1
Изобретение относится к обработке металлов давлением, в частности к процессам гибки листовых и прессованных профилей, и может быть использовано в различных: областях машиностроения.
Цель изобретения - повышение качества получаемых изделий путем уменьшения закрутки 1трофиля.
Радиальную деформацию стенки распределяют неравномерно по ее ширине так, что у корневой части она имеет максимальное значение, ранное fcn а у края равна нулю, ее среднее значение при этом по ширине стенки равно п, где п - относительное удлинение внешних волокон полки, tc относительное удлинение волокон у края стенки.
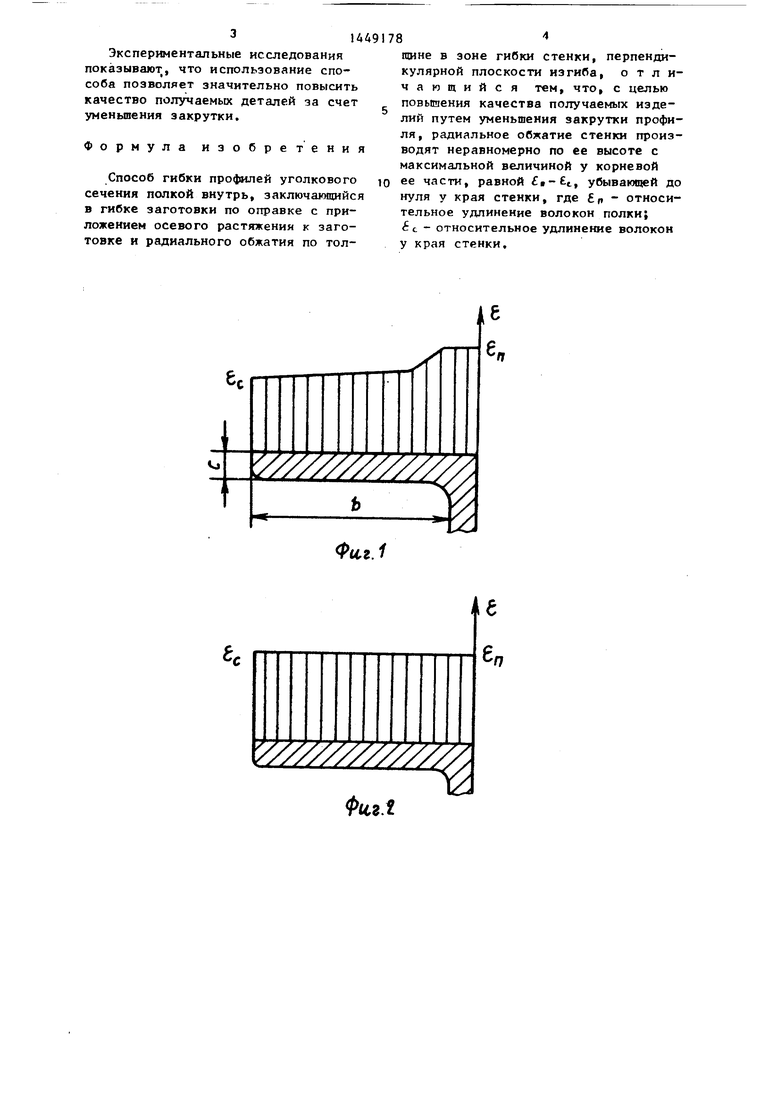
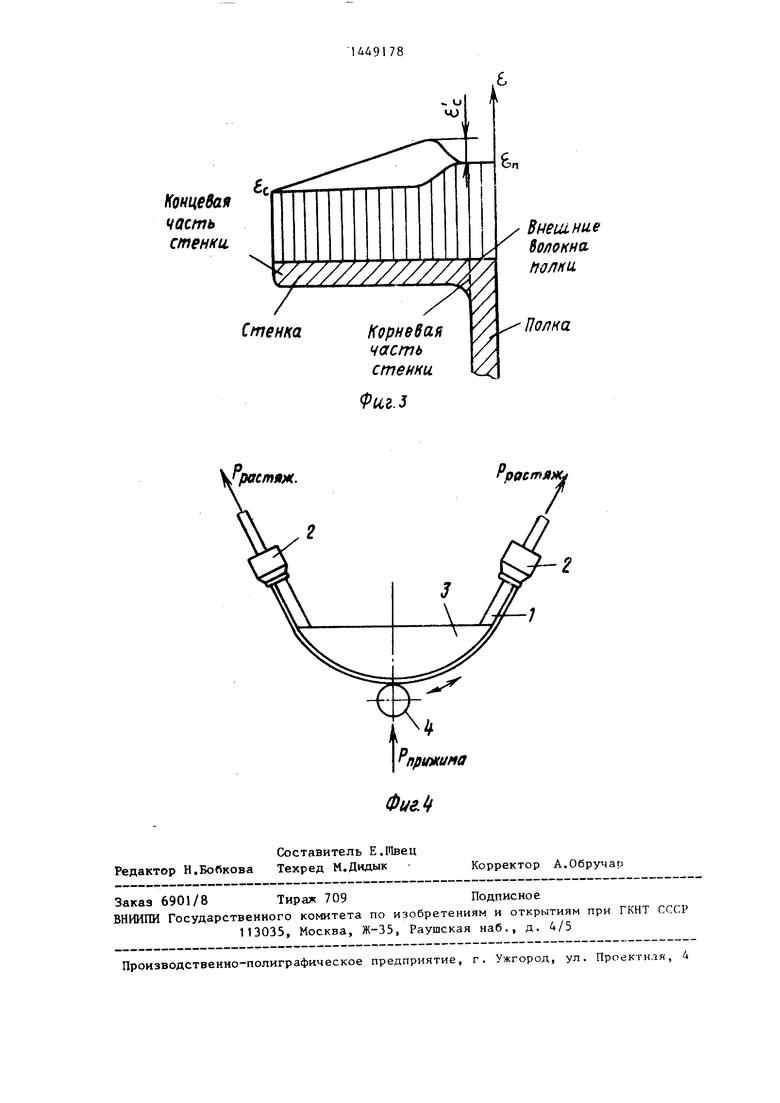
На фиг. Г показано относительное удлинение внешних волокон стенки и полки в радиальном сечении профиля при гибке с растяжением; на фиг.2 - то же, равномерное распределение радиальной деформации; на фиг. 3 - то же, при равномерном распределении радиальной деформации; на 4мг. 4 - схема процесса.
Заготовку I закрепляют в зажимных патронах 2 растяжных цилиндров. После предварительного растяжения до расчетной величины производят гибку путем обтяжки по гибочному пуансону 3. Калибровку осуществляют раскаткой стенки специально спрофилированным роликом 4 так, чтобы получить необходимое распределение радиальной де- форма1щи.
При гибке профилей уголкового сечения с растяжением волокна удлиняются так, как показано на фиг. 1. При этом величины fcn и « зависят в основном от усилия растяжения и радиуса изгиба. С уменьшением этих параметров разница в значениях п и 6с увеличивается, что приводит к увеличению закрутки. Однако выравиять эти величины за счет увеличения усилия растяжения нельзя, так как оно ограничено максимально допустимой деформацией внешних волокон, после превы шения которой наступает разрушение. При равномерном распределении ра14491782
чить радиальную деформацию, что приведет к закрутке в обратную сторону.
Если радиальную деформацию распределить по ширине стенки так, что у корневой части она имеет максимальное значение, а у края равна нулю, то это приводит к аналогичному дополнительному удлинению волокон, так как
(О уширение стенки практически отсутствует {фиг. 3 и 4, где ( с - дополнительное относительное удлинение волокон корневой части стенки вследствие действия радиальной деформации).
15 Если среднее значение радиальной деформации, которое можно вычислить по
формуле: .р
20
25
е k(x)dx, п о
где
Ъ X 30
35
40
45
50
ширина стенки;
текущая координата по ширине; (х) - закон распределения деформа1Ц1И по ширине,
равно in, то пружинение уменьшается, так как за счет большего удлинения волокон сопряженной с полкой части стенки появляется дополнительный изгибающий момент в плоскости основного изгиба. Закрутка при этом равна нулю, так как среднее удлинение волокон стенки равно удлинению внешних волокон полки.
Способ опробован на установке, выполненной по схеме профилегибочного станка, оснаденной доводочным устройством в виде поворотной балки с прижимным гидроцилиндром и калибрующим роликом, ось которого перпендикулярна плоскости изгиба (фиг. 4). В качестве исходных заготовок использованы профили уголкового сечения 15 « 15 t 1,5 мм из Д16Т. При гибке полкой внутрь на радиус 300 мм с усилием : растяжения Ррист 6 кН, усилием прижима калибрующего ролика Рприж 2,5 кН и конусностью калибрующего ролика 0,2 получают нулевое значение пружи- нения при угле закрутки всего 5-10. в то время как при раскатке цилиндрическим роликом угол закрутки составил 2-3°.
Контрольные измерения показывают, что при йс ,5-1% закрутка и
формуле: .р
е k(x)dx, п о
5
где
Ъ X 0
5
0
5
0
ширина стенки;
текущая координата по ширине; (х) - закон распределения деформа1Ц1И по ширине,
равно in, то пружинение уменьшается, так как за счет большего удлинения волокон сопряженной с полкой части стенки появляется дополнительный изгибающий момент в плоскости основного изгиба. Закрутка при этом равна нулю, так как среднее удлинение волокон стенки равно удлинению внешних волокон полки.
Способ опробован на установке, выполненной по схеме профилегибочного станка, оснаденной доводочным устройством в виде поворотной балки с прижимным гидроцилиндром и калибрующим роликом, ось которого перпендикулярна плоскости изгиба (фиг. 4). В качестве исходных заготовок использованы профили уголкового сечения 15 « 15 t 1,5 мм из Д16Т. При гибке полкой внутрь на радиус 300 мм с усилием : растяжения Ррист 6 кН, усилием прижима калибрующего ролика Рприж 2,5 кН и конусностью калибрующего ролика 0,2 получают нулевое значение пружи- нения при угле закрутки всего 5-10. в то время как при раскатке цилиндрическим роликом угол закрутки составил 2-3°.
Контрольные измерения показывают, что при йс ,5-1% закрутка и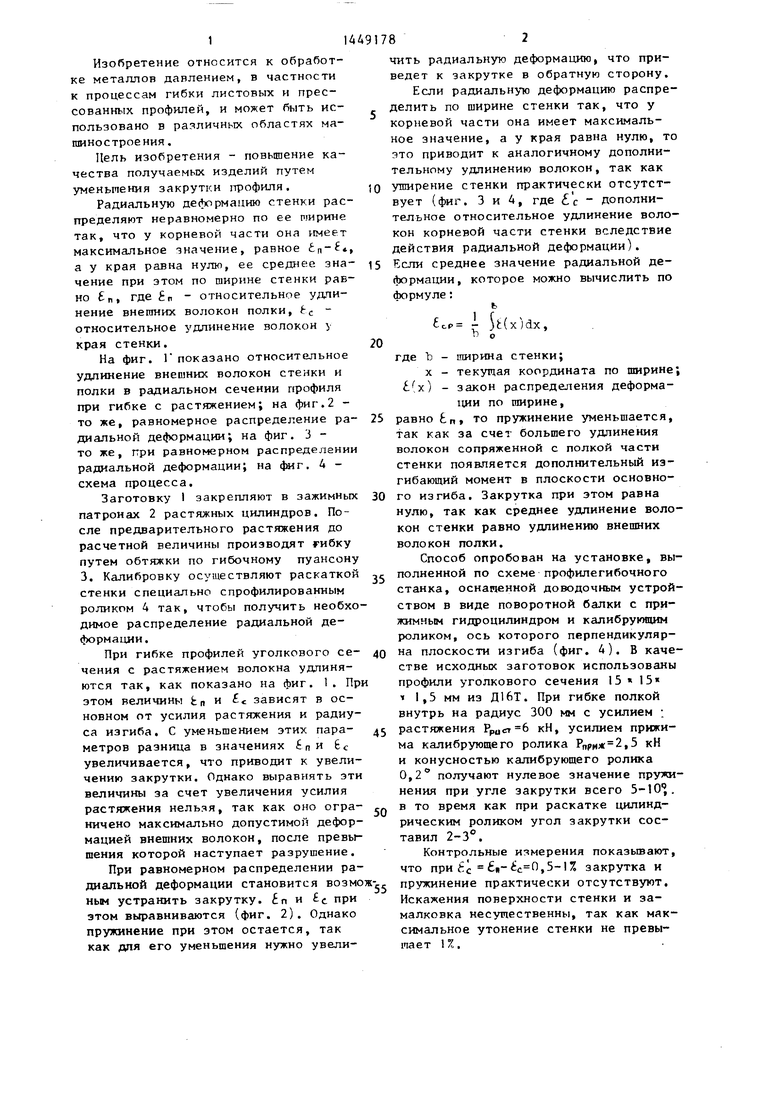
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ гибки профилей уголкового сечения | 1988 |
|
SU1558530A1 |
| УСТРОЙСТВО ДЛЯ ГИБКИ ПРОФИЛЕЙ НЕСИММЕТРИЧНОГО СЕЧЕНИЯ | 1998 |
|
RU2148456C1 |
| Способ гибки профилей | 1976 |
|
SU662200A1 |
| Способ производства гофрированных профилей | 1986 |
|
SU1342558A1 |
| Способ изготовления гнутых профилей | 1985 |
|
SU1299645A1 |
| Способ изготовления замкнутых профилей коробчатого типа | 1987 |
|
SU1498577A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ГРАНИЧНЫХ УСЛОВИЙ И КРИТЕРИЕВ ФОРМООБРАЗОВАНИЯ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ | 2006 |
|
RU2336135C2 |
| Способ изготовления листовых профилей с отбортовками | 1984 |
|
SU1248690A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШВЕЛЛЕРОВ ПРЕИМУЩЕСТВЕННО ИЗ МАТЕРИАЛОВ С ПОКРЫТИЕМ | 2004 |
|
RU2296025C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ ДЕТАЛЕЙ ИЗ ПРОФИЛЕЙ И ПОЛОС | 2004 |
|
RU2288801C2 |
Изобретение относится к обработке металлов давлением, в частности к процессам гибки листовых и прессованных профилей. Цель изобретения - повышение качества получаемых деталей путем уменьшение; закрутки профиля. Способ гибки профилей уголкового сечения полкой внутрь заключается в гибке заготовки по оправке с приложением осевого растяжения заготовки и неравномерного радиального обжатия по толщине в зоне гибки стенки, перпендикулярной плоскости изгиба. Максимальное радиальное обжатие прикладывают к корневой части стенки. Оно равно , где кп относительное удлинение волокон полки; с- относительное удпинение волокон у края стенки, и убьшает до нуля у края стенки. Цри этом среднее результирующее значение относительного удлинения по высоте стенки равно по величине относительному удпинению внешних волокон полки. 4 ил. (Л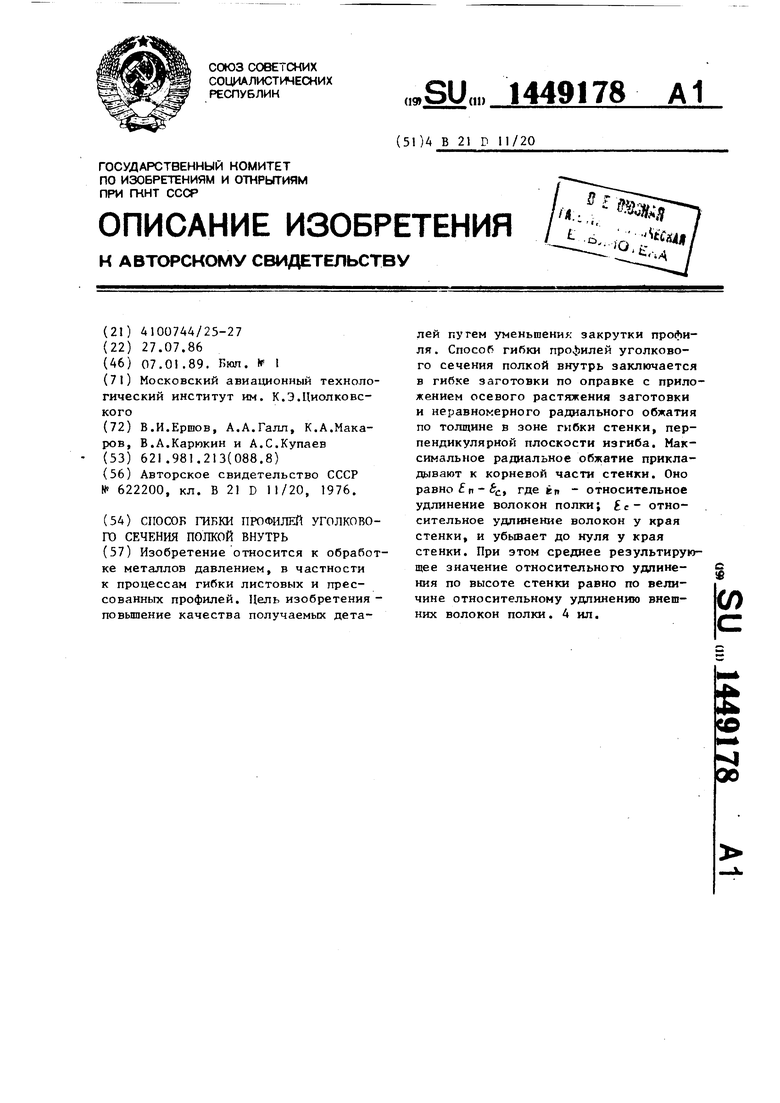
диальной деформации становится возмож-, пружинение практически отсутствуют.
иым устранить закрутку. п и с при этом вьфавниваются (фиг. 2). Однако пружинение при этом остается, так как для его уменьшения нужно увелиИскажения поверхности стенки и за- малковка несущественны, так как максимальное утонение стенки не превышает I %.
Искажения поверхности стенки и за- малковка несущественны, так как максимальное утонение стенки не превышает I %.
Экспериментальные исследования показывают, что использование способа позволяет значительно повысить качество получаемых деталей за счет уменьшения закрутки.
Формула изобретения
Способ гибки профилей уголкового сечения полкой внутрь, заключающийся в гибке заготовки по оправке с приложением осевого растяжения к заготовке и радиального обжатия по тол ////////////7/.
«Pit./
Ьс
У///////////777,
«г.г
щине в зоне гибки стенки, перпендикулярной плоскости изгиба, отличающийся тем, что, с целью повышения качества получаемых изделий путем уменьшения закрутки профиля, радиальное обжатие стенки производят неравномерно по ее высоте с максимальной величиной у корневой ее части, равной ., убывающей до нуля у края стенки, где р - относительное удлинение волокон полки; с - относительное удлинение волокон у края стенки.
е.
е е/7
КощеВаи
часть
стент
//////////77/.
7
Стенка
X
Внешние
Волокна
полки.
Уу
Полна
Ррвсгг ях
прижина
| Преобразователь "фаза-временной интервал" | 1977 |
|
SU622200A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
