(54) даЛБЕЖНАЯ ГОЛОВКА ДЛЯ ШИРОКОУНИВЕРСАЛЬНОГО ФРЕЗЕРНОГО СТАНКА
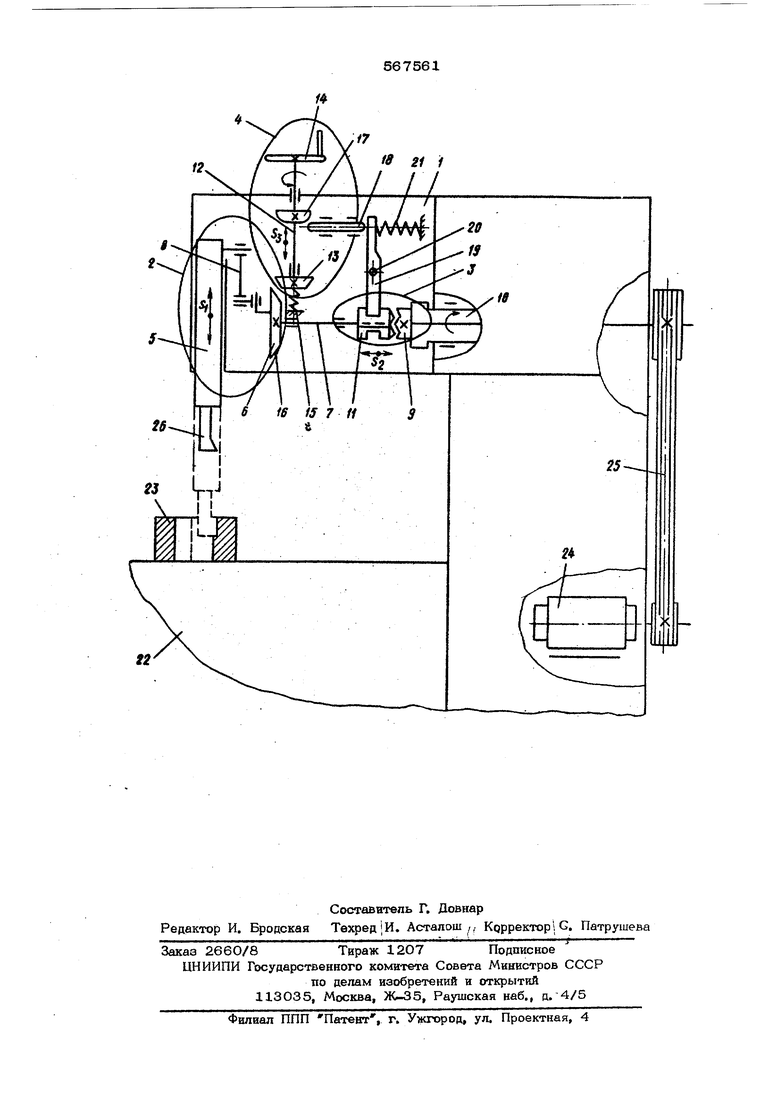
ка, и подвижный элемент И, установленный наВалу 7 с возможностью осевых перемещений в направлениях, обозначенных стрелкой $ . Механизм 4 перемешенвя ползуна 5 содержит-вал 12, смонтированный в корпусе 1 с возможностью осевых перемещений в направлении, обозначенном стрелкой Sg , и с возможностью врашения. На внутреннем 1ронце вала 12 закреплена коннчес кая шестерня 13, а на его внешнем конце - маховик 14 его вращения. Вал 12 подпружинен вверх пружиной 15. Поверхность 16 кривошипа 6 снабжена зубьями. В корпусе 1 головкц также размещено устройство вывода из зацепления подвижного элемента 11 муфты сцепления 3, состоящее из кулачка 17, закрепленного на валу 12 штока 18, рычага 19, смонтированного на оси 20, и пружины 2Jt.
Кроме того, на чертеже показаны стол 22 для установки заготовки 23, двигатель 24, ременная передача 25 для передачи вращения к щпинделю 10 станка. В ползуне 5 закреплен резец 26, Пунктиром указано крайнее нижнее положение ползуна.
Долбежная головка работает следующим образом.
Заготовка 23 закрепляется на столе 22 станка. Оператор нажимает на вал 12 и перемешает его вниз до ввода в зацепление шестерни 13 с зубьями на поверхности 16 кривошипа 6. Прн этом кулачок 17 нажимает на шток 18, которь й, в свою оче- рерь, перемещается в направлении рычага 19;и поворачивает его вокруг оси 20. При повороте рычаг 19 перемещает влево подвижный, эле мент 11 муфты сцепления 3 и.выводит его из зацепления с неподвижным элементом 9 муфты сцепления 3, закрепленным яа шпинделе 10. При этом осуществляется отключение связи вала 7 кривошипа 6 от шпинделя 1О станка. Вращением маховика 14 оператор опускает вниз ползун 5, тем самым устанавливая нижнее крайнее положение резца 26. Одновременно оператор перемешает стол 22с заготовкой 23, настраивая нужную глубину . долбления паза.. Затем оператор отпускает маховик 14, вал 12 под действием пружины 15 поднимается вверх, выводя шестерню 13 из зацепления с зубьями на поверхности 16 кривошипа 6. При этом под действием пружины 21 рычаг 19 поворачивается в обратном направлении и вводит в зацепление подвижный элемент 11 муфть сцепления 3 с неподвижным элементом 9,
тем самым соединяя вал 7 кривошипа 6 со шпинделем 10 станка При вращении двигателя 24 станка через ременную передачу 25 врашеннё передается шпинделю 1О
станка, валу 7 с кривошипом 6, в .результате чего ползун ,5 осуществляет возвратно-поступательные движения в направлениях 5 и резец 26 выполняет долбление паза в заготовке 23.
Так как в корпусе 1 йолбежной голов- кн размещен механизм 4 настроечного перемещения ползуна 5, а муфта передачи крутящего момента выполнена в виде муфты спеплення 3 с ус ойством вывода из
зацепления подвижного элемента 11 муф-. ты, оператор осуществляет настройку глубины долбления непосредственно с рабо чего места без необходимости поворота всей цепи привода вращения шпинделя стан
ка. В результате этого повышается точность и производительность выполнения операций долбления, уменгДается утомляемость рабочего, улучшается удобство обслуживания. ;
,. . . Ф О р м-у л а изобретения 1, Долбежная головка для широкоуниаер-4 сального 41 езерного станка, в корпусе которой размещен кривошипно чцатунньгй механизм привода ползуна и муфта для передачи крзгтящего момента от шпинделя станка к кравошипу, отличаю щ а я с я тем, что, с целью повьшгения точности произ-. водитеяьностн обработки, она снабжена механизмом настроечного перемещения ползуна, а муфта передачи крутящего момента представляет собой муфту сцепления, подвижный элемент которой связан с указанным механизмом.
2. Головка по п. 1, о тл и ч а ю щ а я с я тем, что механизм настроечного перемещения ползуна выполнен. в ; виде конической зубчатой передачи, одна из шестерен которой расположена на кривошипе, другая установлена, на валу, который смонтирован в корпусе с возможностью вращения и перемещения вдоль оси, а подвижный элемент муфты связан с механизмом настроечного перемещения ползуна посредством iустановленного на указанном валу кулачка к рычажной передачи.
Источники информации, П1гинятые во внимание при экспертизе.
1. Шихельман X. Л., Фрезерование на
прецизионных станках , Машигтостроение, 1971, с. 22.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЕРЕНОСНОЙ СТАНОК ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ | 1998 |
|
RU2144449C1 |
| Станок для индукционной закалки изделий | 1984 |
|
SU1392116A1 |
| ГИДРОФИЦИРОВАННЫЙ СТАНОК ДЛЯ ЗАТОЧКИ ПРОТЯЖЕК | 1971 |
|
SU310783A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ДОЛБЛЕНИЕМ ГЛУХИХ ПАЗОВ | 1991 |
|
RU2071875C1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ ПАРАЛЛЕЛЬНЫХ ПРОДОЛЬНЫХ ПАЗОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2092285C1 |
| Качающийся суппорт к токарному станку для обработки шатунных шеек коленчатых валов | 1959 |
|
SU133313A1 |
| Станок для точения фланцев | 2021 |
|
RU2780213C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ РЕЗАНИЕМ ПАЗОВ В ОТВЕРСТИИ ДЕТАЛИ | 1992 |
|
RU2088385C1 |
| Многооперационный станок | 1983 |
|
SU1117181A1 |
| Профиленакатной станок | 1978 |
|
SU806216A1 |