1
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении зубчатых профилей на плоских поверхностях изделий, например на деталях типа реек
Известен станок для накатывания зубьев на деталях, содержащий установленные в станине рабочие шпиндели с параллельными осями, один из которых неподвижен в направлении, перпендикулярном его оси, а второй установлен с возможностью возвратнопоступательного перемещения в указанном направлении, привод вращения шпинделей, установленные на шпинделях посредством фиксирующих элементов зубчатые валки, ограниченные ребордами, а также узел для размещения детгши, имеющий корпус 1 .
Недостатком известного станка является невозможность накатывания зубьев на плоских деталях.
Цель изобретения - обеспечение возможности накатывания зубьев на плоских деталях.
Поставленная цель достигается тем что он снабжен механизмом для преобразования вращательного.движения неподвижного шпинделя в возвратно-по,ступательное перемещение узла для
размещения детали, связанным с неподвижным в направлении, перпендикулярном его оси шпинделем, зубчатый валок, на подвижном в указанном направлении шпинделе, установлен с возможностью свободного вращения и спрофилирован в соответствии с профилем зубьев накатанной детали, механизм для преобразования вращательного дви0жения неподвижного шпинделя в возвратно-поступательное перемещение узла для размещения детали выполнен в виде зубчатой муфты, соединяющей неподвижный шпиндель с установленным
5 на нем зубчатым валком, установленного в корпусе ползуна и размещенной на ползуне ройки, связанной зацеплением с зубчатым валком, а также отключающего механизма.
0
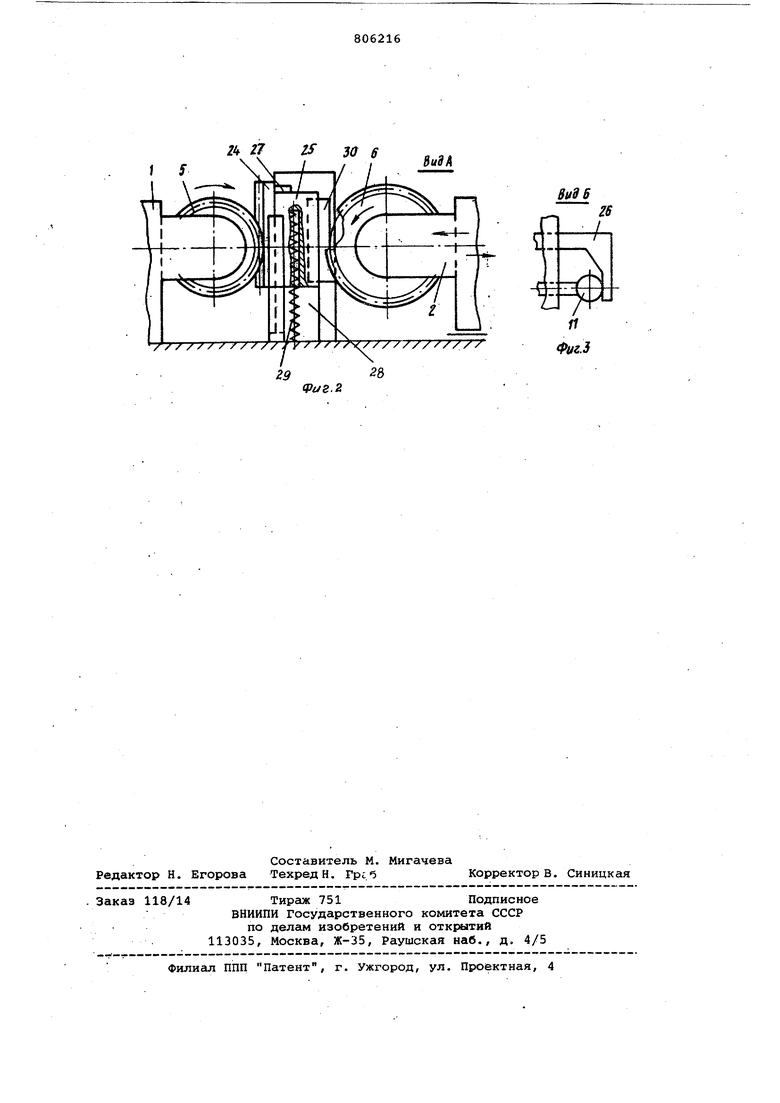
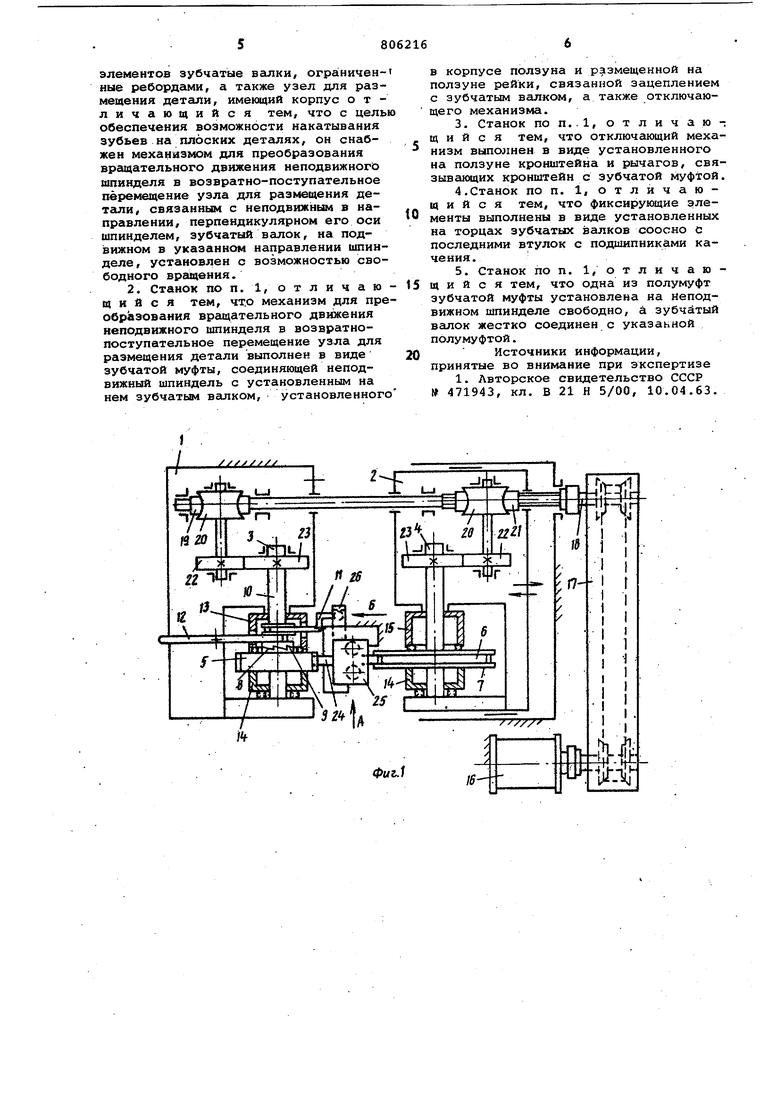
Отключающий механизм выполнен в виде установленного на ползуне кронштейна и рычагов, связывающих кронштейн с зубчатой; муфтой. Фиксирую5щие элементы выполнены в виде установленных на торцах зубчатых валков соосно с последними втулок с подшипниками качения. Одна из полумуфт зубчатой муфты установлена на неподвиж.ном шпинделе свободно, а зубчатый ва0лок жестко соединен с указанной полу муфтой . На фиг. 1 показан профиленакатной станок, план, на фиг. 2 - вид А на фиг. 1, на фиг. 3 - вид Б на фиг. 1. Станок, форма выполнения которого соответствует имеющейся для профиленакатных станков с гидравлическим или механическим приводом подачи шпиндельной головке, содержит неподвижную и подвижную головки - 1 и 2, на шпинделях 3 и 4 которых установлены с возможностью свободного враще ния холостой валок, зубчатое колесо 5 и спрофилированный в соответствии с профилем детали вёшок 6, заключенный между связанными с ним ребордами 7. Зубчатое колесо связано со шпинделем 3 станка посредством зубча тых полумуфт 8 и 9, а также шпонки 10. Полумуфты приводятся во взаимодействие двуплечими рычагами 11 и 12 вилки которых размещаются в кольцевых выточках на цилиндрической поверхности полумуфты 9. Фиксация поло жения зубчатого колеса и профилирующего валка с ребордёи«1 обеспечивается оснащенными подшипниками качения втулками 13-15. Шпиндели 3 и 4 станка приводятся во вращение двигателем 16 посредством механизма 17 цепной передачи, вала 18, червячных передач 19 и 20 (для неподвижной головки) и 20 и 21 (для подвижной головки), а также шестерен 22 и 23. Червяк 21 насажен на шлицевой участок вала 18 и может перемещаться вдоль него в процессе работы стайка совместно с подвижной шпиндельной головкой 2. Преобразователь движения включает. зубчатое колесо 5, находящееся в постоянном зацеплении с рейкой 24, которая вмонтирована в ползун 25 и механизм для размещения детали, оснааде ный кронштейном 26. Последний располагается в окне 27, выполненном в корпусе 28, и контактирует в крайнем нижнем положении своим скосом с 11. В цилиндрических отверстиях ползуна 35 установлены пружины сжатия 29, взаимодействующие одним ИЗ своих торцов с поверхностью основания корпуса 28, которое укрепляется на станке между шпиндельными гйловками. Подготовка станка к работе заключается в следующем. Тычагом 12 полумуфта 9 выводится из зацепления с полумуфтой 8 И зубчатое колесо 5 получает возможнсвсть свободного вращения. Ранее накатанная рейка - деталь 30, которая служит эталоном, фиксируется в ползуне 25 механизма для размещения детали. Перемещением подвижной головки 2 достигается сопряжение зубьев профилирующего валка 6 и эталона. После это . го эталон удсшяется и станок считается настроенным для работы. После настройки профиленакатного станка накатываемая заготовка помещается и фиксируется в ползуне механизма для размещения детали. Профиленакатной станок работает следующим образом. Поворотом рычага 12 осуществляется зацепление полумуфт 8 и 9. При этом зубчатое колесо 5 получает вращательное движение и, находясь в зацеплении с рейкой 24, перемещает последнее вместе с ползуном 25 и зафйксированной в нем заготовкой 30 вниз по вертикали. При этом деталь 30 вступает в ;контакт с профилирующим валком б и-ребордами 7.Последние приводятся зй-отовкой во вращение и обкатывают ее., формируя зубчатый профиль. При этом реборды 7 предупреждают течение материала накатываемой заготовки в поперечном к ее движению направлении. В конце хода кронштейн 26 воздействует своим скосом на сферический конец двуплечего рычага 11, которым- полуМуфта 9 перемещается вдоль шпонки 10,, вмонтированной в шпиндель 3, и выводитсяиз зацепления с полумуфтой 8 с одновременным поворотом двуплечего рычага 12. При этом зубчатое колесо 5 преобразователя движения высвобождается от радиальной фиксации и поворачивается воздействием пружин сжатия 29 и возвратным перемещением ползуна 25 с рейкой 24 в противоположном вращению шпинделя 3 направлении. Одновременно профилирующий валок 6, находящийся в зацеплений с накатанными на детали 30 зубьями, также меняет направление своего вращения, обкатывая полученный зубчатый профиль, что соответствует процессу его калибрования. Этот ход заканчивается в момент упора кронштейна 26 ползуна 25 в верхниио стенку выполненного в корпусе 28 окна 27. Последуиицим поворотом рукоятки двуплечего рычага 12 достигается сцепление полумуфт 8 и 9, в результате которого вновь осуществляется ход ползуна 25 с накатываемой деталью 30, сопровождающийся сжатием пружин 29. Таким образом за один рабочий ход, ползуна 25 совершается формирование и калибровка зубчатого профиля. Формула изобретения 1. Профиленакатной станок, содержащий установленные в станине рабочие шпиндели с параллельньн и осями, один из которых неподвижен в направлении, перпендикулярном его оси, а второй установлен с возможностью возвратно-поступательного перемещения . в указанном направлении, привод вращения шпинделей, установленные на шпинделях посредством фиксирующих
элементов зубчатые Всшки, ограниченные ребордс1ми, а также узел для размещения детали, имеющий корпус отличающийся тем, что с цель обеспечения возможности накатывания зубьев на плоских детгшях, он снабжен механизмом для преобразования вращательного движения неподвижного шпинделя в возвратно-поступательное перемещение узла для размещения детали, связанным с неподвижным в направлении, перпендикулярном его оси шпинделем, зубчатый валок, на подвижном в указанном направлении шпинделе, установлен с возможностью свободного вращения.
2. Станок по п. 1, о т л и ч а ю щ и и с я тем, что механизм для преобразования вращательного движения неподвижного шпинделя в возвратнопоступательное перемещение узла для размещения детали выполнен в виде зубчатой муфты, соединяющей неподвижный шпиндель с установленным на нем зубчатьм валком, установленног
в корпусе ползуна и размещенной на ползуне рейки, связанной зацеплением с зубчатым валком, а также отключающего механизма.
3. Станок ПОП..1, отличающийся тем, что отключающий механизм выполнен в виде установленного на ползуне кронштейна и рычагов, связывакядих кронштейн с зубчатой муфтой.
4.Станок по п. 1, отличающий с я тем, что фиксирующие элеoменты выполнены в виде установленных на торцах зубчатых валков соосно с последними втулок с подшипниками качения.
5. Станок по п. 1, отличаю5щий с я тем, что одна из полумуфт зубчатой муфты установлена на неподвижном шпинделе свободно, а зубчатый валок жестко соединен с указанной полумуфтой.
Источники информации,
0 принятые во внимание при экспертизе
1. Авторское свидетельство СССР 471943, кл. В 21 Н 5/00, 10.04.63.
l 30 6
S
ЫА
Buds
| название | год | авторы | номер документа |
|---|---|---|---|
| Профиленакатной станок | 1976 |
|
SU749518A1 |
| Приспособление для ориентации изделий к резьбонакатному станку | 1977 |
|
SU659257A1 |
| Динамограф | 1975 |
|
SU742727A1 |
| Способ изготовления и восстановления зубчатых колес и устройство для его осуществления | 1984 |
|
SU1235604A1 |
| Стан для прокатки зубчатых колес | 1989 |
|
SU1750824A1 |
| Стан для накатки зубчатых колес | 1982 |
|
SU1183264A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И ВОССТАНОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЗУБЧАТЫХ КОЛЕС | 1996 |
|
RU2113311C1 |
| Переносной сверлильно-резьбонарезной станок | 1982 |
|
SU1060362A1 |
| Станок для накатывания резьбы на пустотелых заготовках | 1988 |
|
SU1547930A1 |
| Зубопрокатный станок | 1979 |
|
SU812400A1 |