Известеи способ сварки разнородных металлов совместным прессованием через канал матрицы, при .котором соединяемые поверхности предварительно очищают и деталь из более твердого металла распола1гают ближе к каналу матрицы, не обеспечивающий высокого качества сварки.
Предлагаемый способ позволяет устранит) этот недостаток благодаря тому, что очистку осуществляют выдавливанием в грат металла участков деталей,/примыкающих к поверхности контакта, длина которых составляет 0,1-2 толщины или диаметра деталей.
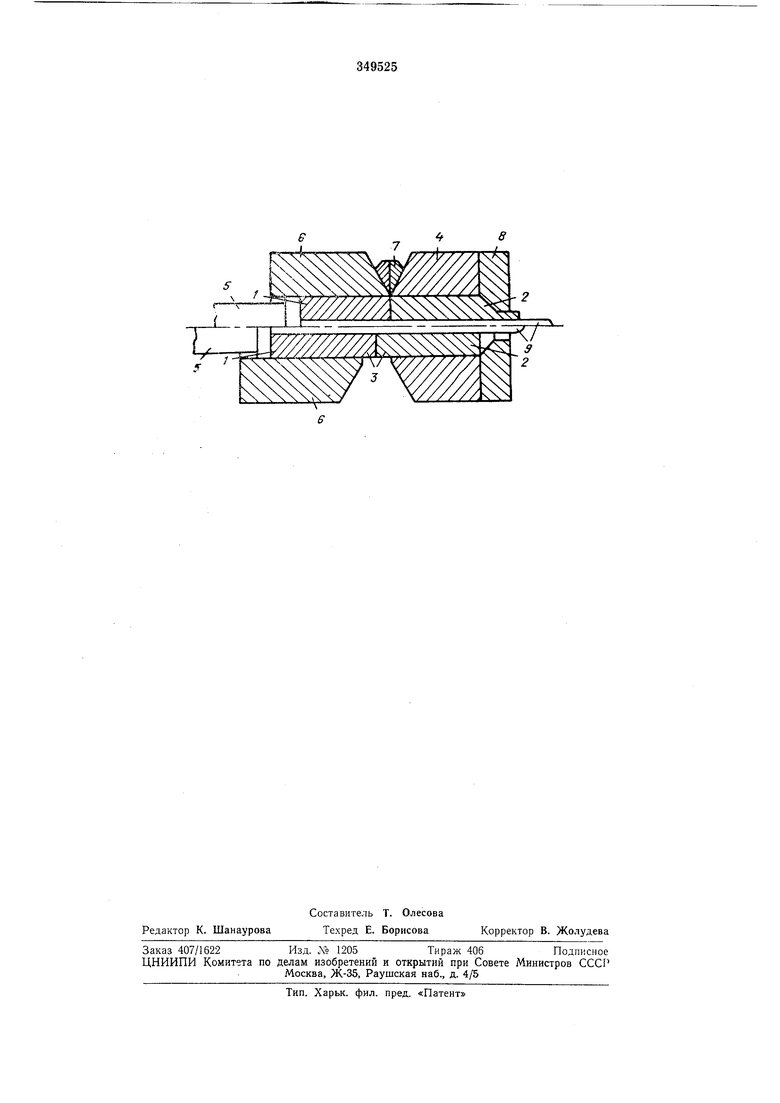
Чертеж иллюстрирует предлагаемый способ сварки разнородных металлов. (На нижней части чертежа пОказаво положение свариваемых деталей перед деформированием, на верхней - после выдавливания в грат части металла соединяемых деталей).
Детали 1 и 2 устанавливают в устройстве таким образом, что они имеют свободные для деформации участки 3. При этом деталь 2 из более твердого металла устанавливают в той части 4 устройства, где имеется канал для прессования. Под действием усилия, передаваемого на тауансои 5 и подвижную часть 5 устройства, участки 3 деталей 1 и 2 деформируются И выдавливаются в грат 7, который отсекается 1заострениыми торцами. В результате деформации ол исная пленка удаляется с соединяемых поверхностей.
После деформации участков 3 осуществляется прессование изделия движущимся пуансоном 5. Если детали ио.1ые - металл прессуется через кольцевой зазор между матрицей 8 и ргглой 9, а при обработке заготовок сплошного сечения - через канал матрицы.
Длина выдавливаемых в грат участков 3 составляет 0,1-2 толщины или диаметра деталей.
Предмет изобретения
Способ сварки разнородных металлов совместным прессованием через канал матрицы, 1ири котором соедиияемые поверхности предварительно очищают и деталь из более твердого металла располагают ближе к каналу матрицы, отличающийся тем, что, с целью повышения качества сварного соедииеиия очистку осу. ществляют выдавливанием в грат металла участков деталей, примыкающих к поверхности контакта, длина которых составляет 0,1-2 толщины ил« диаметра деталей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки трубных деталей из разнородных металлов | 1973 |
|
SU563251A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ ИЗ РАЗНОРОДНЫХ МЕТАЛЛОВ | 1995 |
|
RU2096148C1 |
| Способ сварки трением деталей из разнородных металлов | 1989 |
|
SU1764901A1 |
| УСТРОЙСТВО И СПОСОБ ФОРМОВАНИЯ ЗОННЫМ ВЫДАВЛИВАНИЕМ | 2010 |
|
RU2493929C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОСТАВНОЙ ЗАГОТОВКИ ТИПА "ДИСК-ВАЛ" ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ | 2019 |
|
RU2706925C1 |
| Способ изготовления переходника титан-сталь | 2015 |
|
RU2612331C2 |
| Способ контактной стыковой сварки сопротивлением | 1988 |
|
SU1611634A1 |
| Осадочная матрица | 1988 |
|
SU1620251A1 |
| Способ контактной стыковой сварки биметаллических изделий | 1982 |
|
SU1082584A1 |
| Способ контактной стыковой сварки оплавлением | 1990 |
|
SU1787089A3 |