1
Изобретение относится к обработке металлов и может быть использовано при протяжке, прокатке, калибровке и т.п. закаленных и высокопрочных сталей с применением химического воздействия на поверхность заготовки.
Известен способ обработки металлов, ыслючаюший обработку давлением и химическое воздействие flj , Перед деформацией заготс ки на ее псжерхность наносят покрытие в виде сплошной органической пленки. На пленку наносят размягчающий ее реагент, предназначенный для Перевода пленки в полужидкое состояние без нарушения связи между пленкой и металле. В качестве органических покрытий могут применяться акриловые полимеры или сополимеры, виниловые полимеры, челлулоидные полимеры, полиолефины, полиамиды и др.
В качестве размягчающего реагента быть использсжаны минеральное масло, кетоны, спирты, гликоли, эфиры.
Однако после такой обработки на поверхнос металла остается некоторое количестЙо наносимого вещества, что приводит к загрязнению, а в некоторых .случаях и к коррозионному поражению поверхности изделия. Кроме этого, указанный способ нельзя применять при обработке чистых металлов, а также при обработке в специальных условиях, например в вакууме.
Целью изобретения является улучшение качества поверхности изделий и труда.
Поставленная цель достигается тем, что операцию химической обработки осуществляют путем заводороживания заготовки в процессе обработки давлением с последующим обеаводороживанием для восстановления механических свойств заготовки.
Наводс оживание заготовки проводят в растворе электролита при катодной поляризации с плотностью токе 1-5 а/дм в течение 5-20 мин.
Обезводороживание проводят при температуре 10О-15ОС в течение мин.
Пример. Проводилась протяжка провопо-1 ки из железа Армко через фильтр.
Hen (Средственно перед обработкой она иаводороживапась в 1 н. растворе H.SO при катодной поляризации с плотностью тока 1 а/дм , а затем сразу же подвергалась механической обработке.
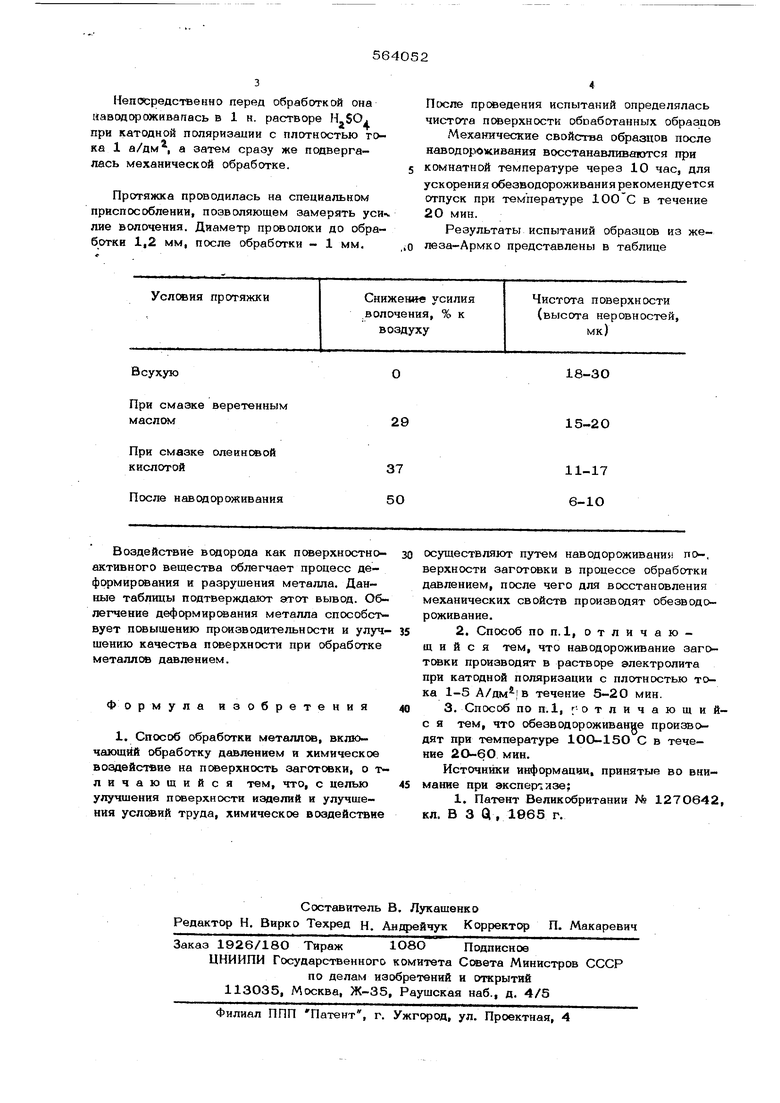
Протяжка проводилась на специальном приспособлении, позволяющем замерять ycwлие волочения. Диаметр прсжояоки до обработки 1,2 мм, после обработки - 1 мм.
После прсжедения испытаний определялась чистота поверхности обоаботанных образцов
.Механические свойства образцов после наводорохивания восстанавливаются при комнатной температуре через 10 час, для ускорения обезводороживания рекомендуется отпуск при температуре 100 С в течение 2О мин.
Результаты испытаний образцов из железа-Армко представлены в таблице
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки металлов | 1974 |
|
SU514662A1 |
| СПОСОБ ОБРАБОТКИ СТАЛЬНЫХ ИЗДЕЛИЙ ИЗ СТАЛЕЙ НИЗКОЙ ТВЕРДОСТИ | 2014 |
|
RU2571250C1 |
| СПОСОБ ОБРАБОТКИ СТАЛЬНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2083689C1 |
| Способ обработки металлов | 1979 |
|
SU872036A1 |
| Способ обработки палладия | 1987 |
|
SU1435654A1 |
| Способ обработки сплавов на основе палладия | 1988 |
|
SU1557192A1 |
| Способ изготовления стальной проволоки | 1978 |
|
SU703588A1 |
| Способ получения магнитного порошка | 1982 |
|
SU1025757A1 |
| СПОСОБ ПОВЫШЕНИЯ ПЛАСТИЧНОСТИ НИЗКОУГЛЕРОДИСТЫХ НЕЛЕГИРОВАННЫХ СПОКОЙНЫХ СТАЛЕЙ | 2006 |
|
RU2309184C1 |
| Способ обработки палладия и гидридообразующих сплавов на его основе | 1981 |
|
SU1008274A1 |
Услсжия протяжки
Всухую
При смазке веретенным маслом
При смазке олеинсжой кислотой
После наводороживания
Воздействие водорода как псжерхностноактивного вещества облегчает процесс деформирсжания и разрушения металла. Данные таблицы подтверждают этот вывод. Облегчение деформирсжания металла способствует повышению производительности и улучшению качества поверхности при обработке металле давлением.
Формула изобретения
Чистота поверхности (высота неровностей, мк)
18-3 О
15-20
29
11-17
37 5О 6-1О
осуществляют путем наводороживани по-, верхности заготовки в процессе обработки давлением, после чего для восстановления механических свойств производят обезводороживание,
3, Способ по п. 1, f о т л и ч а ю щ и с я тем, что обезводороживание производят при температуре 1ОО-15О С в течение 2О-6О мин.
Источники информации, принятые во внимание при экспертизе;
