В на фиг. 2.
Устройство для наладки круглых накладных кондукторов содержит корнус 1, имеюш,ий ряд продольных пазов 2. В среднем пазу 2 расноложен подвижный ползун 3, который перемещается при помощи микровннта 4. Устройство содержит также две нланкн, из которых планка 5 жестко соединена с ползуном 3, а
нланка 6 - с корпусом 1. Планки крепятся болтами 7 и 8 и имеют центровые отверстия 9 и 10 высокого класса точности, служащие для базирования круглых накладных кондукторов. Для отсчета необходимого размера на корпусе 1 закреплена щтанга И с делениями, а на подвижной планке 5 крепится рамка 12 с ноннусом 13.
С целью точной установки подвижной нланкн 5 на штанге 11 установлен хомутик 14 с индикатором 15.
Пастройку устройства производят следующим образом.
Ползун 3 при помощи микровинта 4 перемещают вместе с планкой 5. Отсчет ведется
QT: нулевого деления по шкале штанги 11. Перемещение планки 5 осуществляют л.о тех пор, пока нулевое деление ноннуса 13 совпадает с заданным размером радиуса -по шкале штанги 11, после чего болты 8 подвижной планки
5 затягиваются.
При настройке на более точный размер заданного радиуса подвнжная планка 5 зажимается слегка болтами 8, после чего дается натяг головке индикатора 15 путем касания
упора рамки 12, зажимается хомутик 14, индикатор 15 настраивается на нулевое положение. Далее, вращая микровинт 4, перемещают подвижный ползун 3 и вместе с ним под&мжную планку 5, устанавливают заданный радиус по индикатору, после чего планка 5 зажимается жестко винтами 8.
Далее кондуктор, подлежащий наладке, устанавливают на корпус 1 таким образом, что центральное отверстие кондуктора совмещается с отверстием 9 подвижной планки 6, после чего это положение фиксируется пальцем, затем отверстие кондукторной втулки совмещают с отверстием 10 подвижной планки 5 и это положение фиксируется вторым пальцем, после чего втулка закрепляется болтами на кондукторе, затем палец из отверстия 10 планки 5 вынимается, кондуктор поворачивается вокруг пальца, вставленного в отверстие 9 планки 6, и таким образом настраиваются все втулки кондуктора.
Формула изобретения
Устройство для наладки круглых накладных кондукторов, содержащее подвижную по направляющим корпуса планку с нониусом, упором и центровым отверстием и закрепленные
на корпусе планку и штангу со шкалой, отличающееся тем, что, с целью повыщения точности и производительности, в неподвижной планке выполнено отверстие для базирования кондуктора, ось которого при сопряжеНИИ подвижной планки с неподвижной совпадает с нулевыми делениями щкал штанги и нониуса.
11 13 12
Ч
15

| название | год | авторы | номер документа |
|---|---|---|---|
| Кондуктор | 1989 |
|
SU1743725A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ ДЕТАЛЕЙ | 1998 |
|
RU2187068C2 |
| Накладной кондуктор | 1986 |
|
SU1355372A1 |
| Устройство для контроля расположения полюсов в отверстиях станин электрических машин | 1988 |
|
SU1608415A1 |
| НАКЛАДНОЙ ПЕРЕНАЛАЖИВАЕМЫЙ КОНДУКТОР | 1972 |
|
SU340486A1 |
| Устройство для измерения длины | 1989 |
|
SU1746207A1 |
| Штангенрейсмус | 1983 |
|
SU1132144A1 |
| Устройство для разметки отверстий | 1979 |
|
SU810475A1 |
| Устройство для автоматической смены инструмента | 1983 |
|
SU1135593A1 |
| В. Д. ТОЛСТОЕ и А. Н. ВолгинСредневолжский станкостроительный завод | 1969 |
|
SU253617A1 |
Vuz f
И
Ь S
S-S
(Риг.З
В-8
(Риг
