(54) СПОСОБ ОБРАБОТКИ СВАРНЫХ СОЕДИНЕНИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки сварных соединений | 1981 |
|
SU1074911A1 |
| СПОСОБ ОБРАЗОВАНИЯ СТЫКОВЫХ СВАРНЫХ ШВОВ НА ТРУБАХ | 2005 |
|
RU2293639C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТРУБНЫХ ШПИЛЕК | 2003 |
|
RU2254950C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТРУБНЫХ ШПИЛЕК | 2003 |
|
RU2254949C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТРУБНЫХ ШПИЛЕК | 2003 |
|
RU2271260C2 |
| СПОСОБ АВТОМАТИЧЕСКОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2017 |
|
RU2650463C1 |
| СВАРНЫЕ КОНСТРУКЦИИ ИЗ КОРРОЗИОННО-УСТОЙЧИВЫХ СПЛАВОВ В КОНСТРУКЦИЯХ ИЗ УГЛЕРОДИСТОЙ СТАЛИ И ТРУБОПРОВОДАХ, ВЫДЕРЖИВАЮЩИЕ ВЫСОКИЕ ОСЕВЫЕ ПЛАСТИЧЕСКИЕ ДЕФОРМАЦИИ | 2008 |
|
RU2452779C2 |
| МЕТАЛЛЫ СВАРНОГО ШВА С ВЫСОКОЙ ВЯЗКОСТЬЮ И ПРЕВОСХОДНЫМ СОПРОТИВЛЕНИЕМ ПЛАСТИЧЕСКОМУ РАЗРЫВУ | 2011 |
|
RU2584621C2 |
| Способ изготовления сварных титановых труб | 2015 |
|
RU2613256C1 |
| СПОСОБ ОБРАЗОВАНИЯ СТЫКОВЫХ СВАРНЫХ ШВОВ НА ТРУБАХ | 2005 |
|
RU2300451C2 |
1
Изобретение отнрсйгся к гехнопигии сварочного производства, а именно к способам обработки сварных швов, выполнен- iQjii аргоно-дуговым или микроплазменным: способом,
Одним из дефектов сварных швов, выполненных аргонй-дуговым и микроплазменным способами, является подрез шва, уменьшающий прочность сварного соединения.
Известен способ оъработки сварных соединений для устранения подреза и уве« личения радиуса сопряжения основного металла и сварного шва, заключающийся в наложении галтельных швов, т. е. повторной заварке места подреза. Галтельнь1е швы выполняются арноно-дуговой сваркой при помощи воль4 рамовых электродов с применением присадочной проволоки или оцчлавпением границы шва.
Однако в массовом производстве ответственных деталей, например при изготовлении высокопрочных особо тонкостенных труб, ввиду трудности соблюдения заданных технологических режимов указанный способ малоэффективен.
Другой способ обработки сварных сое динений заключается в том, что в процео-: се сварки, когда металл находится в пластичном состоянии, например в интервале устойчивости аустенита, производят прикидку, сварного шва и околошовной зоны. При этом повышается прочность шва, однако поярез шва не устраняется.
Целью изобретения является устранение подреза сварного шва.
Предлагаемый способ обработки сварных соединений, преимущественно труб, включает нагрев сварного шва до пластин- ного состояния и пластическую деформацию, шва, которую осуществляют осадкой торцов трубы навстречу друг другу.
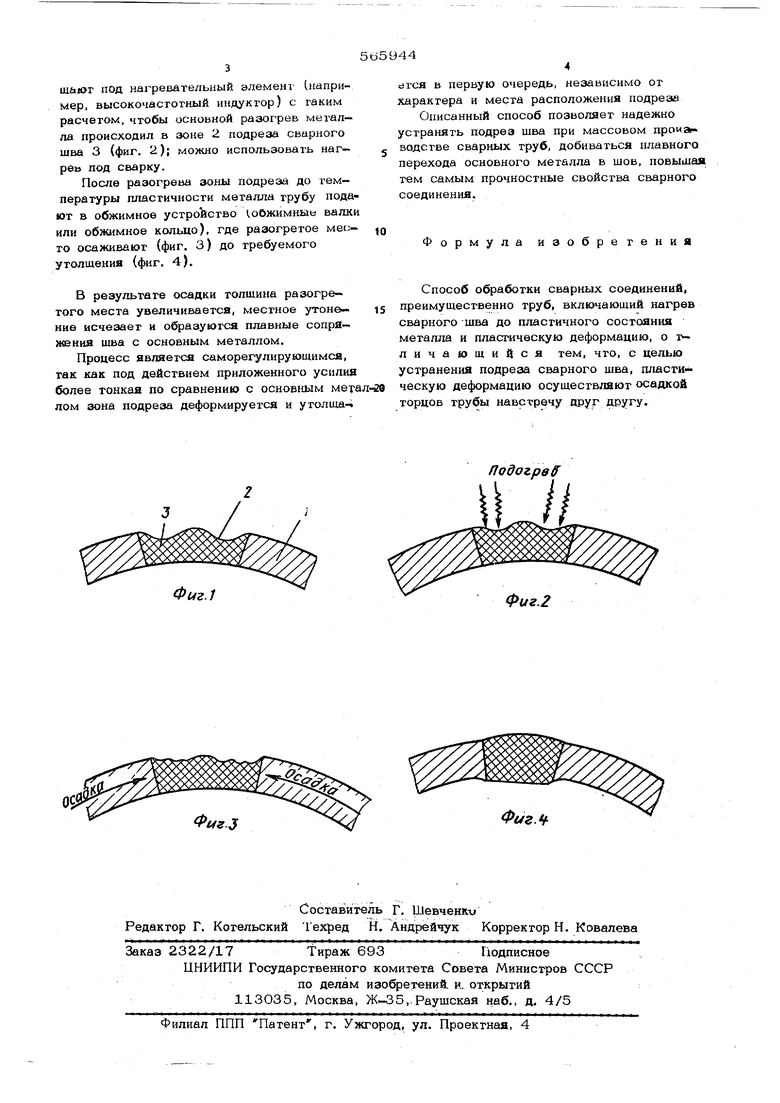
На фиг. 1 изображен сварной шов с подрезом; на фиг. 2 и 3 - две стадии обработки сварного шва по предлагаемому способу; на фиг. 4 - готовое сварное coe-i динение.
Предлагае мый способ осуществляют следующим образом.
Сварное изделие 1, например трубу, сваренную аргоно-дуговым способом, поме щаюг под нагревательный элемент (например, высокочастотный индуктор) с таким расчетом, чтобы основной разогрев металла происходил в зоне 2 подреза сварного шва 3 (фиг. 2); можно использовать наг- реь под сварку. После разогрева зоны подреза до температуры пластичности металла трубу подают в обжимное ycTpoiiCTBO oOжимныe валки или обжимное кольцо), где разогретое место осаживают {фиг. 3) до требуемого утолщения (фиг, 4). В результате осадки толщина разогретого места увеличивается, местное угоне-. нне исчезает и образуются плавные сопряжения иша с основным металлом. Процесс является саморегулирующимся, так как под действием приложенного усилия более тонкая по сравнению с основным мет лом зона подреза деформируется и утолща-i
Фиг.1
W.J
Подогрев
Фиг.2
Фиг.Ч dTCH В первую очередь, независимо от характера и места расположения подреза Описанный способ позволяет надежно устранять подрез шва при массовом прона водстве сварных труб, добиваться плавного перехода основного металла в шов, повышая тем самым прочностные свойства сварного соединения. Формула изобретения Способ обработки сварных соединений, преимущественно труб, включающий нагрев сварного шва до пластичного состояния металла и пластическую деформацию, о т- личающийся тем, что, с целью устранения подреза сварного шва, пластическую деформацию осуществляют осадкой торцов трубы навстречу друг другу.
