1
Изобретение отнсхзится к получению глубсжих сосуде из трубных заготс«ок и может быть использовано во всех отраслях машиностроения, где изготавливают сосуды с различной толщиной дна и стенки.
Известен способ получения глубсжих ct судов из трубных заготовок путем закатки торцовой псжерхности трубы, нагретой д температуры ксжкн ij . Толщина дна в данном случае получается в зависимости от тотяияы стенки трубной заготовки.
И естен также способ получения сосудов из трубной заготовки путем обжима ее конца fSj . Этот способ является наиболее близким к изобретению.
Однакс по этому способу при обжиме в полусферических матрицах тонкостенных труб происходит потеря устойчивости стенки трубной заготовки, поэтому невозможно получать сосуды из -тонкостенных труб. Толщина дна также зависит от толщины стенки трубной заготсеки и не может меняться в широких пределах. Обжим торца трубы в п- лусферических матрицах при температуре
ксеки является трудоемким, а стойкость инструмента обжима невысокая.
Цель изобретения - интенсификация процесса изготовления сосудов с различной толщиной дна из щирокого диапазона труб по толщине стенки.
Это достигается путем предварительного обжима конца трубной заготовки при комнатной температуре с образованием пилиндрического участка по объему металла, равного объему металла дна изготавливаемого сосуда, последующего нагрева цилиндрического участки до температуры ковки и осадки последнего с одновременной
раздачей обжатого участка трубы до получения оплощного дна.
В отличии от известного предлагаемый пособ позволяет получать- различЕ1ую дна сосуда меньше или в несколько
раз больше толшины стенки трубной заготовки. Предварительный обжим в конической матрице при комнатной температуре и небольших степенях обжатия обеспечивает выполнение операции на тонкостенных тру-
бах без потери устойчивости стенки, о
высокую стойкость инструмента. Пос.гюдующая осадка предварительно нагретого цилиндрического участка с однсеременной раздачей обжатой части трубной заготовки создавая объемное сжатие деформируемого участка металла, способствует получению плотного герметичного дна, толщина ioro, рого может варьироваться в широких пределах.
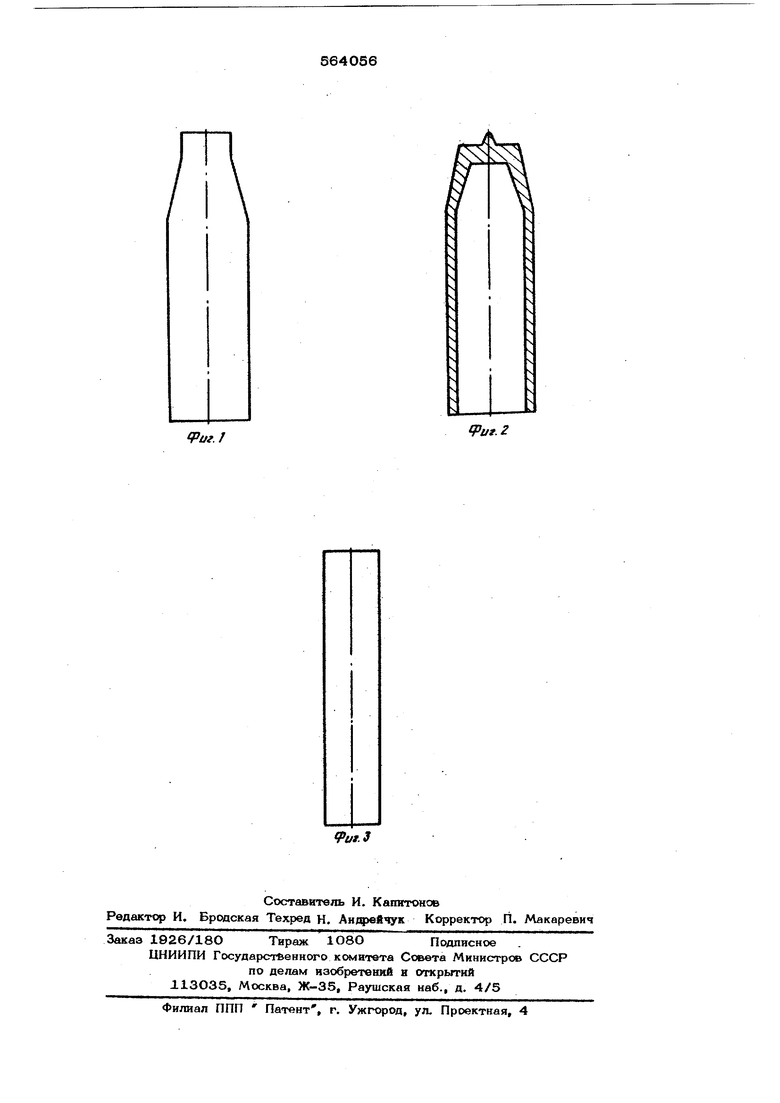
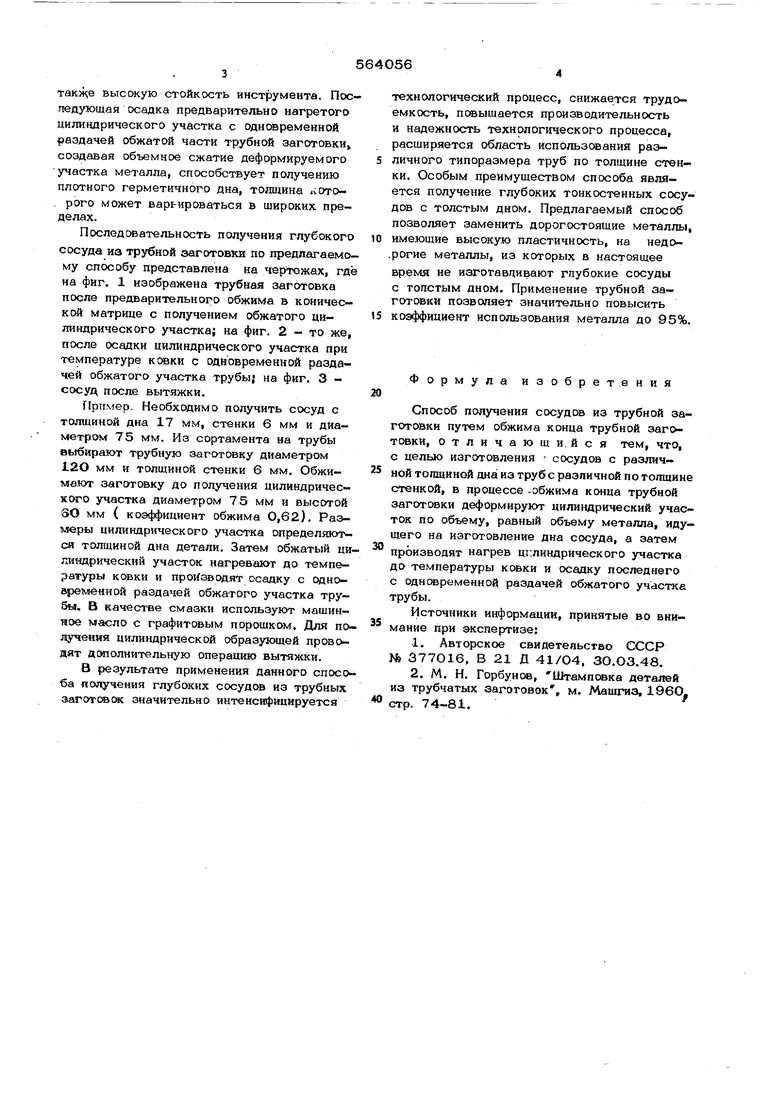
Последовательность получения глубокого сосуда из трубной заготовки по предлагаемому способу представлена на чертежах, где на фиг, 1 изображена трубная заготовка после предварительного обжима в конической матрице с получением обжатого цилиндрического )гчастка; на фиг. 2 - то же, после осадки цилиндрического участка при температуре ковки с одновременной раздачей обжатого участка трубы; на фиг. 3 сосуд после вытяжки.
Пример. Необходимо получить сосуд с толщиной дна 17 мм, стенки 6 мм и диаметром 75 мм. Из сортамента на трубы . трубную заготовку диаметром I2O мм и толщиной стенки 6 мм. Обжимают заготовку до получения цилиндрического участка диаметром 75 мм и высотой SO мм ( коэффициент обжима 0,62), Размеры цилиндрического участка определяются толщиной дна детали. Затем обжатый цилиндрический участок нагревают до температуры ковки и производят осадку с одно дамеиной раздачей обжатого участка трубы, В качестве смазки используют машинное масло с графитовым порошком. Для получения цилиндрической образующей проводят дстолнительную операцию вытях ки.
В результате применения данного способа получения глубоких сосудов из трубных загоговсж значительно интенсифицируется
технологический процесс, снижается трудоемкость, повышается производительность и надежность технологического процесса, расширяется область использования различного типоразмера труб по толщине стенки. Особым преимуществом способа является получение глубоких тонкостенных сосудов с толстым дном. Предлагаемый способ позволяет заменить дорогостоящие металлы,
имеющие высокую пластичность, на недорогие металлы, из которых в настоящее время не изготавп(ивают глубокие сосуды с толстым дном. Применение трубной заготовки позволяет значительно повысить
коэффициент использования металла до 95%.
Формула изобретения
Способ получения сосудов из трубной заготовки путем обжима конца трубной заготовки, отличающийся тем, что, с целью изготовления сосудов с различной тошциной fwai из труб с различной по толщине стенкой, в процессе -обжима конца трубной заготовки деформируют цилиндрический участок по объему, равный объему металла, идущего на изготовление дна сосуда, а затем производят нагрев цилиндрического участка до температуры к секи и осадку последнего с однсжременной раздачей обжатого участке трубы.
Источники информации, принятые во внимание при экспертизе:
1.Авторское свидетельство СССР J 377О16, В 21 Д 41/О4. ЗО,О3.48,
2.М. Н, Горбуне, Штамп(жка деталей из трубчатых заготовок , м. Машгиз, I960, стр. 74-81.
Риг.
Vut.Z
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления осесимметричных тонкостенных корпусов сосудов с переменной толщиной стенки | 2018 |
|
RU2695100C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ КОРПУСОВ ПЕРЕМЕННОГО СЕЧЕНИЯ | 2011 |
|
RU2461436C1 |
| Способ изготовления стальной осесимметричной сварной конструкции | 2016 |
|
RU2626116C1 |
| Способ изготовления металлических полых ступенчатых изделий из трубных заготовок | 1986 |
|
SU1375391A1 |
| Способ штамповки деталей с наклонным фланцем | 1983 |
|
SU1174125A1 |
| УСТРОЙСТВО ОБЖИМА ОКОНЕЧНОСТЕЙ ТРУБНОЙ ЗАГОТОВКИ В ГОРЛОВИНЫ СОСУДА ДАВЛЕНИЯ | 2006 |
|
RU2333814C1 |
| СПОСОБ ОБЖИМА ОКОНЕЧНОСТЕЙ ТРУБНОЙ ЗАГОТОВКИ В ГОРЛОВИНЫ СОСУДА ДАВЛЕНИЯ | 2006 |
|
RU2337782C2 |
| Способ изготовления полых изделий | 1977 |
|
SU719750A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТУПЕНЧАТЫХ ПОЛЫХ ДЕТАЛЕЙ С ОТВОДАМИ ДАВЛЕНИЕМ ТЕКУЧЕЙ СРЕДЫ | 1996 |
|
RU2098210C1 |
| Способ получения полых изделий из трубчатых заготовок | 1989 |
|
SU1754289A1 |