I
Изобретение относится к области обработки металлов давлением, в частности к процессам гибки листовых и прессованных профилей, и может быть использовано в различных отраслях машиностроения.
Известны способы изготовления криволинейных профильных деталей методами пластического изгиба с растяжением и без растяжения: свободная гибка в универсальных штампах, гибка в универсальных штам пах, гибка в инструментальных штампах, гибка -прокатка нл роликовых стенках, гибка- намотка по гибочному шаблону, гибка с растяжением на станках типа ПГР .
Процесс изгиба с растяжением может осуществляться при различных законах нагружения. Эти законы характеризуют последовательность приложения внешних нагрузок растягивающих сил и изгибающих моментов.
Сочетание изгиба с раст5П иванием повы шает точность процесса. Эти способы применяются при изготовлении деталей переменной кривизны, однако они не обеспечивают качества деталей из тонкостенных
листовых профилей, имеющих участки с относительно малыми радиусами.
Известен также способ гибки-намотки с предварительным растяжением и прижимом заготовки в зоне изгиба 2.
При изготовлении деталей этим способом профиль (заготовку) закрепляют одним ко№цом на гибочном пуансоне или в зажимном устройстве, расположенном на поворотном столе, другой конец профиля закоепляют в зажимном патроне растяжного цилиндра и растягивают до расчетной величины деформации предварительного растяжения. Затем: прижимают профиль к гибочному пуансону прижимным башмаком (или роликом) и производят гибку поворотом стола. В этом способе прижим выполняет две функции: предохраняет сечение профиля от возможной потери устойчивости и создает дополнительное растяжение после изгиба.
Данный способ по технической сущности и достигаемому эффекту является наиболее близким к изобретению.
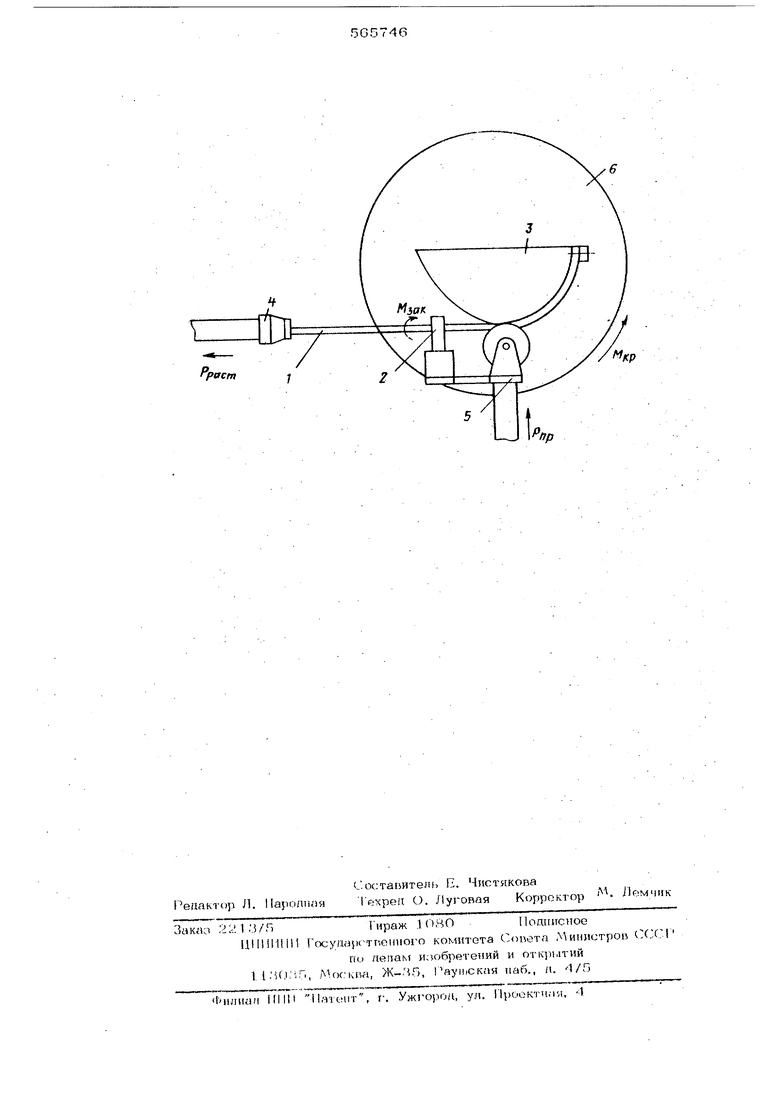
В процессе гибки намоткой на гибочный .пуансон участок заготовки, находящийся между прижимным устройством (башмаком или рьликом) и зажимным патроном растяжного цилиндра, получает некоторый прогиб. При известных геометрических параметpax изгибаемого профиля и кривизны гибоч ного пуансона в зоне изгиба кривизна на свободном участке будет зависеть оль . ко от величины усилия растяжения. Однако усилие предварительного растяжении огран чеио максимальной степенью деформации наружного волокна при последующем изгиб профиля. Поэтому в большинстве случаев оказывается невозможным полностью устра нить прсириб (или кривизну ,) свободного участЕв заготовки с помощью растяжения. Известно, что изгиб профиля несимметричного сечения сопровождается появление напряжения, которое в условиях свободного изгиба в активной стадии нагружения приводит к закрутке профиля относительно про дольной оси в направлении наименьшего сопротивления. Таким образом, в зону изгиба профиль поступает в: закрученном состоянии, ложит ся в ручей пуансона с некоторым искажением, а прижимное устройство (ролик или башмак), сминая углы, способствует дальнейшему искажению сечения профиля. Все это приводит к неисправимому браку. Целью изобретения является повышение качества профилей путем устранения искажения формы сечения профиля в зоне гибки Для этого после прижима заготовки к гибочному пуансону ее участок между зажимным патроном растяжного цилиндра и точкой контакта с прижимным устройством закручивают в направлении, противопопож ном направлению наименьшего сопротив ления так, что,. уг-ол скручиваипя заготов-. ки входом ее в зону гибки равен нулю..С целью получения профильных деталей, имеющих закругку относител(зно продольной оси профиля, закрутку профиля производят по программе с учетом пружппетшя. Cntx;o6 поясняется чертежом. Технологический tiponecc гибки црофилв несимметричного сечения осуществляется слеяующич образок. Заготовку 1 встатшот в фильерцое устройство 2- и закреп пяют одним концом на гибопюм пуансоне 3, а другим - в зажимном патроне 4 iincrH/KHoro цилиндра. (})ипь растятчтр.пют до эасчотноп пелпчнны пe|юp f luии niit:ruvipi TOjir,noro растяжения, а загсга npn/Kii iaioT к контуру гпбоч ного пуансона 3 с помощью прижимного рем лика 5. Профиль закручивают, например, с помощью фильерного устройства на расчетный угол закрутки в направлении, противоположном направлению наименьшего сопротивления, на участке заготовки между зажимным патроном и растяжным цилиндром и точкой контакта заготовки с прижимным роликом 5. Профиль изгибают поворотом стола б, наматывая его на, гибочный пуансон 3. Угол предварительной закрутки зависит от жесткости профиля, кривизны детали, расстояния от прижимного ролика до фильерного устройства и AOi-SKeH Зыть таким, чтобы перед входом в зону изгиба угол скручивания профиля был равен нулю. Использование предлагаемого способа гибки в производстве позволит получить более качественные датели из тонкостенных несимметричных профилей, значительно сократить объем ручных доводочных работ, снизить процент -брака и стоимость деталей. Формула изобретения 1. Способ гибки профилей несимметричного сечения путем закрепления заготовки в зажимном патроне растяжного цилиндра, предварительного растяжения, прижима заготовки роликом к гибочному пуансону и намотки ее на пуансон, отличающи и с я тем, что, с целью повыпленпя качества профилей путем устранения нскал ения формь сечения профиля в зоне гибки, после прижима заготовки к гибочному цуансону ее участок между зажимным патроном и ТОЧ1СОЙ -контакта с прижимным роликом закручивают в направлении, противоположном направлению наименьшего сопротивления так, чтобы угол скручивания заготовки перед входом ее в зону гибки был равен нулю. 2. Способ по п. 1, о т л и ч а ю ш и йя тем, что, с целью попучения профилей, име- клиих закрутку отиост)тслы1о продольной оси, закрутку профиля производят по программе с учетом пружннения. Источники информации, принятые во внимание при экспертизе: I 1. Громо) А. П. и др. Изготовление деталей из писгов и профилей при серийном происязодстгле, М., Оборонгиз, I960. 2. Патент . IUA № 3388577, кп, 72-151, 1068.
Ppactn
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ГИБКИ ПРОФИЛЕЙ НЕСИММЕТРИЧНОГО СЕЧЕНИЯ | 1998 |
|
RU2148456C1 |
| Станок для гибки профилей | 1976 |
|
SU550197A1 |
| Способ гибки профилей уголкового сечения | 1988 |
|
SU1558530A1 |
| Способ гибки профилей уголкового сечения полкой внутрь | 1986 |
|
SU1449178A1 |
| Станок для гибки профилей намоткой | 1978 |
|
SU745574A1 |
| СПОСОБ ГИБКИ ТРУБ МНОГОКОЛЕННОЙ ПРОСТРАНСТВЕННОЙ ФОРМЫ НА ТРУБОГИБОЧНЫХ СТАНКАХ НАМОТОЧНОГО ТИПА | 1993 |
|
RU2076009C1 |
| СТАНОК ДЛЯ ГИБКИ ПРОФИЛЕЙ | 1973 |
|
SU368903A1 |
| Устройство контроля деформации заготовки при гибке профилей с растяжением | 1979 |
|
SU863068A1 |
| Пресс для гибки с растяжением | 1978 |
|
SU795625A1 |
| ГИБОЧНО-РАСТЯЖНОЙ СТАНОК | 1970 |
|
SU282276A1 |