Изобретение относится к устройствам для закрепления резьбонакатной головки в резцедержателях токарных станков.
Известно устройство для креппения резьбонакатной головки в резцедержателе токарного станка, содержащее стержень для установки в паз резцедержателя, соединенный с обоймой, имеющей отверстие для размещения цилиндрического хвостовика резьбонакатной головки.
Недостатком известного устройства является срыв резьбы при самозатягивании накатных роликов по концу обрабатываемой заготовки.
Цель изобретения - повышение качества резьбы за счет предупреждения срывов накатных роликов и точности установки относительно линии центров станка.
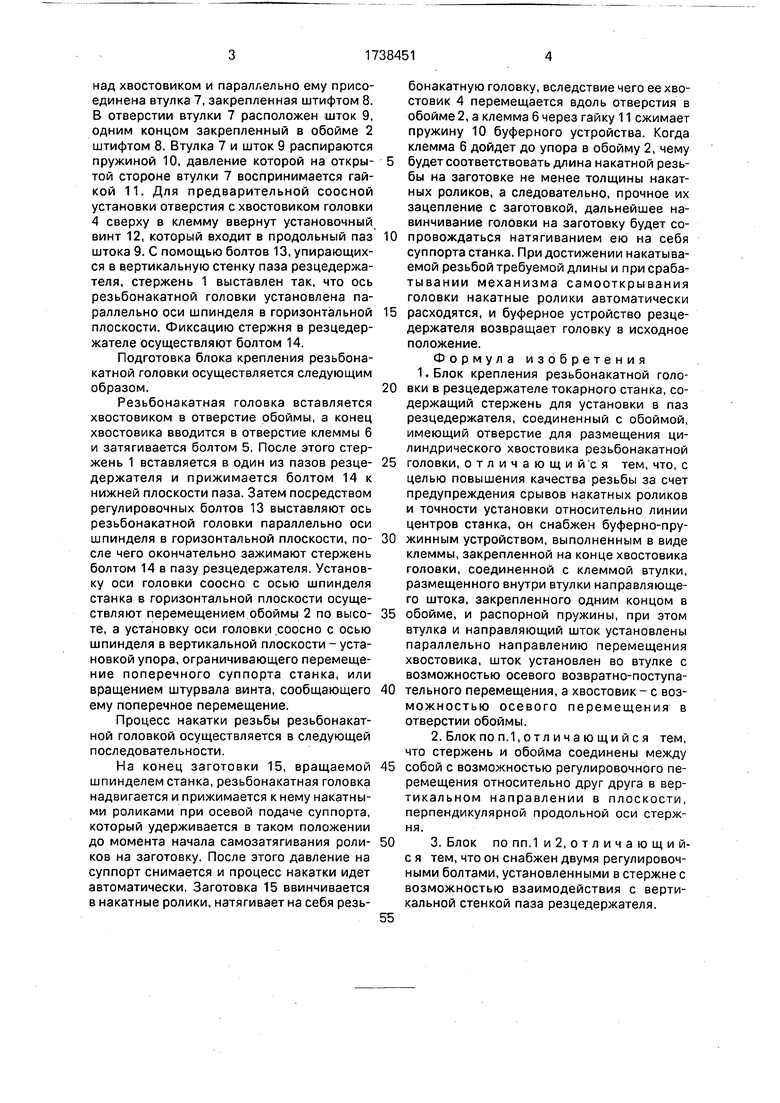
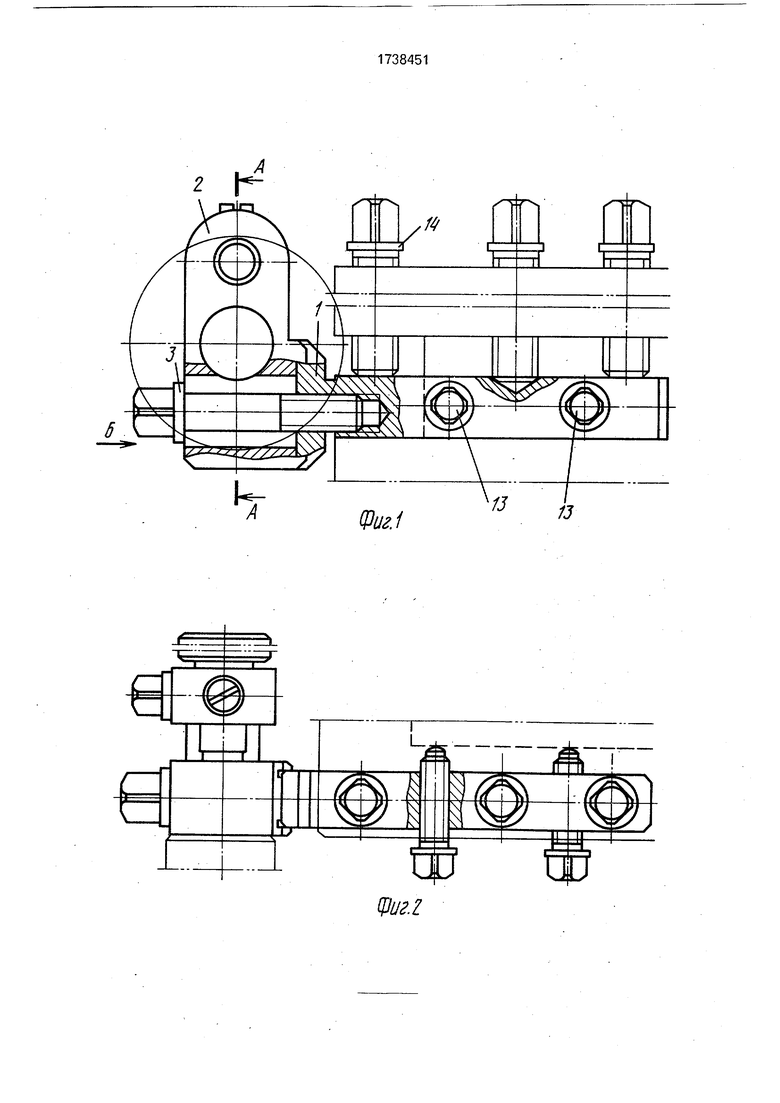
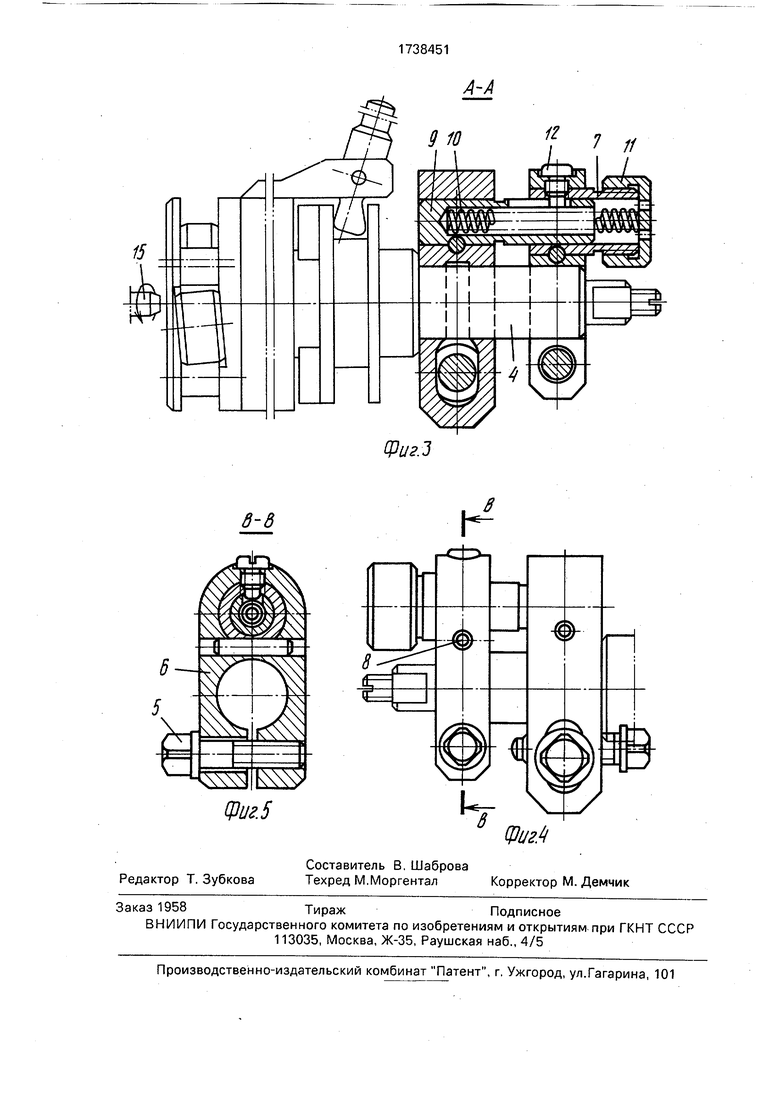
На фиг.1 изображен предлагаемый блок крепления, вид со стороны шпинделя станка; на фиг.2 - то же, вид сверху; фиг.З - разрез А-А на фиг.1; фиг.4 - вид Б на фиг 1, фиг.5 - разрез В-В на фиг.4.
Блок крепления резьбонакатной головки содержит стержень 1, соединенный с обоймой 2. Обойма и стержень соединены с возможностью регулирования положения относительно друг друга в плоскости, перпендикулярной продольной оси стержня в вертикальном направлении. Обойма и стержень стянуты болтом 3. Обойма 2 имеет посадочное отверстие, в котором установлен с возможностью осевого возвратно-поступательного перемещения цилиндрический хвостовик 4 резьбонакатной головки. На конце хвостовика закреплена посредством болта 5 клемма 6, к которой
XI
00 00
сл
над хвостовиком и параллельно ему присоединена втулка 7, закрепленная штифтом 8. В отверстии втулки 7 расположен шток 9, одним концом закрепленный в обойме 2 штифтом 8. Втулка 7 и шток 9 распираются пружиной 10, давление которой на открытой стороне втулки 7 воспринимается гайкой 11. Для предварительной соосной установки отверстия с хвостовиком головки 4 сверху в клемму ввернут установочный винт 12, который входит в продольный паз штока 9. С помощью болтов 13, упирающихся в вертикальную стенку паза резцедержателя, стержень 1 выставлен так, что ось резьбонакатной головки установлена параллельно оси шпинделя в горизонтальной плоскости. Фиксацию стержня в резцедержателе осуществляют болтом 14.
Подготовка блока крепления резьбонакатной головки осуществляется следующим образом.
Резьбонакатная головка вставляется хвостовиком в отверстие обоймы, а конец хвостовика вводится в отверстие клеммы 6 и затягивается болтом 5. После этого стержень 1 вставляется в один из пазов резцедержателя и прижимается болтом 14 к нижней плоскости паза. Затем посредством регулировочных болтов 13 выставляют ось резьбонакатной головки параллельно оси шпинделя в горизонтальной плоскости, после чего окончательно зажимают стержень болтом 14 в пазу резцедержателя. Установку оси головки соосно с осью шпинделя станка в горизонтальной плоскости осуществляют перемещением обоймы 2 по высоте, а установку оси головки .соосно с осью шпинделя в вертикальной плоскости - установкой упора, ограничивающего перемещение поперечного суппорта станка, или вращением штурвала винта, сообщающего ему поперечное перемещение.
Процесс накатки резьбы резьбонакатной головкой осуществляется в следующей последовательности.
На конец заготовки 15, вращаемой шпинделем станка, резьбонакатная головка надвигается и прижимается к нему накатными роликами при осевой подаче суппорта, который удерживается в таком положении до момента начала самозатягивания роликов на заготовку. После этого давление на суппорт снимается и процесс накатки идет автоматически. Заготовка 15 ввинчивается в накатные ролики, натягивает на себя резьбонакатную головку, вследствие чего ее хвостовик 4 перемещается вдоль отверстия в обойме 2, а клемма 6 через гайку 11 сжимает пружину 10 буферного устройства. Когда клемма 6 дойдет до упора в обойму 2, чему
будет соответствовать длина накатной резьбы на заготовке не менее толщины накатных роликов, а следовательно, прочное их зацепление с заготовкой, дальнейшее навинчивание головки на заготовку будет сопровождаться натягиванием ею на себя суппорта станка. При достижении накатываемой резьбой требуемой длины и при срабатывании механизма самооткрывания головки накатные ролики автоматически
расходятся, и буферное устройство резцедержателя возвращает головку в исходное положение.
Формула изобретения 1.Блок крепления резьбонакатной головки в резцедержателе токарного станка, содержащий стержень для установки в паз резцедержателя, соединенный с обоймой, имеющий отверстие для размещения цилиндрического хвостовика резьбонакатной
головки, отличающий с я тем, что, с целью повышения качества резьбы за счет предупреждения срывов накатных роликов и точности установки относительно линии центров станка, он снабжен буферно-пружинным устройством, выполненным в виде клеммы, закрепленной на конце хвостовика головки, соединенной с клеммой втулки, размещенного внутри втулки направляющего штока, закрепленного одним концом в
обойме, и распорной пружины, при этом втулка и направляющий шток установлены параллельно направлению перемещения хвостовика, шток установлен во втулке с возможностью осевого возвратно-поступательного перемещения, а хвостовик - с возможностью осевого перемещения в отверстии обоймы.
2. Блок по п.1, от л и ч а ю щи и с я тем, что стержень и обойма соединены между
собой с возможностью регулировочного перемещения относительно друг друга в вертикальном направлении в плоскости, перпендикулярной продольной оси стержня.
3, Блок по пп.1 и 2, о т л и ч а ю щ и й- с я тем, что он снабжен двумя регулировочными болтами, установленными в стержне с возможностью взаимодействия с вертикальной стенкой паза резцедержателя.
ft
k
а
1
Фиг.1
13
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАКАТЫВАНИЯ НАРУЖНЫХ РЕЗЬБ | 2004 |
|
RU2253532C1 |
| САМОРАСКРЫВАЮЩАЯСЯ РЕЗЬБОНАКАТНАЯ ГОЛОВКА | 2004 |
|
RU2253533C1 |
| РЕЗЬБОФРЕЗЕРНО-НАКАТНАЯ ГОЛОВКА | 2004 |
|
RU2268117C1 |
| РЕЗЬБОНАКАТНОЙ СТАНОК | 2000 |
|
RU2220019C2 |
| РЕЗЬБОНАКАТНАЯ ГОЛОВКА | 2002 |
|
RU2214883C2 |
| СПОСОБ РЕЗЬБОФРЕЗЕРОВАНИЯ С НАКАТЫВАНИЕМ | 2004 |
|
RU2252099C1 |
| Резьбонакатная головка | 1988 |
|
SU1538974A1 |
| НАКАТНАЯ ГОЛОВКА | 1995 |
|
RU2076786C1 |
| Радиальная резьбонакатная головка | 1981 |
|
SU958022A1 |
| Режуще-резьбонакатная головка | 1986 |
|
SU1315180A1 |
Использование: в обработке металлов давлением, в частности при накатывании резьб на токарных станках. Сущность изобретения: блок крепления резьбонакатной головки включает стержень, соединенный с обоймой, буферно-пружинное устройство и резьбонакатную головку. Указанное соединение позволяет регулировать положение стержня относительно обоймы в вертикальном направлении. В обойме выполнено отверстие для размещения цилиндрического хвостовика. Буферно-пружинное устройство выполнено в виде клеммы, закрепленной на конце хвостовика, соединенной с клеммой втулки, размещенного внутри втулки направляющего штока и распорной пружины. Втулка и шток установлены параллельно направлению перемещения хвостовика. Шток установлен во втулке с возможностью осевого возвратно-поступательного перемещения, а хвостовик - с возможностью осевого перемещения в отверстии обоймы. Стержень соединен с обоймой с возможностью регулировочного перемещения относительно друг друга в вертикальном направлении. 2 з.п. ф-лы, 5 ил. сл с
tez
з-в
Фиг. 5
7 //
Фиг.З
(Риг4
| Инструкция по эксплуатации универсальных резьбонакатных головок типа ВНГН (з-д Фрезер) | |||
| М., 1974, рис.5. |
