(54) УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ В ЭЛЕКТРОМАГНИТНОМ РАЗЛИВКИ МЕТАЛЛОВ ПОЛЕ
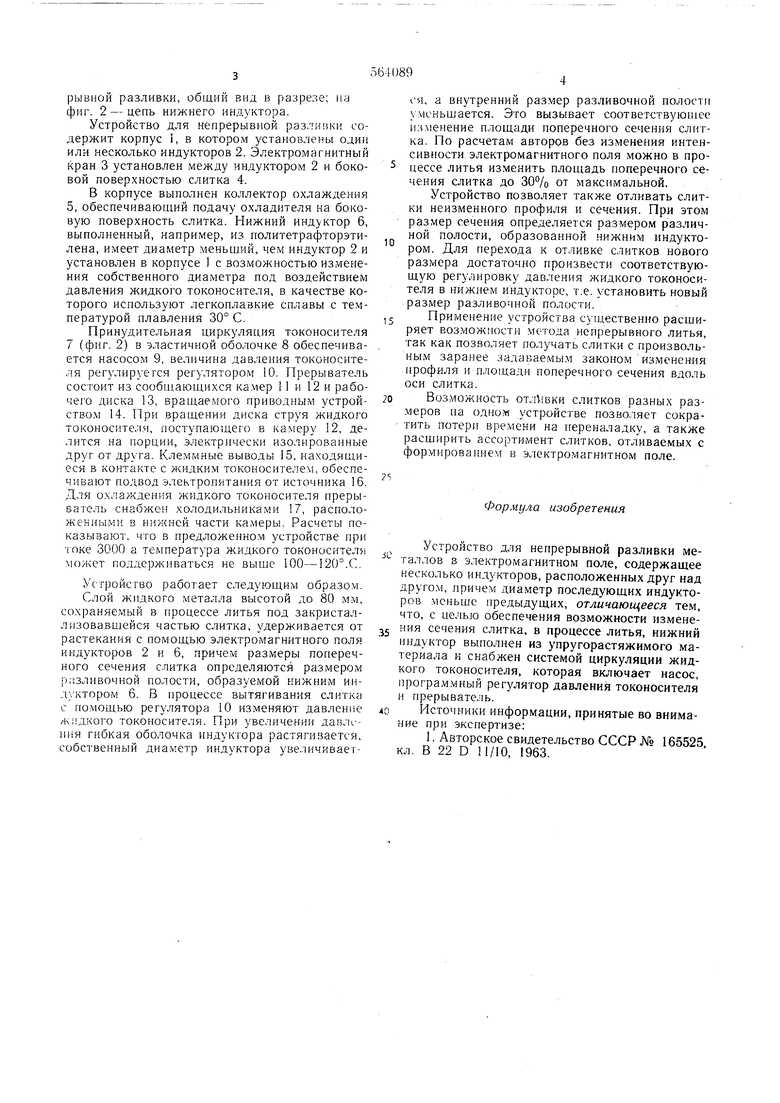
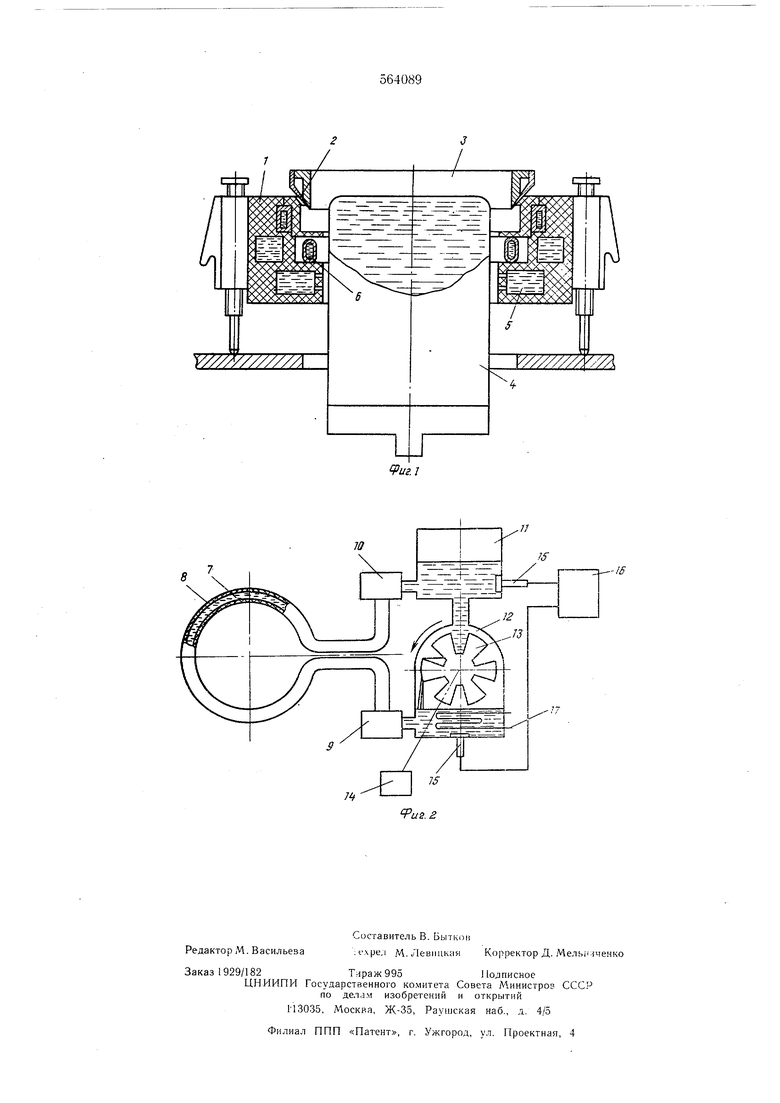
РЫБНОЙ разливки, общий вид в разрезе; па фиг. 2 - цепь нижнего индуктора.
Устройство для непрерывной разливки содержит корпус 1, в котором установлены один или несколько индукторов 2. Электромагнитный кран 3 установлен между индуктором 2 и боковой поверхностью слитка 4.
В корпусе выполнен коллектор охлаждения 5, обеспечиваюашй подачу охладителя на боковую поверхность слитка. Нижний индуктор 6, выполненный, например, из политетрафторэтилена, имеет диаметр меньший, чем индуктор 2 и установлен в корпусе 1 с возможностью изменения собственного диаметра под воздействием давления жидкого токоносителя, в качестве которого используют легкоплавкие сплавы с температурой плавления 30° С.
Принудительная циркуляция токоносителя 7 (фиг. 2) в эластичной оболочке 8 обеспечивается насосом 9, величина давления токоносителя регулируется регулятором 10. Прерыватель состоит из сообщающихся камер 11 и 12 и рабочего диска 13, вращаемого приводным устройством 14. При вращении диска струя жидкого токоносител.ч, поступающего в камеру 12, делится на порции, электрически изолированные друг от друга. Клеммные выводы 5, находящиеся в контакте с жидким токоносителем, обеспечивают подвод электропитания от источника 16. Для охлаждения жидкого токоносителя прерыватель снабжен холодильниками 17, расположенными в нижней части камеры. Расчеты показывают, что в предложенном устройстве при токе 3000 а те.мпература жидкого токоносителя может поддерживаться не выще 100-120°.С.
Устройство работает следующим образом.
Слой жидкого металла высотой до 80 мм, сохраняемый в процессе литья под закристаллизовавшейся частью слитка, удерживается от растекания с помощью электромагнитного поля индукторов 2 и 6, причем размеры поперечного сечения слитка определяются размером разливочной полости, образуемой нижним индуктором 6. В процессе вытягивания слитка с помощью регулятора 10 изменяют давление ж; дкого токоносителя. При увеличении давл.ния гибкая оболочка индуктора растягивается, собственный диаметр индуктора увеличиваегся, а внутренний размер разливочной полости уменьшается. Это вызывает соответствующее изменение площади поперечного сечения слитка. По расчетам авторов без изменения интенсивности электромагнитного поля можно в процессе литья изменить площадь поперечного сечения слитка до 30% от максимальной.
Устройство позволяет также отливать слитки неизменного профиля и сечения. При этом размер сечения определяется размером различной полости, образованной нижним индуктором. Для перехода к отливке слитков нового размера достаточно произвести соответствующую регулировку давления жидкого токонооителя в нижнем индукторе, т.е. установить новый размер разливочной полости.
Применение устройства существенно расширяет воз.можности метода непрерывного литья, так как позволяет получать слитки с произвольным заранее задаваемым законом изменения профиля и площади поперечного сечения вдоль оси слитка.
Возможность oтлViвки слитков разных размеров на одном устройстве позволяет сократить потери времени на переналадку, а также расширить ассортимент слитков, отливаемых с формированием в электромагнитном поле.
Формула изобретения
Устройство для непрерывной разливки металлов в электромагнитном поле, содержащее несколько индукторов, расположенных друг над другом, причем диаметр последующих индукторов .меньше предыдущих, отличающееся тем, что, с целью обеспечения возможности изменения сечения слитка, в процессе литья, нижний индуктор выполнен из упругорастяжимого материала и снабжен системой циркуляции жидкого токоносителя, которая включает насос, программный регулятор давления токоносителя и прерыватель.
Источники информации, принятые во внимание при экспертизе:
1. Авторское свидетельство СССР № 165525, л, В 22 D 11/10, 1963.
-IB
