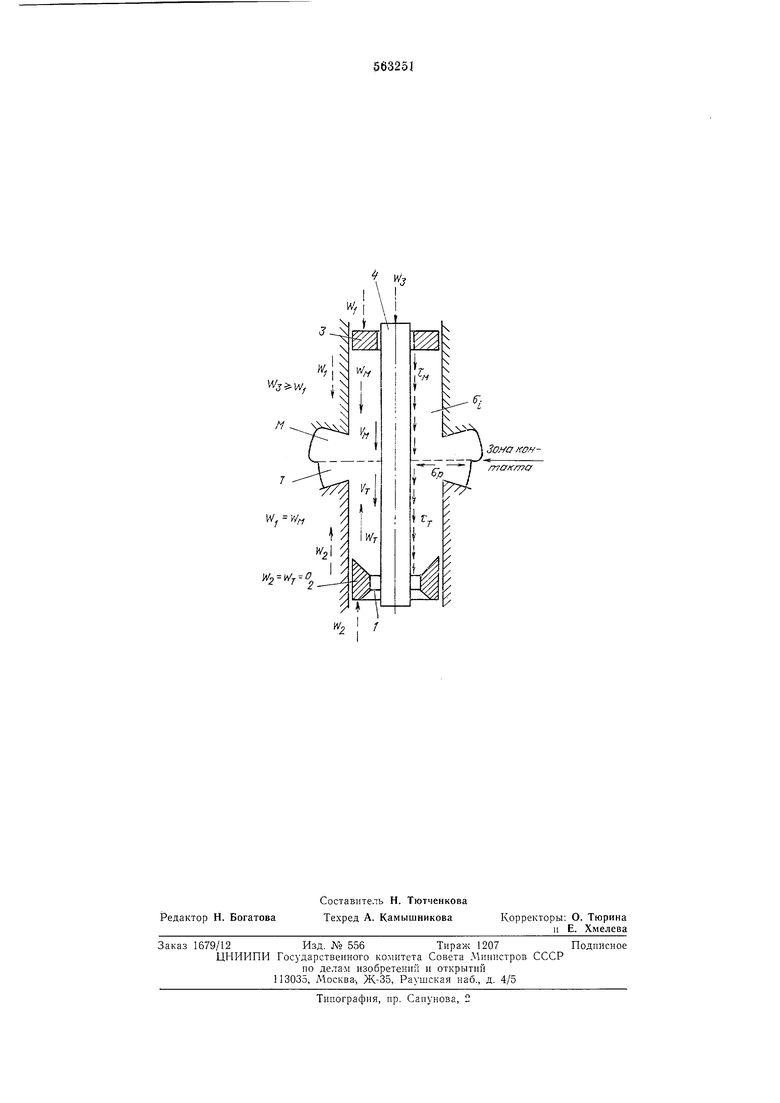
Изобретение относится к области сварки давлением. Известен способ стыковой холодной сварки труб, при котором осадку участков деталей, примыкающих к поверхности контакта, выполняют в матрицах с заостренными торцами при помощи вставок, установленных внутри труб 1. Очистка происходит при движении навстречу друг другу зажатых в матрицах деталей, внутри которых одновременно с деталями движутся навстречу друг другу вставки. Недостатком этого способа является невысокое качество сварных соединений, обусловленное низкой интенсивностью напряжений в зоне контакта. Наиболее близким к предлагаемому способу является способ сварки трубных деталей из разнородных металлов, при котором осуществляют предварительную очистку соединяемых поверхностей выдавливанием в грат и прямое прессование через канал матрицы с иглой, при этом деталь из более твердого металла располагают ближе к каналу матрицы, а иглу перемещают в направлении канала матрицы 2. Однако низкое качество предварительной очистки Соединяемых поверхностей приводит к снижению качества сварного соединения. Цель изобретения - повыщение качества очистки свариваемых поверхностей. Это достигается тем, что при выдавливании в грат иглу перемещают со скоростью, превышающей скорость течения более мягкого металла. Предлагаемый способ иллюстрируется чертежом. В исходном положении более твердый металл Т располагают ближе к каналу 1 матрицы 2. Со стороны пуансона 3 с иглой 4 помещают мягкий металл М. Деталь из металла М помещают в верхнюю часть разводного контейнера, где размещен пуансон 3 с иглой 4. Деталь из металла Т помещают в нижнюю часть разводного контейнера, где размещена матрица 2. Верхнюю часть разводного контейнера перемещают со скоростью Wi, а нжинюю часть этого контейнера- со скоростью Wz (направления перемещений указаны стрелками), при этом средние скорости и Wf движения металлов .V и Т равны скоростям перемещения тех частей разводного контейнера, в которых они помещены, т. с. , а Относительная скорость сближения металла М равна Wi Wz. На чертеже приведена схема выполнения способа, когда движется металл М, а металл Т неподвижен. Тогда относительная скорость
сближения металла М просто рав.на Wi. При перемещении металла М со скоростью WM Wi скорость движения иглы 4 равна Wa, при этом .
Контактные скорости мягкого и твердого металлов, обозиачеилые соответственно FM и VT, которые возникают при движении иглы 4, создают контактные напряжения тм и тт в мягком и твердом металлах соответственно. При этом
(м + °;)
где ам и ат - пределы текучести упрочненных соответственно мягкого и твердого металлов.
При движении иглы 4 со скоростью Ws, когда , «а ее контактных поверхностях со свариваемыми металлами возникает деформационное трение. При этом контактное трение между поворхностью иглы и металлом М является активным, т. е. способствует выдавливанию металла М в грат, а контактное трение между поверхностью иглы и металлом Т носит пассивный характер, т. е. препятствует выдавливанию металла Т в грат. Таким образом, контактные напряжения тм способствуют повышению величины интенсивности напряжений а, в деформационном очаге металла М. Чем выше относительная скорость движения иглы 4, равная Ws- WT, тем выше активные контактные напряжения тт, тем, следовательно, выше Ог и лучше течет металл М.
Процесс выдавливания металла Т происходит следующим образом.
Деформационное трение тормозит движение металла Т в грат. За счет этого торможения на поверхности контакта этого металла с металлом М возникают растягивающие напряжения сгр, которые будут тем выше, чем больше величина контактных напряжений тт и чем интенсивнее течет металл М. Таким образом, движение иглы 4 будет способствовать возрастанию величины ар.
Упрощенный вариант способа состоит в том, что отпосительпая скорость движения иглы 4 отсутствует, т. е. . В этом случае деформационное трение на поверхности иглы и металла М отсутствует, а на поверхности иглы и металла Т присутствует и способствует увеличению растягивающих напряжений Ср.
Повышение интенсивности напряжений в
деформационном очаге приводит к повышению качества очистки соединяемых поверхностей.
Фор.мула изобретения
Способ сварки трубных деталей из разнородных металлов, при котором осуществляют предварительную очистку соединяемых поверхностей выдавливанием в грат и прямое прессование через канал матрицы с иглой, при этом деталь из более твердого металла располагают ближе к каналу матрицы, а иглу перемещают в направлении канала матрицы,
отличающийся тем, что, с целью повышения качества очистки свариваемых поверхностей, при выдавливании в грат иглу перемещают со скоростью, превыщающей скорость течения более мягкого металла.
Псточники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 261144, кл. В 23К 21/00, 1968.
2.Авторское свидетельство СССР Ai 349525, кл. В 23К 19/00, 1970.
W
W2 Wr 0
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ нагрева под сварку деталей из разнородных металлов | 1975 |
|
SU554113A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОСТАВНОЙ ЗАГОТОВКИ ТИПА "ДИСК-ВАЛ" ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ | 2019 |
|
RU2706925C1 |
| Устройство для формирования соединения при контактной сварке | 1977 |
|
SU664785A1 |
| Способ обработки сварных соеди-НЕНий гОРячЕКАТАНыХ СТАльНыХ пОлОС | 1978 |
|
SU819198A1 |
| ВСЕСОЮЗНА И Iт^тит^'шм^"^Бж;1>&^тш.л '^ | 1972 |
|
SU349525A1 |
| Способ холодного экструдирования труб из слитков алюминиевых сплавов | 1978 |
|
SU889179A1 |
| Способ удаления грата | 1988 |
|
SU1532235A1 |
| Осадочная матрица | 1988 |
|
SU1620251A1 |
| СМАЗОЧНАЯ ШАЙБА ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ И СПОСОБ ПРЕССОВАНИЯ С ПРИМЕНЕНИЕМ ШАЙБЫ | 2015 |
|
RU2602927C1 |
| СПОСОБ ОБРАТНОГО ПРЕССОВАНИЯ ИЗДЕЛИЙ | 1990 |
|
RU2013154C1 |