1
Изобретение может быть использовано при разливке расплавленных металлов в черной и цветной металлургии.
Известен способ изготовления изложниц, по которому для удержания формовочного состава в опоке используется литая, механически обработанная протяжная плита вепрот51. сом от 0,7 до 1,5Т
Протяжную плиту удаляют пЬсле затвер- Q девания отливки.Однако присутствие протятсной плиты вблизи кристаллизующейся изложницы вызывает образование отбеленного слоя чугуна на изложнице, что нежелательно.
Кроме того, протяжная плита, неравномерно разогреваясь во время заливки, подвергается короблению, вследствие чего жидкий чугун может проникать под протяжную плиту. и дорогостоящая механически обработанная плита может выйти из строя.20
Форма плиты должна быть выбрана со скосом в сторону изложницы для сохранения высоты изложницы, поэтому плита используется только с одной стороны.
Цель изобретения - повышение качества. 25
отливок путем устранения влияния протяжной плиты на кристаллизацию металла.
Поставленная цель достигается тем, что протяжную плиту удаляют после сушки литейной формы.
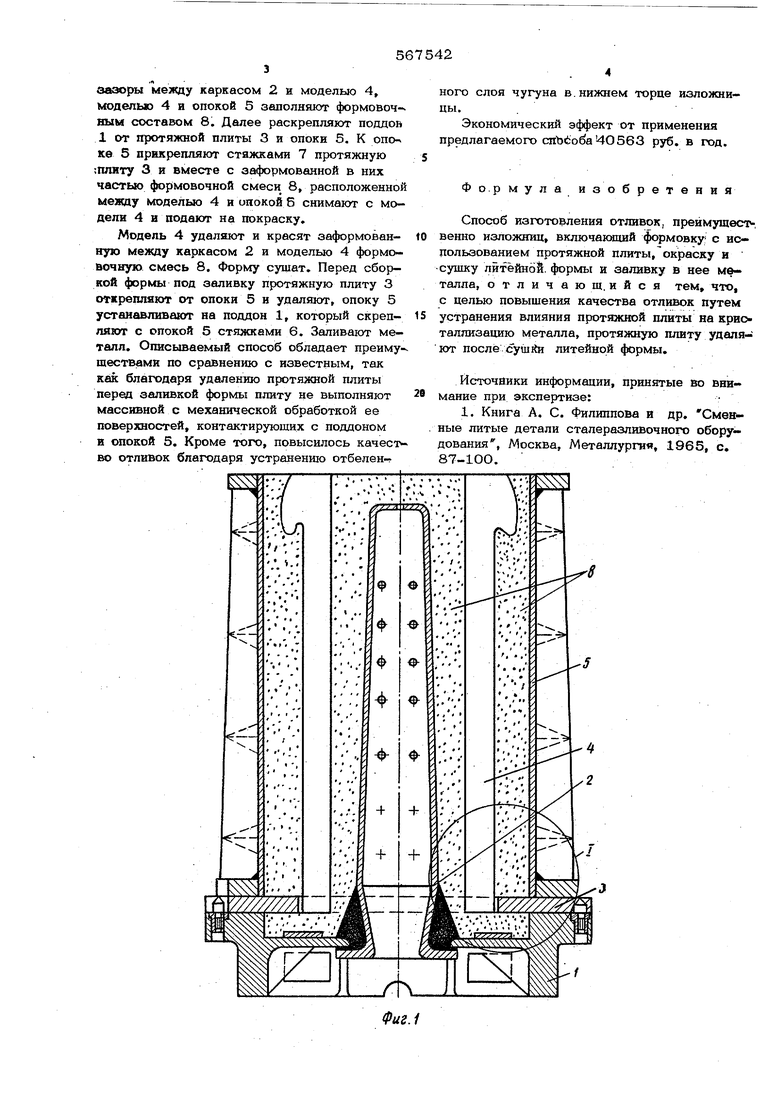
На фиг. 1 изображена литейная форма до сборки под заливку, разрез; на фиг. 2 узел 1 фиг. 1; на фиг. 3 - часть литейной формы без :поддона;; на фиг. 4 - литейная форма после сборки под заливку (протяжная плита удалена).
Форма включает поддон 1 с закрепленны на нем каркасом 2 и установленной на нем протяжной плитой 3, выполненной из листового проката, модель 4 и опоку 5. Поддон 1, протяжная плита 3 и опока 5 во время формовки скреплены между собой стяжками 6. После формовки протяжную| плиту 3 крепят к опоке 5 стяжками 7.
Способ состоит в следующем.
На ПОДД01 1 с закрепленным на нем каркасом 2 укладывают -протяжную плиту 3, на которую устанавливают модель 4, опоку 5, после чего поддон 1, протяжную плиту 3 и опоку 5 скрепляют стяжками 6. Затем
зазоры между каркасом 2 и моделью 4, моделью 4 и опокой 5 заполняют формовочным составом 8. Далее раскрепляют поддон 1 от протяжной плиты 3 и опоки 5. К опо ке 5 прикрепляют стяжками 7 протяжную ;го1иту 3 и вместе с ааформованной в них частью формовочной смеси 8, расположенной между моделью 4 и опокой 6 снимают с модели 4 в подают на покраску.
Модель 4 удаляют и красят заформованную между каркасом 2 и моделью 4 формовочную смесь В. Форму сушат. Перед сборкой формы под заливку протяжную плиту 3 открепляют от опоки 5 н удаляют, опоку 5 устанавливают на поддон 1, который скрепляют с опокой 5 стяжками 6, Заливают металл. Описываемый способ обладает преиму шествами по сравнению с известным, так как благодаря удалению протяжной плиты перед заливкой формы плиту не выполняют массивной с механической обработкой ее поверхностей, контактирующих с поддоном и етюкой 5, Кроме того, повысилось качество отливок благодаря устранению отбелен-
ноге слоя чугуна в. нижнем торце изложницы.
Экономический эффект от применения предлагаемого cnbtoda40 563 руб, в год.
Ф о.р мула изобретения
Способ изготовления отливок, преймущест-, венно изложниц, включающий формовку с использованием протяжной плиты, окраску и сушку литейной, формы и заливку в нее металла, отличают, ийся тем, что, с целью повышения качества отливок путем устранения влияния протяжной плиты на крис таллизацию металла, протяжную плиту удаляют после суш ite литейной формы.
Источники информации, принятые во внимание при экспертизе:
1. Книга А. С. Филиппова я др, Сменные литые детали сталеразливочного оборудования, Москва, Металлургия, 1965, с, 87-1ОО.
/J
Узел I
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления сталеразливочных изложниц | 1987 |
|
SU1507520A1 |
| Способ литья в вакуумные формы | 1982 |
|
SU1100038A1 |
| Способ изготовления изложницы | 1985 |
|
SU1366285A1 |
| ОТЛИВКИ В ЭЛЕКТРОМАГНИТНОЙ ФОРМЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2008 |
|
RU2402405C2 |
| Способ получения толстостенных отливок из доменного передельного чугуна | 1990 |
|
SU1747239A1 |
| Способ изготовления стальной отливки рабочего колеса центробежного насоса | 2019 |
|
RU2733963C2 |
| Способ изготовления литейных форм | 1979 |
|
SU780946A1 |
| Способ изготовления литейных форм вакуумной формовкой | 1979 |
|
SU772685A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК ГРЕБНЫХ ВИНТОВ ИЗ СПЛАВОВ НА МЕДНОЙ ОСНОВЕ | 1996 |
|
RU2089342C1 |
| Способ изготовления литейных форм вакуумной формовкой и оснастка для испытания формовочных материалов | 1986 |
|
SU1426692A1 |

Фиг.З
Фиг. 4
