1
Изобретение касается магнитно абразивной обработки изделий и может найти применение в инструментальном и кузнечно-штамповом производстве, например, для полирования рабочей фигуры штампов или пресс-форм.
Известно устройство для магнитно-абразивного полирования, содержащее вертикально установленный,шпиндель с магнитным индуктором и СТОЛ ДЛЯ крепления датали и перемещения ее в горизонтальной
ПЛОСКОСТИ l .
Это устройство применяется для магнитно-абразивного полирования плоскостей д не позволяет осуществить обработку слр) ных профилей, например рабочах фигур, штампов и пресс-форм.
Известно также устройство.для магнитчо-а% азшной обработки находящиеся под воздействием электромагнитного поля даталей, помещенных в ванну, заполненную магнитно-абразивной суспензией, перемешнаавмой посредством вертикально-устаHOBfieHHoro ротора с многолопастной мешалкой 2 .
Такое устройство не обеспечивает ка-чественной обработки, т.е. равномерного съема метериапа по отдельным участкам поверхности, содержащей м -местныв углубления и выступы, так как в процессе обработки таких поверхностей образуются мертвые зоны.
Целью изобретения является интенсификация процесса и повышение качества обработки за счет обеспечения струйной направленности суспензии по обрабатываемой поверхности сложной геометрической формы.
Это достигается тем, что устройство снабжено насадкой с вьшолненными в донной части прорезями, которая обхватывает многопластную мешалку и установлена на роторе с возможностью вращения относительно последней.
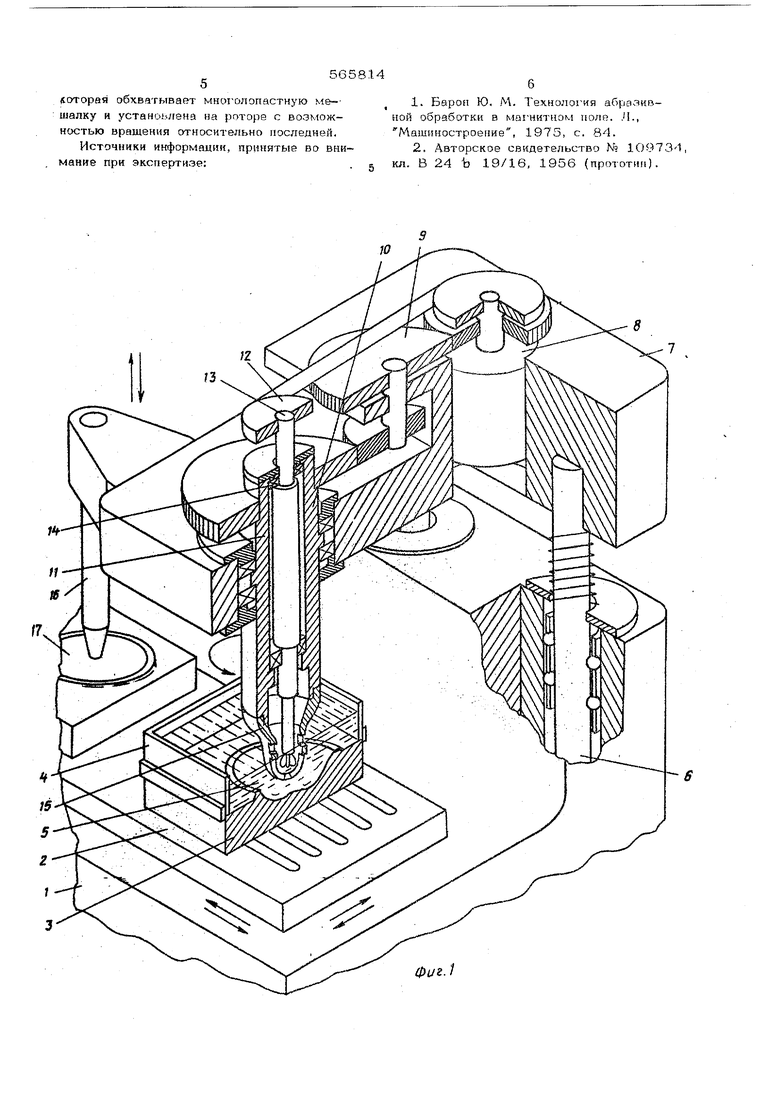
На фиг. 1 приведена кинематическая схема устройства для магнитно-абразивного полирования; на фиг. 2 - изображена зона обработки.
Устройство содержит корпус 1 с установленными на нем координатным столом 2 с электромагнитной плитой для раэмешения детали 3 и установленной на об батываемой поверхности детали 3 ванны 4 с суспензией 5 ферромагнитного абраз ного порошка, установленную в цилиндрических шариковых направляюшкх 6 в корпусе 1 подпружиненную шпиндельную головку 7 с электродвигателем 8, зубчатой передачей «9 для вращения насадки 10, установленной в подшипниковых опоpax 11 корпуса шпиндельной головки 7, в полнвнной с прорезями в донной части, и с ременной передачей 12 для вращения вертикального вала 13, установленного в подшипниковых опорах 14 в насадке 10, несущей в нижней части лопасти 15, копирноэ устройство, состоящее из штока 1 связанного с корпусом шпиндельной головки 7, контактирующего с шаблоном17 закрепленным на плите координатного сто ла 2. Устройство работает следующим образом. На электромагнитной плите координатного стола 2 крепят деталь 3 с ра бочей фигурой. На поверхности детали 3 устанавливают ванну 4 и залолняаот суспензией 5 ферромагнитного абразивного порошка. Под воздействием магнитного поля плиты ферромагнитный абразивный п рошок притягивается и концентрируе1ч;я на поверхности рабочей фигуры детали 3 (см, фиг. 2). На плите стола 2 крепят шаблон 17 и настраивают определенный зазор между дониой частью насадки 1О и поверхностью рабочей фигурьл детали 3. После этого включают перемежение ко {Нрдинатного стола 2 с плитой и деталью 3 с одновраменвым включением электродв гателя 8 я передачей вращения через зуб чатую передачу 9 иа насадку 10 и через ременную передачу 12 на вертикальный вал 13 с лопастями 15. При вращении вала 13 (см. фиг. 2) и насадки 10 под в1 здействием лопастей IS « прорезей данной части насадки образуются струя в суспензии 5, направленные на рабочую воверхиость детали 3 и сообзпаквше кинетическую энергию ферромагнитному абразивному порошку, скоквевтрнрооашюму на обрабатываемой поверхности. Применение в данном устройстве насадки с прорезями в донной части, врашаюшейся относительно многолопастиой мешалки, позволяет создать направлоиност струй в суспензии под различными углами атаки к поверкностн обработки. Это позволяет исключить образование мертвых зон в процессе полирования за счет пос ледовательного прохождения струй по обрабатываемой поверхности под различными углами и расширить технологические возможности устройства за счет обеспечения ведения процесса полирования поверхностей с местными углублениями,, ребрами и т.п. ( в частности рабочих фигур.штампов и пресс-форм сложной геометрической формы). Схема обработки с образованием перемещающихся струй под различным углом атаки при перемешивании относительно обрабатываемой поверхности позволяет :.. интенсифицировать процесс обработки за счет увеличения угла атаки струй иодновременно повысить качество (равномерность) обработки. Скорость вращения . ; насадки с прорезями относительно вращающейся мкоголопаствой мешалки выбирается из условий непрерывно-последовательной обработки поверхности. Одно из граничных условий, обеспечивающах непрерывно-последовательную обработку, - угловая скорость насадки должна быть СО О. Второе граничное условие - при повороте многопопаст- ной мешалки на угол между соседними лопастями стакан должен повернуться на угол, на превышающий угол прорези. При перемещении г ферромагнитного абразивного порошка относительно поверхности под ,воздействием направленных струй происходит процесс полирования. Намагничивание детали 3 обеспечивает концентрацию порошка на обрабатываемой поверхности. В устройстве можно применять сменные насадки хвостовика ;вала с лопастями и донной части с прорезями стакана шпинделя в зависимости от формы и размеров обрабатываемых фигур. Формула изобретения Устройство для магнитно-абразивной обработки находящихся под воздействием электромагнитного поля деталей, иомвшен- ных , в ванну, заполненную магнитно-абразивной суспензией, перемешиваемой посредством вертикально установленного ротора с многолопастной мешалкой, отличающееся тем, что, с целью интенсификации процесса и повьшшния качества обработки за счет обеспечения струйной направленности суспензии по обрабатываемой поверхности, оно снабжено насадкой с выполненными в донкой части прорезями. 565 «оторая обхватывает многолопастную ме-шапку и устаноьлена на роторе с возможностью вращения относительно последней. Источники информации, принятые во внимание при экспертизе: 1.Барон Ю. М. Технология абразивной обработки в магнитном поле. ,., Машиностроение, 1975, с. 84. 2.Авторское свидетельство N 1О9731, кл. В 24 Ъ 19/16, 1956 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ КАНАЛОВ СЛОЖНОЙ ФОРМЫ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2020 |
|
RU2764538C1 |
| Устройство для магнитно-абразив-НОй ОбРАбОТКи | 1978 |
|
SU848318A1 |
| Устройство для финишной обработки деталей и снятия с них заусенцев (его варианты) | 1987 |
|
SU1838077A3 |
| Устройство для магнитно-абразивной обработки | 1990 |
|
SU1785881A1 |
| УСТРОЙСТВО ДЛЯ МАГНИТНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2002 |
|
RU2220836C1 |
| КОМПОЗИЦИОННЫЙ ФЕРРОАБРАЗИВНЫЙ ПОРОШОК И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2366676C2 |
| УСТРОЙСТВО ДЛЯ ПОВЕРХНОСТНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 1993 |
|
RU2069618C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МИНИАТЮРНЫХ ДЕТАЛЕЙ ИЗ МЕДИ ДЛЯ ЭЛЕКТРОННЫХ ПРИБОРОВ СВЧ | 2022 |
|
RU2796896C1 |
| СПОСОБ АНОДНОГО МАГНИТОАБРАЗИВНОГО ПОЛИРОВАНИЯ НЕМАГНИТНЫХ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2022 |
|
RU2779560C1 |
| Способ полирования деталей типа тел вращения | 1990 |
|
SU1722791A1 |
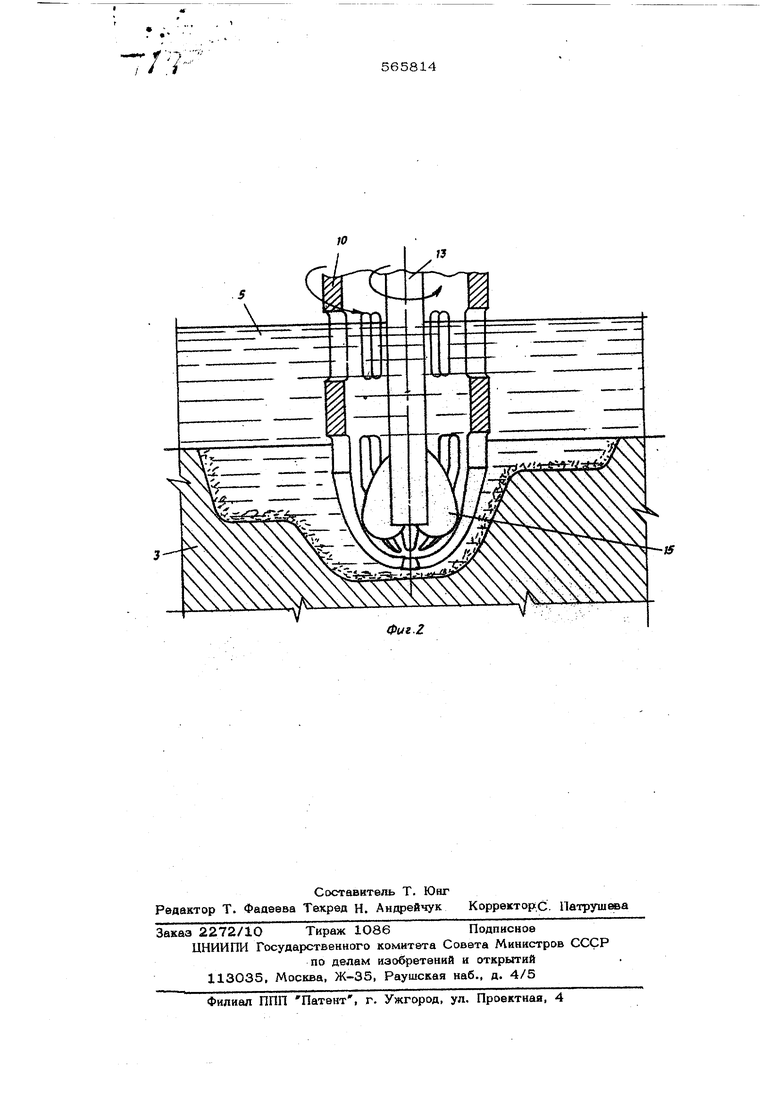
Фиг.2
