СП СП 00 СП
со
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ гибки профилей уголкового сечения полкой внутрь | 1986 |
|
SU1449178A1 |
| УСТРОЙСТВО ДЛЯ ГИБКИ ПРОФИЛЕЙ НЕСИММЕТРИЧНОГО СЕЧЕНИЯ | 1998 |
|
RU2148456C1 |
| Способ гибки профилей | 1976 |
|
SU662200A1 |
| ГИБОЧНОЕ ПРИСПОСОБЛЕНИЕ С КАЧАЮЩИМИСЯ ВАЛЬЦОВОЧНЫМИ РОЛИКАМИ | 2005 |
|
RU2349405C2 |
| СПОСОБ ИЗГИБА ГНУТОГО ШВЕЛЛЕРА | 2002 |
|
RU2232658C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЯ С ЛОКАЛЬНЫМИ УТОЛЩЕНИЯМИ ИЗ ПОЛОСОВОЙ ЗАГОТОВКИ | 1992 |
|
RU2015774C1 |
| Способ гибки длинномерных полых изделий с профилем открытого типа | 2018 |
|
RU2691478C1 |
| Технологический инструмент для винтовой прокатки труб | 1987 |
|
SU1424888A1 |
| ЛЕСТНИЧНЫЙ РАМНЫЙ УЗЕЛ ДЛЯ МОТОРНОГО ТРАНСПОРТНОГО СРЕДСТВА | 1995 |
|
RU2126306C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ U-ОБРАЗНОГО ПРОФИЛЯ С РАСПОЛОЖЕННЫМИ ПО ДЛИНЕ ПОЛКАМИ ПОД КРЕПЛЕНИЕ РАЗЛИЧНЫХ УСТРОЙСТВ | 2012 |
|
RU2506135C1 |
Изобретение относится к обработке металлов давлением и может быть использовано в самолетостроении, судостроительной промышленности и других областях машиностроения. Цель изобретения - повышение качества при гибке уголковых профилей полкой наружу. При гибке профилей один конец заготовки 1 закрепляют с помощью зажимного устройства 2 на гибочной оправке 3, другой - в зажимном патроне 4 растяжного гидроцилиндра. После предварительного осевого растяжения производят гибку-обтяжку профиля 1 с растяжением по гибочной оправке 3. В зоне гибки производят обжатие по толщине полки, лежащей в плоскости изгиба с помощью пары роликов 5, и раскатку стенки, перпендикулярной плоскости изгиба, с помощью калибрующего ролика 6, ось которого наклонена к плоскости изгиба на заданный угол α, который вычисляют по формуле TGΑ=(εп-εс) с/в, где с - толщина стенки
в - высота стенки
εп - относительное удлинение внешних волокон полки
εс - относительное удлинение волокон концевой части стенки после гибки с осевым растяжением. Качество получаемых изделий повышается за счет уменьшения закрутки. 7 ил.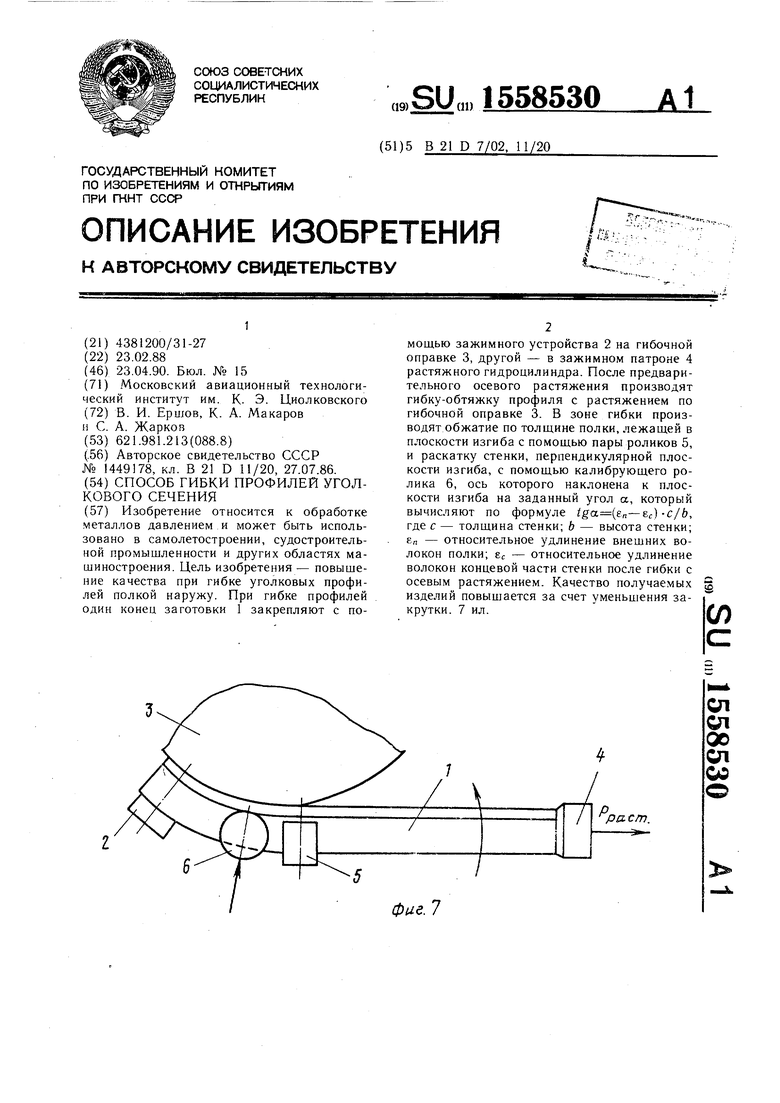
фае. 7
Изобретение относится к обработке металлов давлением, в частности к способам гибки профилей на оправке.
Цель изобретения - повышение качества профилей при гибке полкой наружу.
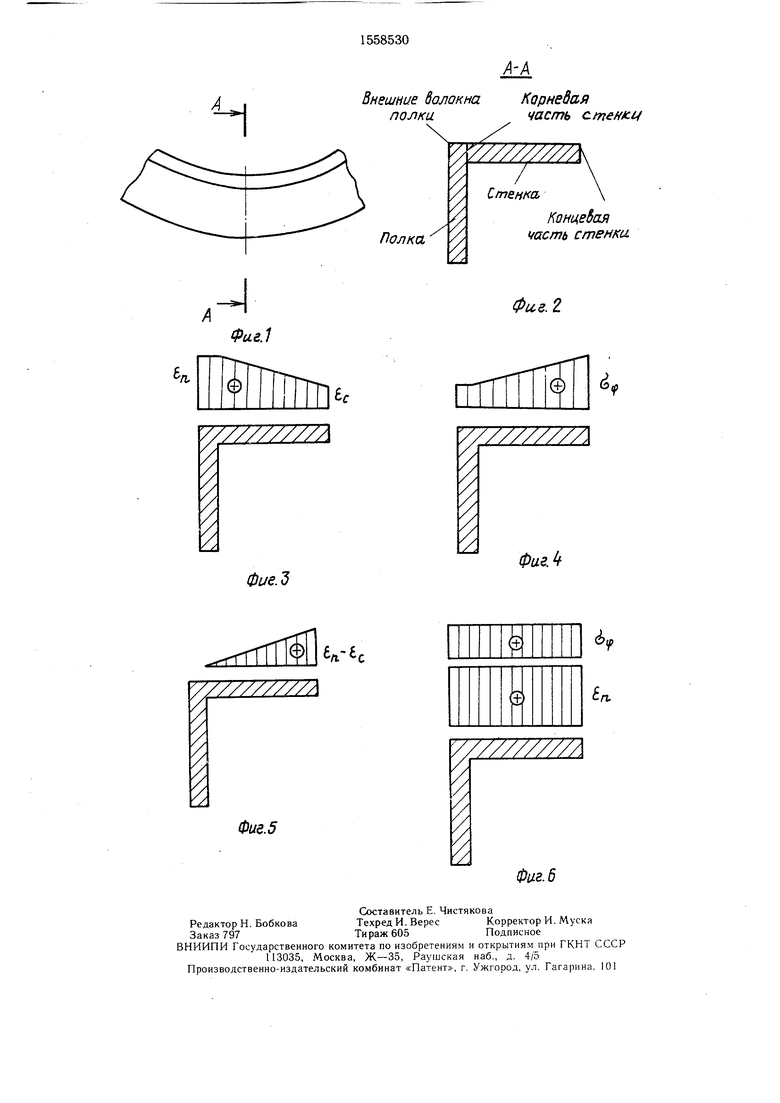
На фиг. 1 показано расположение внешних волокон полки, концевой и корневой
частей стенки при гибке уголковых профилей полкой наружу; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 и 4 - распределение деформаций и напряжений в тангенциальном направлении соответственно по высоте стенки; на фиг. 5 - дополнительное удлинение волокон стенки за счет ее неравномерного обжатия; на фиг. 6 - рас- тределение результирующих деформаций и напряжений в тангенциальном направлении; :ia фиг. 7 - схема процесса
При гибке профилей уголкового сечения с осевым растяжением полкой наружу по известному способу производят переменное по ширине ее обжатие по толщине в зоне гибки. Это приводит к большему удлинению волокон полки относительно волокон стенки, что позволяет компенсировать пру- жинение, но при этом из-за неравномер- ного распределения деформаций в тангенциальном направлении по высоте стенки (наибольшее удлинение получают близлежащие к полке волокна, фиг. 3), происходит перераспределение растягивающих напряжений в тангенциальном направлении (фиг. 4), так как более удлиненные в результате обжатия полки волокна воспринимают меньшую часть усилия осевого растяжения. Эпюра напряжений получается неуравновешенной относительно центра тяжести сечения, что приводит к закрутке после снятия нагрузки. При равномерном обжатии по высоте стенки, перпендикулярной плоскости изгиба, происходит равномерное по высоте удлинение ее волокон, т. е. эпюра напряжений остается неуравновешенной от- носитсльно центра тяжести сечения.
Если произвести неравномерное по высоте обжатие стенки, перпендикулярной плоскости изгиба, с максимальным значением у края, равным е„-ес (где гп - относительное удлинение внешних волокон полки, 8С - относительное удлинение концевой части стенки после гибки с осевым растяжением), убывающим по линейному закону до нуля у корневой части, то это приводит к аналогичному дополни- гельному удлинению ее волокон, так какуши- ренье практически отсутствует и задачу можно рассматривать как плоскую. Так как удлинение волокон по всей высоте стенки равно е„, то и напряжения е распределены равномерно, т. е. не будет момента внутренних сил относительно центра тяжести, а следовательно, и закрутки после снятия нагрузки.
0 5 0
Q 5
5
Способ опробован на экспериментальной установке, выполненной по схеме профиле- гибочного станка, оснащенной доводочным устройством в виде поворотной балки с прижимным гидроцилиндром и калибрующим роликом, а также парой роликов, предназначенных для обжатия по толщине полки, лежащей в плоскости изгиба.
На схеме (фиг. 7) рассматриваемого технологического процесса один конец заготовки 1 закрепляют с помощью зажимного устройства 2 на гибочной оправке 3, другой - в зажимном патроне 4 растяжного гидроцилиндра. После предварительного осевого растяжения производят гибку- обтяжку профиля с растяжением по гибочной оправке 3. В зоне гибки производят обжатие по толщине полки, лежащей в плоскости изгиба с помощью пары роликов 5, и раскатку стенки, перпендикулярной плоскости изгиба, с помощью калибрующего ролика 6, ось которого наклонена к плоскости изгиба на заданный угол а, который можно вычислить по формуле
tga(e.n-Ec)c/b,
где с - толщина стенки;
b - высота стенки.
В качестве исходных заготовок использованы профили уголкового сечения 15Х15Х XI,5 мм из Д16Т. При гибке полкой наружу на радиус 300 мм с усилием осевого растяжения 4 кН, усилием прижима калибрующего ролика 1,5 кН и углом наклона оси вращения калибрующего ролика к плоскости изгиба ,3°, при максимальной величине обжатия полки по толщине 3,5% получают нулевые значения пружинения и закрутки после снятия нагрузки. При гибке без раскатки стенки величина закрутки составляет 2,5-3°.
Экспериментальные исследования показывают, что использование предлагаемого способа позволяет значительно повысить качество получаемых деталей за счет уменьшения закрутки.
Формула изобретения
Способ гибки профилей уголкового сечения, заключающийся в гибке заготовки по оправке с приложением осевого растяжения к заготовке и неравномерного радиального обжатия по толщине в зоне гибки стенки, перпендикулярной плоскости изгиба, с максимальной величиной еп-ес, убывающей до нуля, где еп - относительное удлинение волокон палки, ес - относительное удлинение волокон у края стенки, отличающийся тем, что, с целью повышения качества при гибке профилей полкой наружу, максимальное обжатие производят у края стенки с убыванием до нуля по линейному закону.
-I
Фиг.1
Фие.Ъ
//////////Л
А-А
Внешние балокна КорнеВая
полкичасть с-тенкц
/,
а
Стенка,
Конце&ая часть стенки.
Фиг. 2
м
ФагЛ
&tf in.
| Способ гибки профилей уголкового сечения полкой внутрь | 1986 |
|
SU1449178A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
