Изобретение относится к области обработки металлов давлением, а именно к процессам гибки профилей, и может быть использовано в авиационной, судостроительной и смежных с ними отраслях промышленности.
Известно устройство для гибки профилей наматыванием [1], содержащее гибочный шаблон и прижимную колодку, рабочий ручей, который имеет профильную поверхность. С целью обеспечения возможности гибки деталей на малый радиус, рабочий ручей прижимной колодки выполнен с переменными по длине шириной и высотой, начиная от размеров профиля на входе до размеров, обеспечивающих объемное сжатие в пределах упругих деформаций, на выходе. Прижимная колодка позволяет также уменьшить величину пружинения профиля за счет большего удлинения волокон обжимаемой полки относительно волокон необжимаемой (в данном случае перпендикулярной ей) [2].
Недостатками данного устройства являются следующие. Для обжатия стенки изгибаемого профиля прижимной колодкой необходимо использование специального прижимного устройства (например, силового гидроцилиндра, как это предложено в известном устройстве), что значительно усложняет конструкцию всего устройства в целом. Кроме того, гибка профилей с несимметричным относительно плоскости изгиба сечением сопровождается закруткой (общим разворотом сечения относительно продольной оси в направлении наименьшего сопротивления). Это приводит к тому, что изогнутый профиль ложится в ручей пуансона с некоторым искажением или не ложится вообще, что является причиной появления брака.
Наиболее близким по технической сущности является станок для гибки профилей [3] , содержащий поворотный стол, на котором установлен гибочный пуансон, растяжной цилиндр, на штоке которого расположен зажимной патрон, и прижимное устройство, выполненное в виде силового цилиндра, на штоке которого установлен прижимной ролик. С целью улучшения качества изготавливаемых деталей из профилей несимметричного сечения за счет компенсации угла закрутки станок снабжен поворотной фильерой с очком по форме сечения профиля, позволяющей производить его закрутку перед входом его в ручей пунсона в направлении, противоположном закрутке при изгибе. Основным недостатком станка также является сложность его конструкции, т. к. для осуществления прижима ролика, позволяющего за счет обжатия внешней части сечения уменьшить величину пружинения после снятия внешней нагрузки [2], необходим специальный силовой цилиндр.
3. Изобретение направлено на упрощение конструкции устройства за счет исключения механизмов прижима и растяжения. Сущность изобретения заключается в том, что в устройстве для гибки профилей несимметричного сечения, содержащем вращающийся стол, на котором расположен гибочный пуансон, поворотная фильера с очком под профиль, в отличие от прототипа, очко фильеры со стороны, соответствующей стенке профиля, перпендикулярной плоскости изгиба, выполнено суженным по ее длине в направлении к гибочному пуансону. Длина фильеры определена из соотношения:
L = ΔS/sinα,
где ΔS - величина относительного обжатия стенки, α - угол сужения фильеры, равный 1...3o.
В данном устройстве исключены механизмы прижима и растяжения, используемые в аналогах, однако изготовление деталей при этом не ухудшается. Закрутка сечения несимметричных относительно плоскости изгиба профилей в направлении наименьшего сопротивления устраняется поворотом фильеры в обратном направлении.
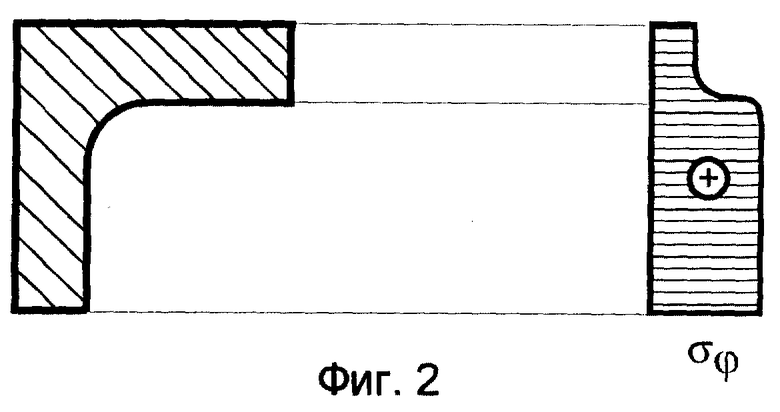
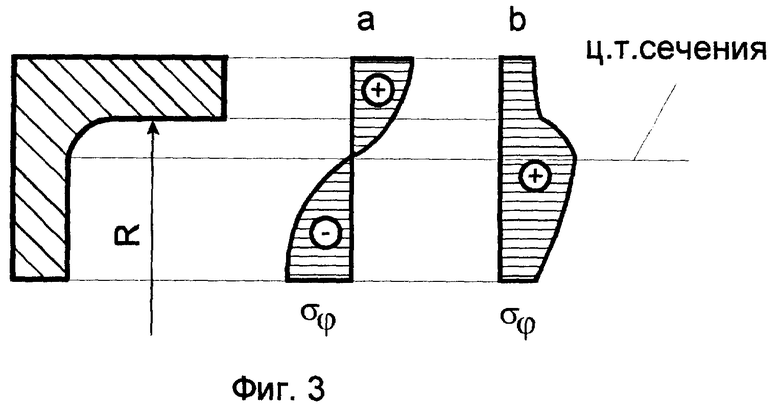
Сущность изобретения иллюстрируется графическими материалами. На фиг.1 показано устройство для гибки профилей: на фиг.2 - эпюра напряжений по высоте сечения профиля на участке между фильерой и точкой контакта заготовки с гибочным пуансоном: на фиг.3 - эпюры напряжений в зоне изгиба.
Устройство содержит зажимное приспособление 1, гибочный пуансон 2, установленный на поворотном столе (на фиг. не показан) и поворотную фильеру 3 с переменной по длине шириной для внешней стенки профиля.
Устройство работает следующим образом. Заготовку пропускают через фильеру 3 и закрепляют с помощью зажимного приспособления 1 относительно гибочного пуансона 2, для чего стенки профиля на участке от зажимного приспособления до фильеры предварительно обнижают. Осуществляя поворот гибочного пуансона 2 на столе, производят гибку - намотку. Проходя через поворотную фильеру 3, профиль закручивается относительно продольной оси в сторону, противоположную углу закрутки при изгибе. Стенка профиля, перпендикулярная плоскости изгиба, сужается (a1 < a2), а т.к. толщина остается постоянной, то происходит ее удлинение. Полка, лежащая в плоскости изгиба, имеет постоянную ширину. За счет трения при волочении заготовки через фильеру 3 происходит натяжение профиля на участке между точкой контакта с гибочным пуансоном 2 и фильерой 3. Вследствие удлинения волокон стенки относительно волокон полки, лежащей в плоскости изгиба, последние воспринимают большую часть растягивающей нагрузки, поэтому эпюра напряжений σϕ тангенциальном направлении по высоте сечения профиля будет такой, как показано на фиг.2. При изгибе происходит удлинение внешних волокон и сжатие внутренних. На фиг.3 представлены эпюры напряжений σϕ в зоне изгиба без учета составляющей от растяжения (эпюра a) и с учетом распределения напряжений на входе в зону изгиба (эпюра b). Как видно на фиг.3, при правильном подборе величины обжима стенки можно добиться такого распределения напряжений, при котором момент внутренних сил относительно центра тяжести сечения будет равен нулю, а следовательно пружинения после снятия нагрузки на будет.
В зависимости от требуемой величины относительного обжатия стенки ΔS определяют длину L фильеры:
L = ΔS/sinα,
где α - угол сужения фильеры для обжимаемой стенки целесообразно брать в пределах 1...3o.
Предложенное устройство было опробовано при гибке профилей уголкового сечения 15 х 15 х 1,5 мм из Д16М. Гибку производили на радиус 300 мм. При относительном обжатии стенки 4% получили пружинение 2%, длина фильеры при этом составила 20 мм, ширина на выходе для обжимаемой стенки - 14,4 мм. Закрутка устранялась поворотом фильеры относительно продольной оси.
Использование изобретения позволяет получить качественное изготовление деталей из профильных заготовок.
Источники информации
1. А.с. 521967 СССР, МКИ B 21 D 7/03, 1974 г.
2. А.с. 662200 СССР, МКИ B 21 D 11/20, 1976 г.
3. А.с. 550197 СССР, МКИ B 21 D 7/02, 1976 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ ПУАНСОНА НА СТОЛЕ ПРОФИЛЕГИБОЧНОГО РАСТЯЖНОГО СТАНКА | 1998 |
|
RU2146980C1 |
| СПОСОБ ОБТЯЖКИ ДЛИННОМЕРНЫХ ОБШИВОК ЗНАКОПЕРЕМЕННОЙ КРИВИЗНЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2123403C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ | 1998 |
|
RU2155113C2 |
| УСТРОЙСТВО ДЛЯ ОТБОРТОВКИ ФЛАНЦЕВ В СТЕНКЕ ТРУБЫ | 1998 |
|
RU2139766C1 |
| ЗАГОТОВКА ДЛЯ ЛИСТОВОЙ ШТАМПОВКИ С ЭЛЕКТРОКОНТАКТНЫМ НАГРЕВОМ | 1995 |
|
RU2090287C1 |
| СПОСОБ ОБРАБОТКИ ДЕТАЛЕЙ С КРИВОЛИНЕЙНЫМИ ПОВЕРХНОСТЯМИ | 1999 |
|
RU2169643C1 |
| МНОГОЭЛЕКТРОДНЫЙ ИНСТРУМЕНТ | 2001 |
|
RU2193476C1 |
| УСТРОЙСТВО ДЛЯ ЮСТИРОВКИ ОПТИЧЕСКИХ ЭЛЕМЕНТОВ | 1998 |
|
RU2141682C1 |
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ДЕТАЛЕЙ С ЭЛЕКТРОКОНТАКТНЫМ НАГРЕВОМ ЗАГОТОВОК | 1995 |
|
RU2087240C1 |
| УСТРОЙСТВО ДЛЯ ВВЕДЕНИЯ ГАЗОФЛЮСОВОЙ СМЕСИ В РАСПЛАВ | 1998 |
|
RU2151811C1 |
Использование: обработка металлов давлением, в частности гибка профилей несимметричного сечения. Устройство для гибки профилей несимметричного сечения содержит гибочный пуансон, установленный на поворотном столе, зажимное приспособление, предназначенное для зажима профиля на гибочном пуансоне, поворотную фильеру с переменной по длине шириной для внешней стенки профиля, через которую пропускают изгибаемый профиль. Изобретение позволяет, не ухудшая качества изготавливаемых деталей, упростить конструкцию за счет исключения механизмов прижима и растяжения, применяемых в аналогах. Закрутка сечения несимметричных относительно плоскости изгиба профилей в направлении наименьшего сопротивления устраняется поворотом фильеры в обратном направлении. 1 з.п. ф-лы, 3 ил.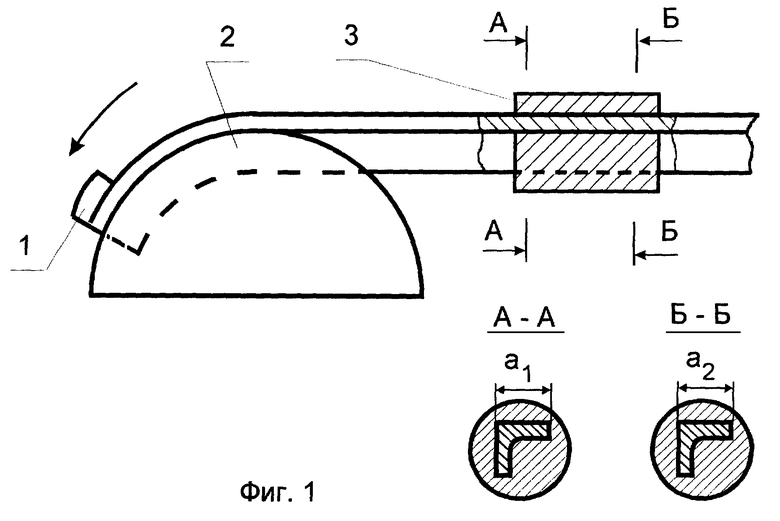
L = ΔS/sinα,
где ΔS - величина относительного обжатия стенки;
α - угол сужения фильеры, равный 1 - 3o.
| Станок для гибки профилей | 1976 |
|
SU550197A1 |
| Способ гибки профилей | 1976 |
|
SU662200A1 |
| Устройство для гибки профилей наматыванием | 1974 |
|
SU521967A1 |
| SU 1806884 A, 07.04.93 | |||
| СПОСОБ ФОРМИРОВАНИЯ ХОЛСТА ИЗ МИНЕРАЛЬНОГО СУПЕРТОНКОГО ВОЛОКНА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2116270C1 |
| US 3503237 A, 31.03.70. | |||

