Фие. 1
10
то же, вариант; на ленная полуформа низа
Н26692
Изобретение относится к литейному производству, а именно к вакуумной формовке, и может быть использовано при изготовлении песчаных и литых образцов для исследования формовочных материалов и шероховатости поверхности отливок.
Цель изобретения -. получение пес- чаных образцов в полости литейной формы, ускорение испытаний, йримене- ние различных облицовочных синтети- ческих пленок и расширение технологи- ческих возможностей,
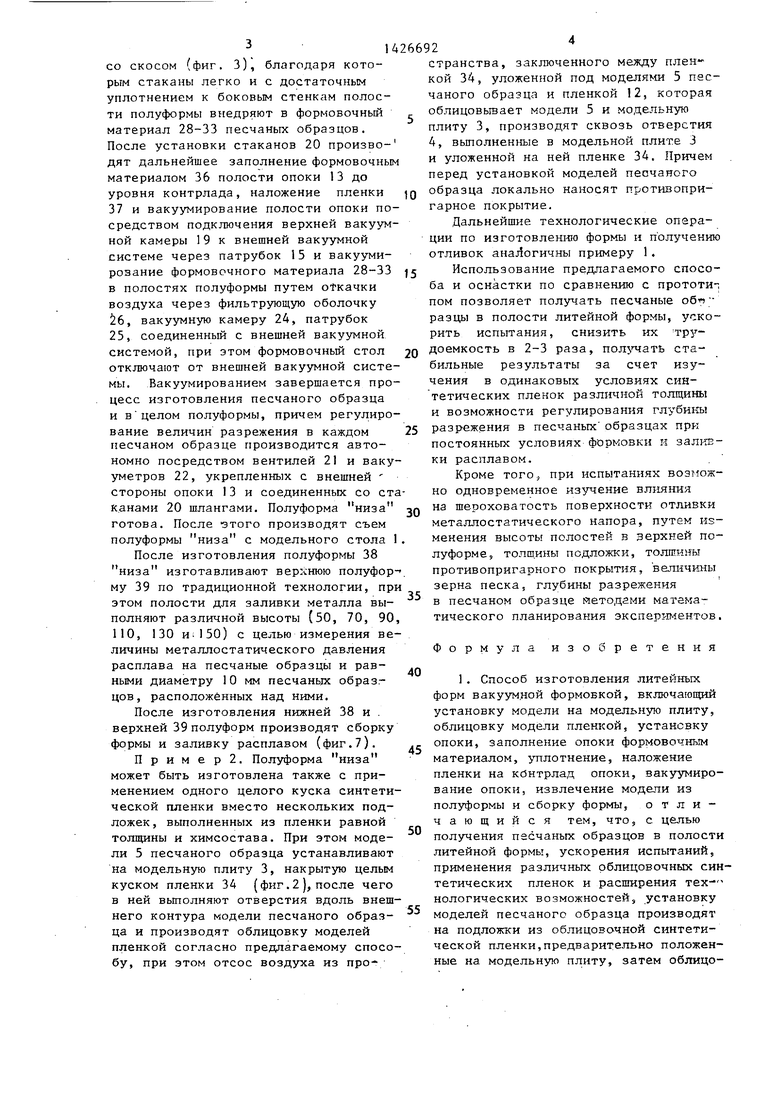
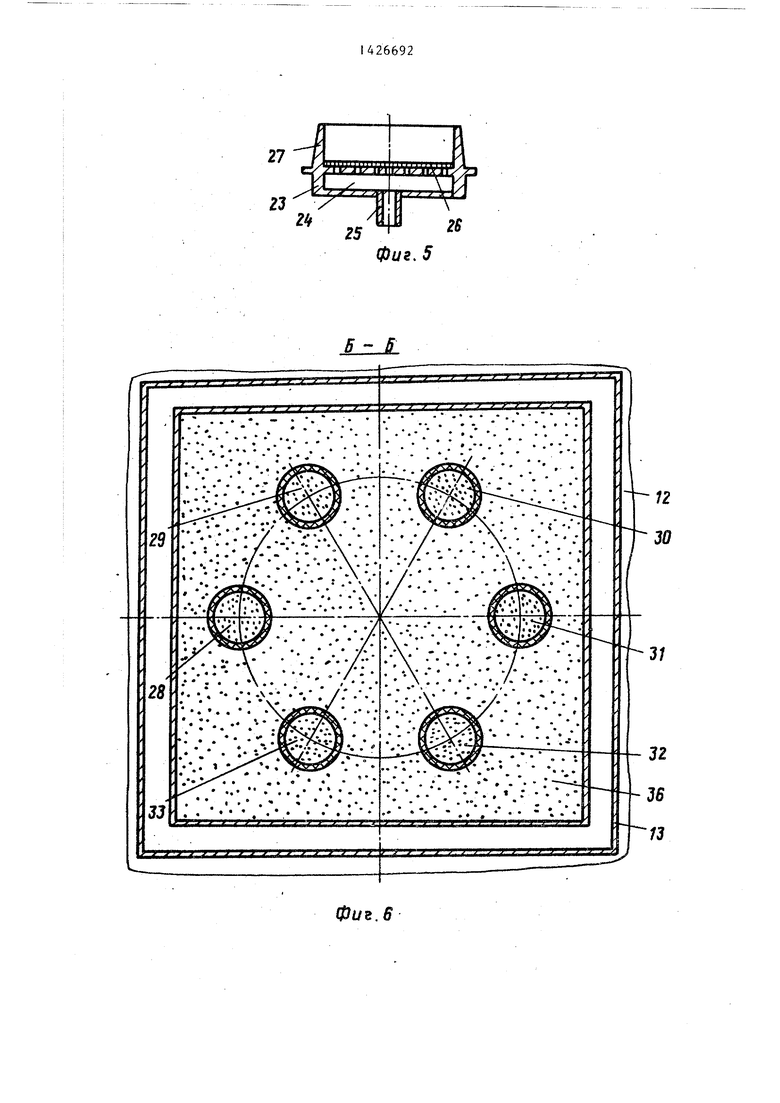
На фиг. Г изображена оснастка для осуществления предлагаемого способа изготовления литейных форм; на фиг.2фиг. 3 - иэготовс использованием стаканов; на фиг. 4 - вид А на 20 фиг. 3; на фиг. 3 - стакан с двойным дном; на фиг. 6 - разрез Б-Б на фиг.3; на фиг. 7 - форма в сборке; I на фиг. 8 - разрез В-В на фиг.7. : Оснастка (фиг. 1 и 2)-содержит фор-75 |мовочный стол 1 с патрубком 2 для ;подключения к внешней вакуумной сис- |теме (не показана) и сообщения с ат- {мосферой, модельную плиту 3 с венти- |ляционными отверстиями 4, моделями 5 ДЛЯ получения песчаных образцов.. Модели 5 установлены на подложки (б-П) из облицовочной синтетической пленки ;(фиг. 6 и 4) и облицованы синтетической пленкой 12. Кроме того, оснастка содержит опоку 13, ззключагощую патрубки 14 и 15 для подключения к внешней вакуумной системе, фильтрующую оболочку 16 и негазопроницаемую поперечную перегородку 17, установленную по периметру вакуумную камеру 18 и ниж- Нюю вакуз ную камеру 19, стаканы 20, сообщающиеся посредством шлангов с элементами внешней вакуумной системы, включающей вентили 21 и вакуумет- ры 22 для автономного регулирования :9еличины разрежения в каждом песчаном образце, укрепленные с внешней стороны опоки 13 (фиг. 1-3). Стаканы 20 (фиг. 5) содержат двойное дно 23, каждое из которых образует вакуумную камеру 24, патрубок 25, фильтрующую оболочку 26, наружная поверхность стенки 27 стакана, выполнена со скосом.
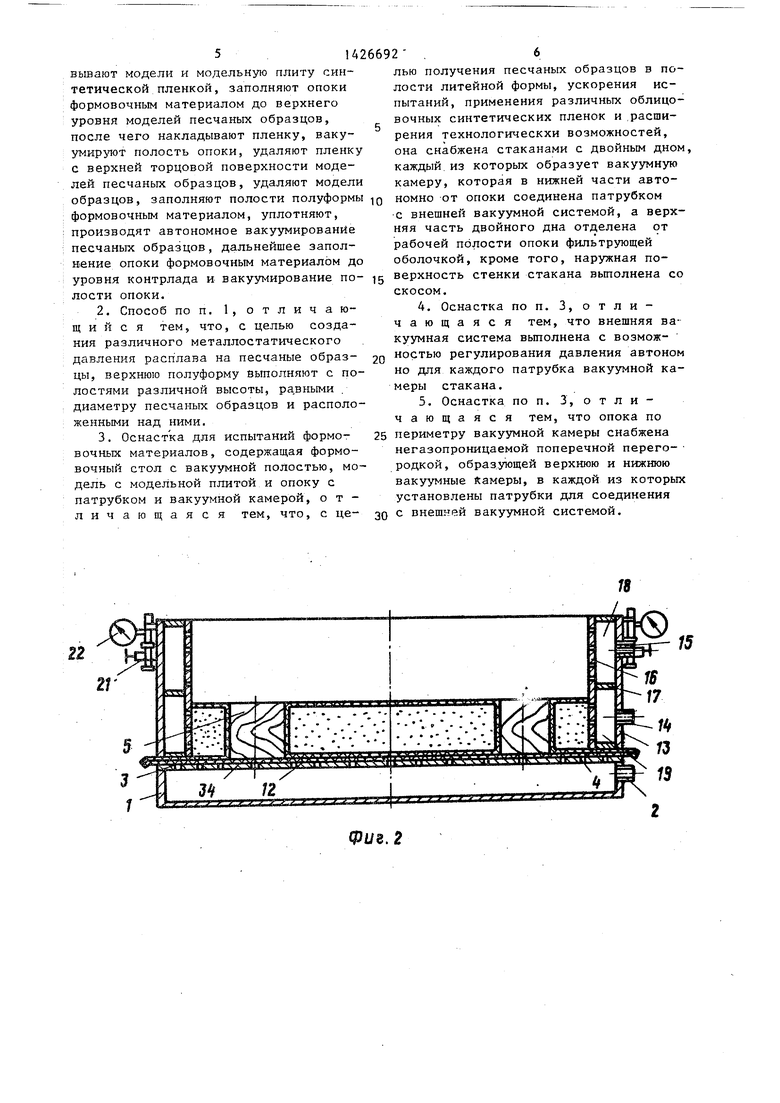
Изготовленная нижняя полуформа (фиг.З) содержит песчаные образцы, полученные с использованием формовочных материалов 28-33 (фиг.6) требуе30
35
40
45
55
I
м т и г и
и н п с л в
ч м л
п
0
0 5
0
5
0
5
5
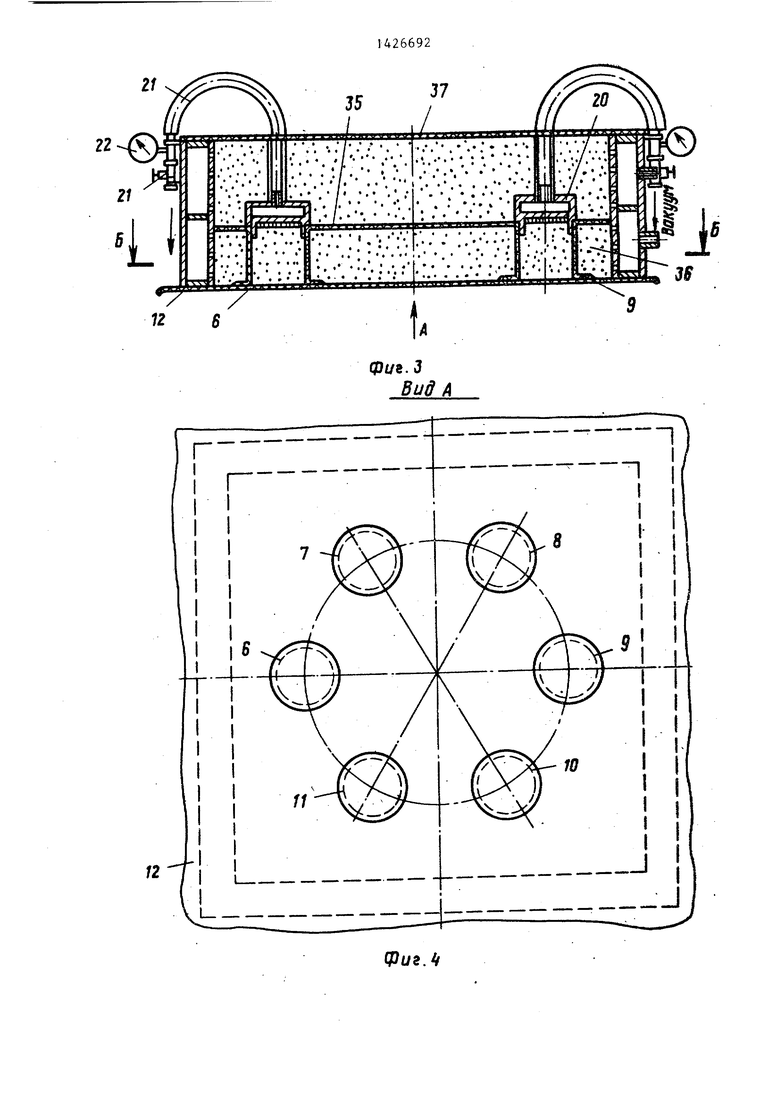
мой зернистости, облицовочных синтетических пленок 12, 34 и 35 (фиг. 2 и 4) стаканов 20, подложек 6-11 (фиг. 4) формовочного-материала 36, герметизированного пленками 12, 35 и 37.
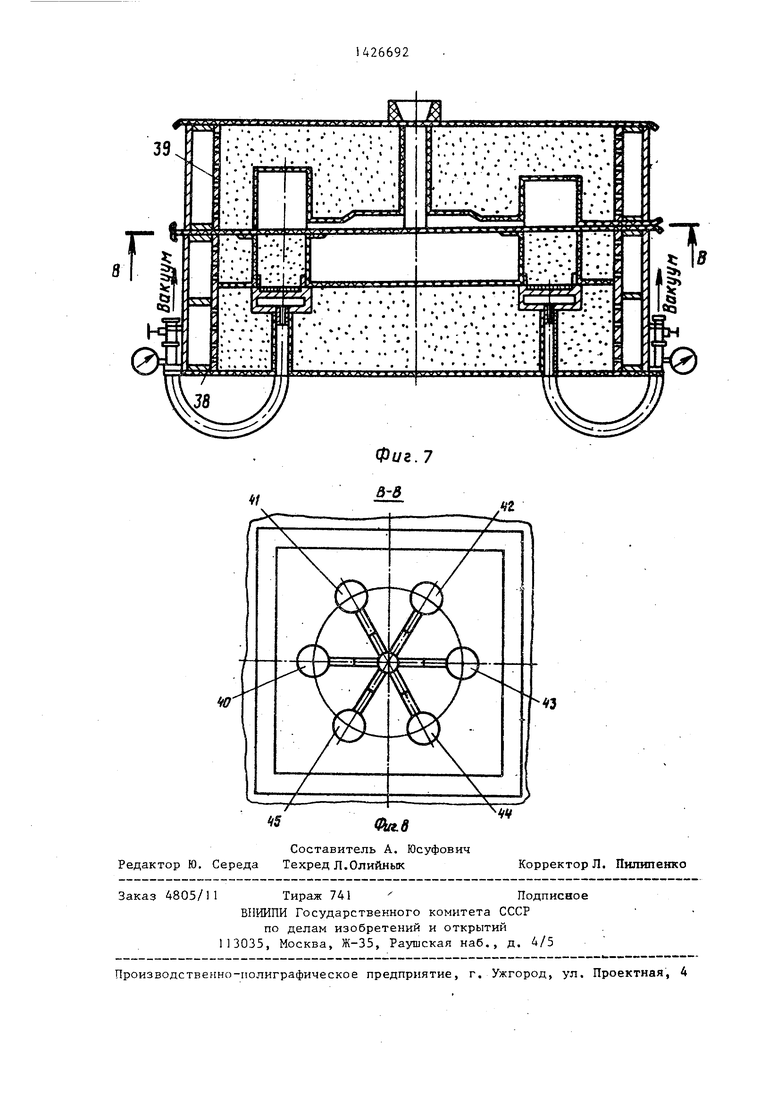
Форма в сборе (фиг.7 и 8) состоит из нижней полуформы 38 и установленной на ней верхней полуформы 39 с полостями 40-45, полученными посредством .моделей равным диаметру моделей песчаного образца и различных по высоте.
Способ осуществляют следующим обг. разом.
.Пример 1. Готовят модели песчаных образцов и подложки из облицовочной синтетической пленки. Материал моделей песчаного образца - дерево. Модели выполнены в виде цилиндра с размерами, мм: 0100, в количестве 6 штук. Изготовление форм производится в опоках с размерами 500500-200/200 м. Облицовьшание формообразующей поверхности производится синтетической пленкой Сэвилен толщиной 0,1 мм, а для герметизации контрх гда опоки использугат полиэтиленовую пленку толщиной 0,05 мм. Подложки изготавливают из синтетической пленки Сэвилен различной толщины (0,10; 0,15 мм). Заливку формы производят чугуном С4-15 одной плавки. , Разрежение в форме поддерживалось порядка 65 кПа. Разрежение в песчаных образцах составляло соответственно 30, 40 и 50 кПа. В качестве формовочного материала для изготовления формы использовался песок 1К016Б, а для заполнения полостей полуформы и получения песчаных образцов в них - песок зернистости О,1 мм.
На модельную плиту 3 накладывают подложки 6-11 из облицовочной синтетической пленки с предварительно нанесенным противопригарным покрытием, после чего на них устанавливают модели 5 песчаного образца пленки 12 и 35 удаляют и из полостей полуформы извлекают модели 5. После извлечения моделей 5 в образовавшиеся полости за- сьтают формовочный материал 28-33 требуемой зернистости (фиг.4 и 5), согласно условиям проводимых испытаний, производят виброуплотнение после чего устанавливают стаканы 20 с . двойным дном, причем наружные поверхности стенок стаканов 20 выполнены
со скосом (фиг. З), благодаря которым стаканы легко и с достаточным уплотнением к боковым стенкам полости полуформы внедряют в формовочный материал 28-33 песчаных образцов. После установки стаканов 20 произво- дят дальнейшее заполнение формовочным материалом 36 полости опоки 13 до уровня контрлада, наложение пленки 37 и вакуумирование полости опоки посредством подключения верхней вакуумной камеры 19 к внешней вакуумной системе через патрубок 15 и вакуумирование формовочного материала 28-33 в полостях полуформы путем оТкачки воздуха через фильтрующую оболочку 26, вакуумную камеру 24, патрубок 25, соединенный с внешней вакуумной системой, при этом формовочный стол отключают от внешней вакуумной системы. Вакуумированием завершается процесс изготовления песчаного образца и в целом полуформы, причем регулирование величин разрежения в каждом песчаном образце производится автономно посредством вентилей 21 и ваку- уметров 22, укрепленных с внешней стороны опоки 13 и соединенных со стаканами 20 шлангами. Полуформа низа готова. После этого производят съем полуформы низа с модельного стола 1 После изготовления полуформы 38
низа изготавливают верхнюю полуформу 39 по традиционной технологии, при этом полости для заливки металла выполняют различной высоты (50, 70, 90 110, 130 иМ50) с целью измерения величины металлостатического давления расплава на песчаные образцы и равными диаметру 10 мм песчаньлс образцов, расположённых над ними.
После изготовления нижней 38 и . верхней 39 полуформ производят сборку формы и заливку расплавом (фиг.7).
П р и м е р 2. Полуформа низа может быть изготовлена также с применением одного целого куска синтетической пленки вместо нескольких подложек , выполненных из пленки равной толщины и химсостава. При этом модели 5 песчаного образца устанавливают на модельную плиту 3, накрытую целым куском пленки 34 (фиг.2 ), после чего в ней вьтолняют отверстия вдоль внешнего контура модели песчаного образ- ца и производят облицовку моделей пленкой согласно предлагаемому способу, при этом отсос воздуха из про
15
д 25-зп,
35
26692
странства, заключенного между плен кой 34, уложенной под моделями 5 песчаного образца и пленкой 12, которая облицовьшает модели 5 и модельную плиту 3, производят сквозь отверстия 4, вьтолненные в модельной плите 3 и уложенной на ней пленке 34. Причем перед установкой моделей песчаного образца локально наносят противопригарное покрытие.
Дальнейшие технологические операции по изготовлению формы и получению отливок аналогичны примеру 1.
Использование предлагаемого способа и оснастки по сравнению с прототипом позволяет получать песчаные разцы в полости литейной формы, ускорить испытания, снизить их трудоемкость в 2-3 раза, пол чать стабильные результаты за счет изучения в одинаковых условиях синтетических пленок различной толщины и возможности регулирования глубиИ) разрежения в песчаных образцах при постоянных условиях формовки к залкЕ- ки расплавом.
Кроме того J при испытаниях возможно одновременное изз чение влияния на шероховатость поверхности отливки металлостатического напора, путем изменения высоты полостей в зерхней полуформе, толщины подложки, толщины противопригарного покрытия, величины зерна песка, глубины разрежения в песчаном образце методами математического планирования экспериментов.
20
Формула
изо
р е т е н и я
0
5
0
1. Способ изготовления литейных форм вакуумной формовкой, включающий установку модели на модельную плиту, облицовку модели пленкой, установку опоки, заполнение опоки формовочным материалом, уплотнение, наложение пленки на кОнтрлад опоки, вакуумирование опоки, извлечение модели из полуформы и сборку формы, о т л и - ч ающий с я тем, что, с целью получения песчаных образцов в полости литейной формы, ускорения испытаний, применения различных облицовочных синтетических пленок и расширения нологических возможностей, установку моделей песчаного образца производят на подложки из облицовочной синтетической пленки,предварительно положенные на модельную плиту, затем облицоБывают модели и модельную плиту синтетической пленкой, заполняют опоки формовочным материалом до верхнего уровня моделей песчаньпс образцов, после чего накладывают пленку, ваку- yMHpjTOT полость опоки, удаляют пленку с верхней торцовой поверхности моделей песчаных образцов, удаляют модели образцов, заполняют полости полуформы формовочным материалом, уплотняют, производят автономное вакуумирование песчаных образцов, дальнейшее заполнение опоки формовочным материалом до уровня контрлада и вакуумирование полости опоки.
2.Способ по п. 1, отличающийся тем, что, с целью создания различного металлостатического давления расплава на песчаные образцы, верхнюю полуформу вьтолняют с полостями различной высоты, ра.вными диаметру песчаных образцов и расположенными над ними,
3.Оснастка для испытаний формовочных материалов, содержащая формовочный стол с вакуумной полостью, модель с модельной плитой и опоку с патрубком и вакуумной камерой, отличающаяся тем, что, с целью получения песчаных образцов в полости литейной формы, ускорения испытаний, применения различных облицовочных синтетических пленок и ,расширения технологическхи возможностей, она снабжена стаканами с двойным дном, каждый из которых образует вакуумную камеру, которая в нижней части автономно от опоки соединена патрубком с внешней вакуумной системой, а верхняя часть двойного дна отделена от рабочей полости опоки фильтрующей оболочкой, кроме того, наружная поверхность стенки стакана выполнена со скосом.
4.Оснастка по п. 3, отличающаяся тем, что внешняя вакуумная система вьтолнена с возможностью регулирования давления автоном но для каждого патрубка вакуумной камеры стакана.
5.Оснастка по п. 3, о т л и - чающаяся тем, что опока по
периметру вакуумной камеры снабжена негазопроницаемой поперечной перего- родкой, образ.ующей верхнюю и нижнюю вакуумные Ламеры, в каждой из которых установлены патрубки для соединения
с внешней вакуумной системой.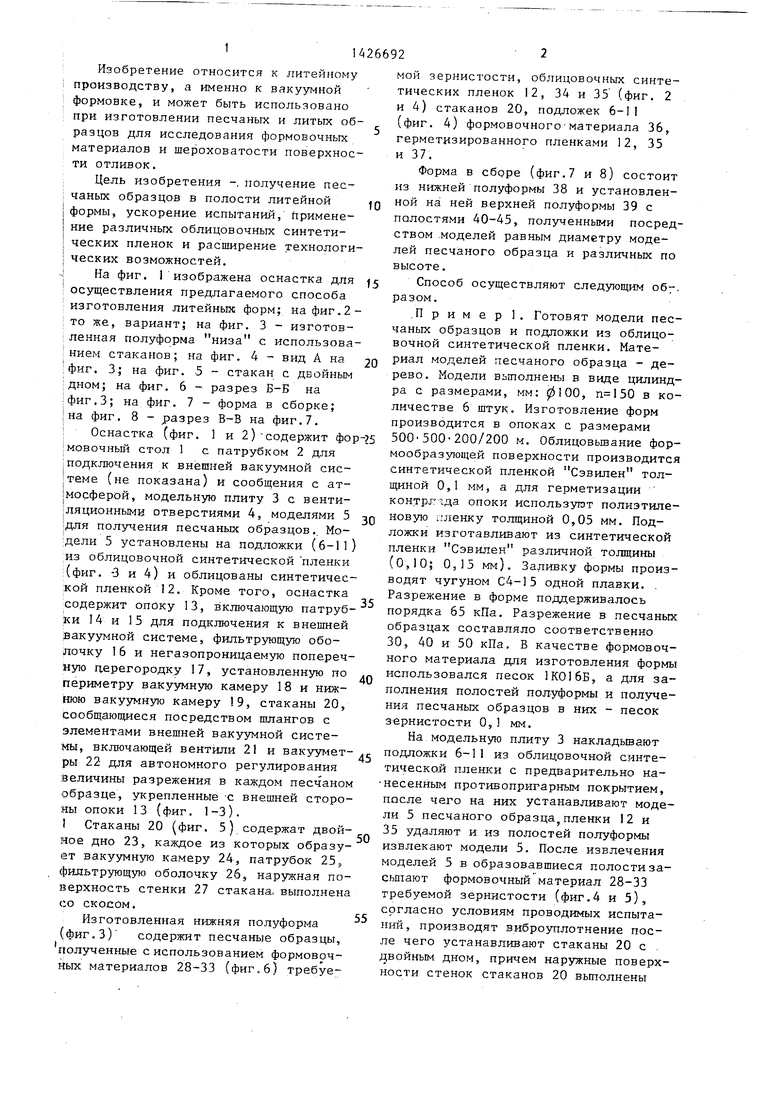
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ вакуумной формовки и оснастка для его осуществления | 1987 |
|
SU1519822A1 |
| Способ изготовления литейной формы вакуумной формовкой | 1984 |
|
SU1310096A1 |
| Опока для вакуумной формовки | 1986 |
|
SU1371761A1 |
| СПОСОБ ВАКУУМНОЙ ФОРМОВКИ | 1992 |
|
RU2026129C1 |
| Оснастка для вакуумной формовки | 1979 |
|
SU793695A1 |
| Способ изготовления литейных форм вакуумной формовкой | 1979 |
|
SU772685A1 |
| Оснастка для вакуумной формовки | 1981 |
|
SU975176A1 |
| Способ вакуумно-пленочной формовки в трех и более опоках | 1990 |
|
SU1792790A1 |
| Способ изготовления литейной формы вакуумной формовкой и устройство для его осуществления | 1983 |
|
SU1122399A1 |
| Оснастка для испытания формовочных материалов при вакуумной формовке | 1982 |
|
SU1066724A1 |
Изобретение относится к литейному призводству, а именно к вакуумной формовке, и может быть использовано ,при изготовлении песчаньпс и литых образцов для исследования формовочных материалов и шероховатости поверхности отливок. Цель изобретения - получение песчаных образцов в полости литейной формы, ускорение испытаний, применение различных облицовочных синтетических пленок и расширение технологических возможностей. Модели 5 устанавливают на подложки из облицовочной синтетической пленки, .предварительно положенные на модель-- ную плиту 3, затем облицовьшают модели 5 и модельную плиту 3 синтетической пленкой с последующим заполнением опоки формовочным материалом 36 до BepxHef o уровня моделей 5 песчаных образцов, наложением пленки 35, ваку- умированием полости опоки 13, удалением пленок с верхней торцовой поверхности .моделей 5 песчаных образцов, удалением моделей 5 образцов, заполнением полостей полуформы формовочным материалом 36 необходимой зернистости, уплотнением, автономным вакууми- рованием песчаных образцов посредством стаканов, соединенных с системой вакуумирования, заполняют опоки 13 формовочным материалом 36 до уровня контрлада, накладьтают пленки и ваку- умируют полости опоки 13. Кроме того, верхнюю полуформу выполняют с полостями различной высоты, равными диа- : метру песчаных образцов и расположенными над ними, в полости заливают металл, 2 с. и 3 з.п. ф-лы, 8 ил. 78 to (Л
12
Фи.З
21
12
Фиъ.З Вид А
фуг.
Б - В
Фиг.6
zs
Фиг. 5
39
| Способ изготовления литейной формы вакуумной формовкой | 1984 |
|
SU1186358A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Способ вакуумной формовки | 1982 |
|
SU1061909A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
