1 /
Изобрютенив.относится к обработке металлов давлением, в частности к резь- бонакатным устройствам для накатьшанвя резьбы на малопластичных материалах, на пример, литых корпусах мясорубок из алю« миниевого сплаву и других подобных материалов.
. (.Известны устройства для накатывания резьбы, содержащие корпус, в отверстиях которого устагШвлены резьбонакатные ролики JlJ.
Известные резьбонакатные устройства не обеспечивают врэможнойти накатываний резьб на малопластичных материалах
Известно резьбонакатное устройство,
содержащее смонтированный в патроне уп- ругий корпус, в отверстиях которого уста новлены резьбонакатные ролики.
Однако это устройство непригодно при накатывании материалов с относительным удлинением 2-5% за один проход, так как разрушаются как накатные ролики инструмента, так и резьба изделия малой упругости устройства.
Целью изобретения является (повышение
упругости устройства при накатывании резьб на малопластичных материалах.
Это достигается тем, что предлагаемое реэьбонакатное устройство снабжено Промежуточной тонкостенной обоймой с отверстиями по периферии, установленной между корпусом и патроном. При этом отверстия в корпусе под резьбонакатные ролики выполнены с незамкнутым контуКом.
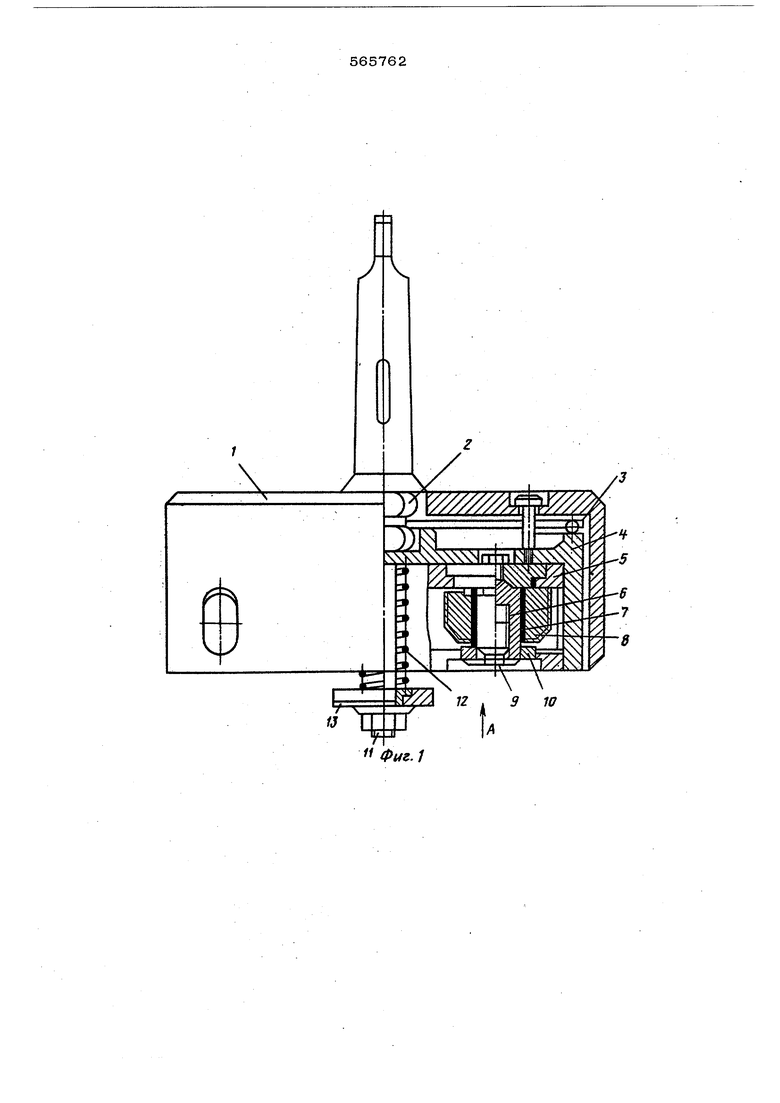
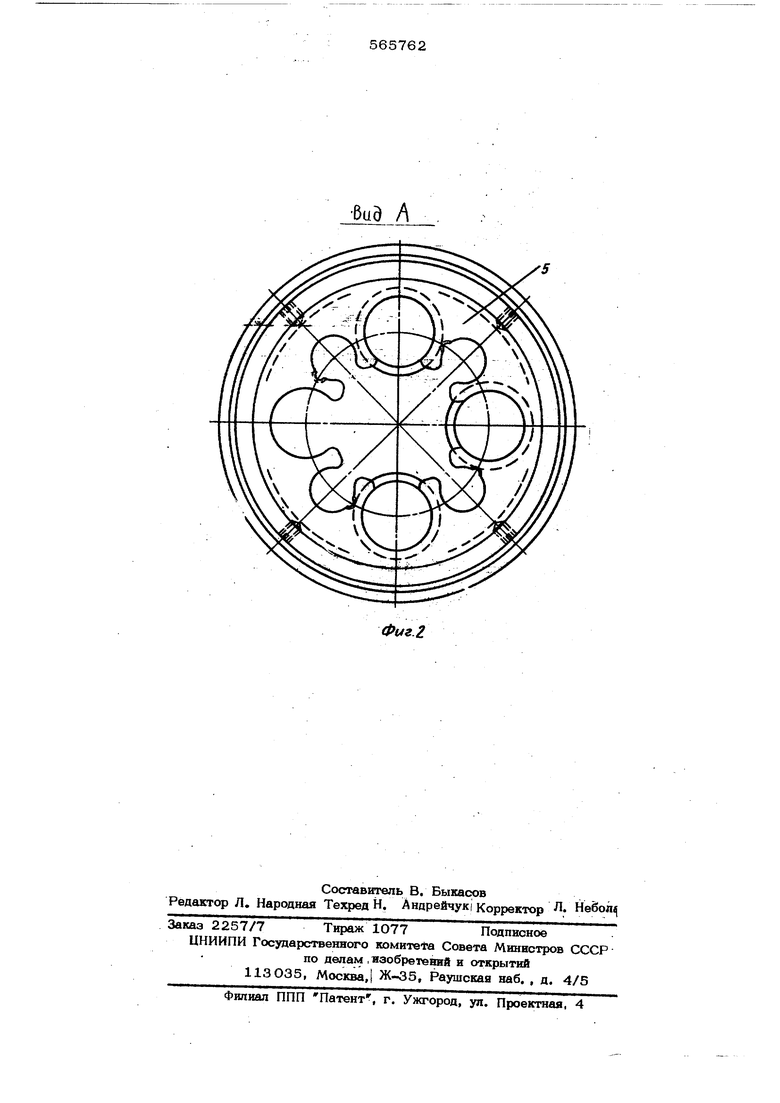
На фиг. 1 показано резьбонакатное устройство, общий вид; на фиг. 2 - вид
ПО стрелке А на фиг. 1.
Предлагаемое устройство содержит корпус 1 плавающего патрона с поводком 2, В корпусе установлен упорный подщип-, ник 3, на который опирается i тонкостенная обойма 4, по ее периферии выполнены сквозаые отверстия. В обойму 4 установлен корпус 5 накатной плашки, выполнелный тонкостенным, коробчатого сечения, с боль-
хант-я сквозными по периферии и сквозными в торцах, открытыми к центру отверстиями, в которых на осях б и игольчатых подшипниках 7 смонтированы накатные
ролики 8. Крепление их винтами 9 и коль цами Ю обеспечивает необходимые зазоры в вертикальной плоскости, что создает свободную самоустановку накатных роликов в пределах допусков.
Накатные круглые ролики с кольцевой нарезкой установлены под углом наклона несколько большим, чем угол наклона резьбы, что улучшает самозатягивание в начальный момент накатывания.
Для фиксации устройства относительно изделия и сохранения внутреннего диаметра накатываемого изделия в обойму 4 уст овпена оправка 11 с пружиной 12 и фиксирующий вкладьш 13.
Устройство работает следующим образом. Патрон крепится в шпиндель сверлиль нсйго, агрегатного или токарного станка, имеющего реверсивное устройство для пряч мого и обратнспго врашення, необходимого для резьбонакаты&ания и свинчивания. Изделие установлено в приспособление на станке. Вращающийся вместе с накатным устройством шпиндель станка подается вдоль оси на изделие автоматически или вручную. Фнкснрукиций вкладыш 13 под давлением пружины 12 входит в отверстие изделия. При этом обойма 4 вместе с жестко соединенной с ней накатной плашкой устанавливается по центру изделия и, захватив его.заборной частью роликов 8, перемещается на один шаг за каждый обот рот плаЩки, Происходит накатывание резьбы до заданной длины.
От регулируемого упора срабатывает реле реверса станка, включается обратное вращение и накатное устройство свинчивается с изделия. Шпиндель станка возвращается в исходное положение. После замены изделия цикл повторяется.
Предлагаемая; конструкция упругого
накатного устройства дает возможность накатывания резьб различных изделий из малопластичных металлов и сплавов с йизКИМ относительным. удлинением 2-5% взамен нарезания их, что обеспечивает высокую экономическую эффективность.
Предлагаемое устройство обеспечивает накатывание резьб в литых корпусных деталях, (Ьитингах, различных деталей из ,ковкого чугуна для санитарно-технических изделий и ДРУГ21Х массовых изделий.
Предварительный подсчет условной экономической эффективности от внедрения предлагаемого устройства для накатывания резьб на корпусах мясорубок из Ал9, выпускаемых на заводах СССР, составит свыше 200000 рублей, освободит свыше 2ОО токарных станков и свыше 350 токарей.
Формула изобретения
Резьбонакатное устройство, содержащее смонтированный в патроне упругий корпус, в отверстиях которого установлены резьбо- накатные ролики, отличающееся тем, что, с целью повышения упругости устройства для накатывания резьб на малопластичных материалах, оно снабжено промежуточной тонкостенной обоймой с отверстиями по периферии, установленной между корпусом и патроном, при этом отверстия в корпусе под резьбонакатные ролики выполнены с незамкнутым контуром.
Источники информации, принятые во внимание при экспертизе:
1.Султанов Т. А. Резьбонакатные головки, М., Машиностроение, 1966,
стр. 95, рис. 43.
2.Там же, с. 96, рис. 44.
V
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для накатывания резьб | 1975 |
|
SU607630A1 |
| РЕЗЬБОНАКАТНОЙ СТАНОК | 2000 |
|
RU2220019C2 |
| Резьбонакатная регулируемая плашка | 1982 |
|
SU1094658A1 |
| РЕЗЬБОНАКАТНАЯ ГОЛОВКА | 2002 |
|
RU2214883C2 |
| Устройство для накатывания резьб | 1976 |
|
SU609584A1 |
| Резьбонакатная плашка | 1986 |
|
SU1466858A1 |
| Резьбонакатная головка | 1982 |
|
SU1031605A1 |
| Резьбонакатная плашка | 1989 |
|
SU1646657A2 |
| Резьбонакатной станок | 1980 |
|
SU946754A1 |
| Блок крепления резьбонакатной головки | 1987 |
|
SU1738451A1 |
Bud Л
