-Nj
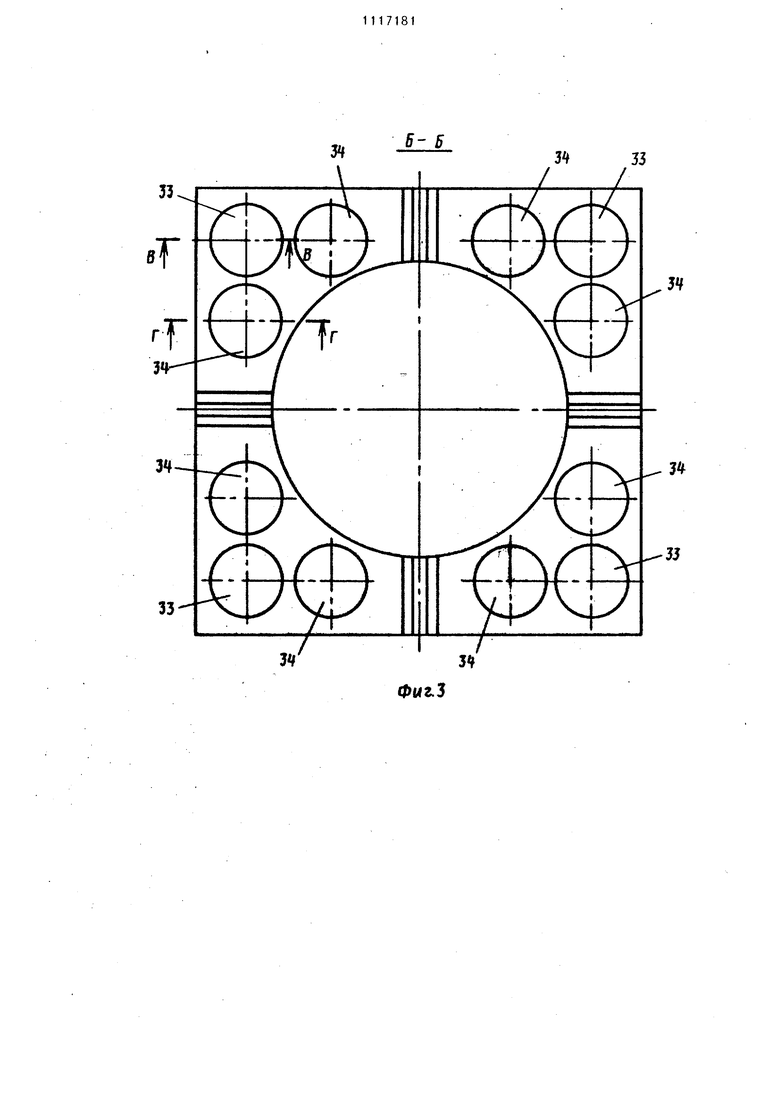
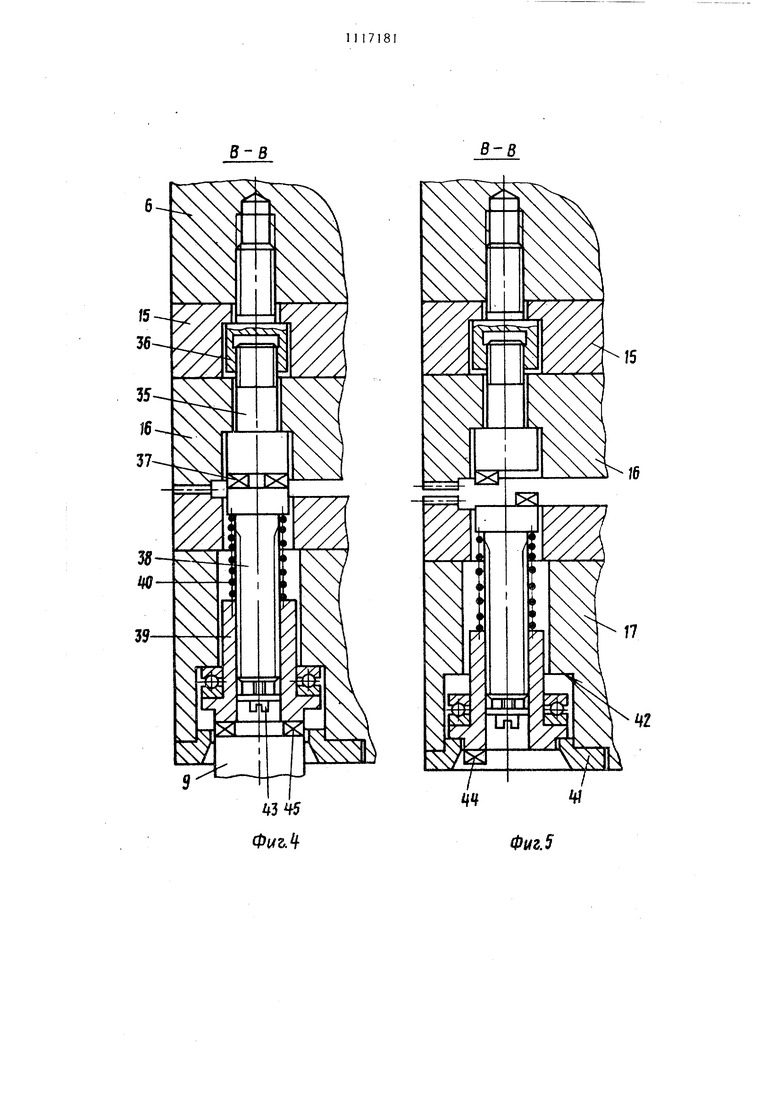
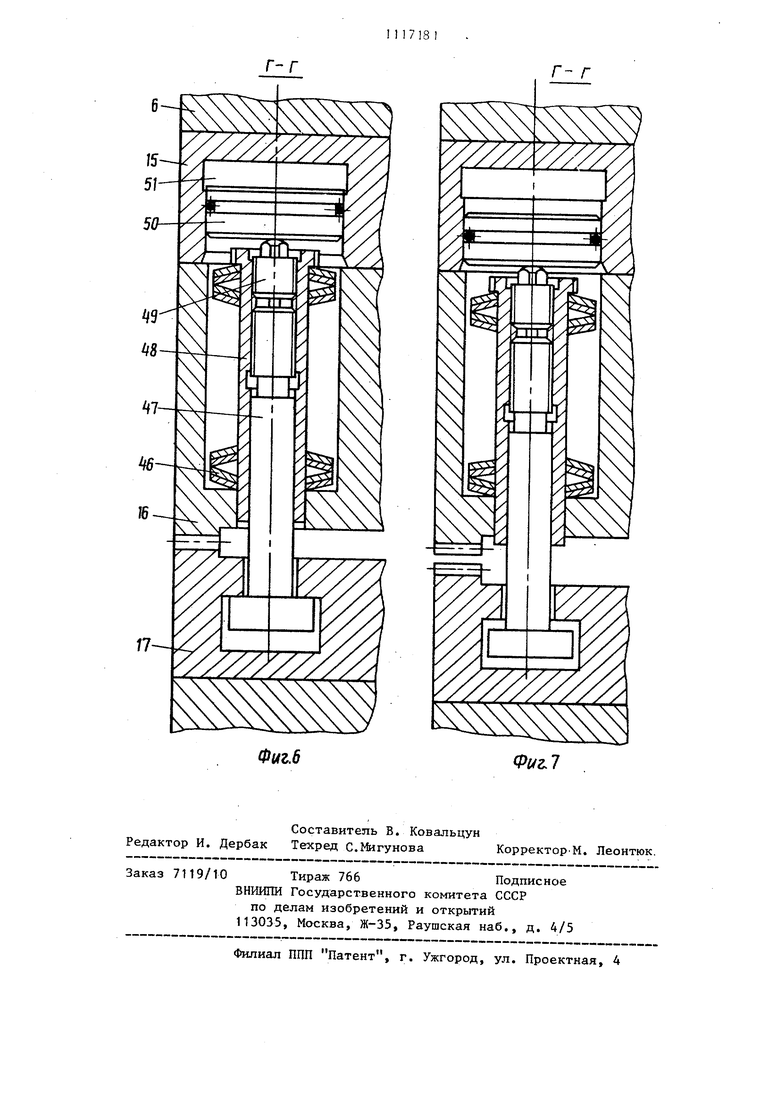
00 Изобретение относится к станкостроению, в частности к многооперационным продольным фрезерно-расточн станкам для обработки корпусных и б зовых деталей, оснащенным вертикаль ной фрезерно-расточной ползунковой бабкой, комплектом сменных накладны головок, в том числе, накладной на торец ползуна угловой поворотной го ловкой, и устройством для смены и крепления головок. Известен многооперационный стано содержащий продольный стол, шпиндел ную бабку, установленную на поперечине, вертикально подвижный ползун со встроенным шпинделем, накладные .головки с горизонтальным шпинделем, установленные с возможностью закреп ления на торце ползуна с помощью зажимных винтов, расположенных в корпусе накладной головки и выполне ньгк из двух частей, верхней и нижней, и устройство ДЛЯсмены накладных головок. Недостатками известного станка являются применение ручного труда Д.ПЯ поворота головки вокруг оси ползуна и необходимость дополнитель ных перемещений бабки из рабочей зоны в специальную позицию смены головок для их поворота. Это вызьта дополнительные ошибки в позициониро вании бабки после каждого выезда и снижает производительность. Цель изобретения - повьш1ение про изводительности . Указанная цель достигается тем, что в многооперационном станке, содержащем продольный стол, шпиндельную бабку, установленную на поперечине, вертикально подвижный ползун со встроенным шпинделем, накладные головки с горизонтальным шпинделем, установленные с возможностью закреп ления на торце ползуна с помощью за жимных винтов, расположенных в корпусе накладной головки и выполненных из двух частей, верхней и нижней, и устройство для смены накладных головок, корпус накладной головки в полнен составным из двух частей верхней и нижней, при этом верхняя часть закреплена на торце ползуна, а нижняя установлена относительно верхней части с возможностью поворо фиксации и сцепления со шпинделем ползуна, а верхние и нижние части зажимных винтов соединены между соб при помощи дополнительно введенной 11 устройство торцовой кулачковой муфвинтов размещены в нижней части корпуса накладной головки и выполнены составными из двух частей, установленных с возможностью осевого перемещения и подпружиненных одна относительно другой. На фиг. 1 изображен станок с Haj ладной угловой поворотной головкой и устройством для смены головок, общий вид; на фиг.2 - разрез А-А на фиг.1; на фиг.З - разрез Б-Б на фиг.2; на фиг.4 - разрез В-В на фиг.З (поворотная часть головки в зафиксированном положении); на фиг.З - то же (поворотная часть головки в расфиксированном положении); на фиг.6 - разрез Г-Г на фиг.З (поворотная часть головки в зафиксированном положении); на фиг.7 - то же (поворотная часть головки в расфиксированном положении). Станок содержит станину 1 , продольный стол 2, неподвижные стойки 3 и поперечину 4, на которой подвижно установлена бабка 5 с вертикально подвижным ползуном 6. На нижнем торце ползуна 6 устанавливаются различные накладные головки, например угловая поворотная головка 7. На стойке-3 установлено устройство для смены головок, включающее стол 8 для размещения головок и механизм их крепления к торцу ползуна 6, имею1ций вращающиеся скалки 9, проходящие сквозь отверстия стола 8 с возможностью сцепления со встроенными в корпуса головок элементами их крепления . В ползун 6 встроен шпиндель 10, установленный в подшипниках 11. В шпиндель 10 встроен механизм 12 зажима инструмента. На рабочем конце шпинделя 10 установлен переходный патрон 13. На торце патрона 13 имеются шпонки 14 для передачи крутящего момента. На торце ползуна закреплена стыковочная плита 15, с которой стыкуются накладные головки. Корпус накладной поворотной головки 7 выполнен из двух частей - из верхней 16 и нижней 17. Стыковочные поверхности верхней части 16 и стыковочной плиты 15 снабжены V -образными фиксирующими элементами. На обращенных, одна к другой поверхкостях верхней 16 и нижней 17 частей корпуса накладной головки .7 выполнены У-образные торцовые зубья 18, фикси31рующие нижнюю часть 17 относительно верхнел 16 и позволяющие производить установку нижней части относительно верхней на любой угол, кратный углу шага торцовых зубьев, В нижней части 17 корпуса накладной головки встроен шпиндель 19 и коническая зубчатая передача, ведома шестерня 20 которой установлена на шпинделе 19, а ведущая шестерня 21 центрируется в рабочем положении и крепится на переходном патроне 13 при помощи шпонок 14 и тяги 22, на которую воздействует механизм 12 зажима инструмента.Когда головка 7 снята с ползуна, ведущая шестерня 21 удерживается подшипником 23, установленным .в гильзе 24, которая жестк связана с нижней частью 17 корпуса головки. На гилкзе 24 установлены упоры 25, а на ведущей шестерне 21 - кольцо 26 с соответствующими пазами 27. В шпиндель 19 накладной головки встроен механизм зажима инструмента, состоящий из захватньк элементов 28, тяги 29 и тарельчатых пружин 30. Отжим инструмента производится толкателем 31 через рычажный механизм 32 и тягу 22 под воздействием механизма 12 зажима инструмента в шпинделе пол В накладной головке 7 выполнены расточки 33 (фиг.З) для размещения зажимных винтов для крепления головк к ползуну и расточки 34 для размещения устройств крепления нижней части головки к верхней. Зажимные винты для крепления накладной головки 7 к ползуну 6 выполнены из отдельных частей (фиг. 4 и 5). Верхняя часть 35 зажимного винта вворачивается во внутреннюю резьбу гайки-болта 36, крепящего стыковочну плиту 15 ползуна. На головке верхней части 35 зажимного винта выполнены торцовые зубья 37. Такие же зубья выполнены на головке шлицевого валик 38 нижней части зажимного винта, свя занного со пшицевой втулкой 39 с воз можностью осевого перемещения и под- пружиненного относительно последней пружиной 40,Втулка 39 имеет ограниченное осевое перемещение между фланцем 41 и буртом 42 расточки в нижней час ти 17. Винт 43 служит для регулировк осевого положения шлицевого валика 38. На нижнем торце втулки 39 вьшолнены торцовые зубья 44, которыми она 14 зацепляется с соответг.твуюг щми торцовыми зубьями 45 скалки 9 устройства смены головок. Прижим нижней части 17 к BepxHeii 16 производится при ПОМО1ЦИ тарельчатых пружин 46 (фиг, 6 и 7), расположенных в расточках 34 верхней части головки и воздействую1цих на Т-образные болты 47, входящих в Т-образный замкнутый круговой паз, выполненный в нижней части головки, через регулировочную гайку 48, которая стопорится винтом 49. Отжим нижней части производится плунжером 50 гидроцилиндра 51, расположенным в стыковочной плите 15 ползуна 6. Станок в режиме автоматической смены накладной головки и в режиме автоматического поворота ее шпинделя вокруг оси ползуна работает следующим образом. Для закрепления накладной головки 7, установленной на столе 8 устройства для смены головок (фиг.1), ползун 6 вместе с бабкой 5 подводится к устройству до совмещения оси шпинделя ползуна с осью накладной головки.Затем ползун 6 перемещается вниз до совмещения его стыковочной плиты 15 с верхней частью 16 накладной головки 7. При этом шпонки 14 (фиг,2) на торце переходного патрона 13 входят в соответствующие пазы на торце ведущей шестерни 21 головки. Верхние части 35 зажимных винтов (фиг,4), упираясь в резьбу гаек-болтов 36, отжимаются вниз со шлицевыми валиками 38, сжимая пружины 40. Торцовые зубья 44 на втулках 39 находятся в зацеплении с соответствующими зубьями 45 зажимных скалок 9. Втулки 39 поджаты под воздействием скалок 9 через упорные подшипники к буртам 42. Механизм 12 зажима инструмента (фиг.2) в шпинделе 10 ползуна 6 находится в отжатом положении шомпол (не показан) опущен вниз, захваты раскрыты. Под действием шомпола тяга 22 отжата вниз, поддерживающая ее пружина сжата. При этом рычажный механизм 32 и толкатель 31 воздействуют на тягу 29 механизма зажима инструмента в шпинделе 19 накладной головки, который также находится в отжатом положении. После стыковки ползуна 6 и накладной головки 7 включается вращение привода скалок 9 в направлении зажима. Вращение через торцовые зубья 44
(фиг.4), втулку 39,валик 38 и торцовые зубья 37 передается верхней части 35 каждого зажимного винта. Под действием крутящего момента и усилий пружин 40 верхние части 35 зажимных винтов вворачиваются в гайки-болты 36. Необходимый натяг в соединени и сигнал об окончании зажима обеспечивает приводной механизм скалок 9.
Одновременно вводится в действие механизм 12 зажима инструмента в . шпинделе- ползуна; шомпол поднимается вверх, за ним перемещается тяга 22 под действием установленной на ней пружины и тарельчатых пружин 30 в шпинделе головки. В конце обратного хода шомпола захваты механизма 12 зажима инструмента закрываются и притягивают ведущую коническую шестерню 21 к торцу патрона 13 с усилием механизма зажима инструмента в шпинделе ползуна.
После получения сигналов об окончании зажима головки и шестерни 21 бабка 5 с ползуном 6 перемещается в рабочую зону. При этом каждая втулка 39 опускается вниз на фланец 41Jрассоединяя торцовые зубья 37 верхней части 35 зажимного винта и валика 38.
При необходимости изменения углового положения шпинделя 19 накладной головки 7 в гидроцилиндр 51 (фиг.6 и 7) подается масло под необходимым давлением, плунжеры 50 опускаются, перемещая в осевом направлении Т-образные болты 47 в нижнее положение и сжимая тарельчатые пружины 46. Одновременно опускается нижняя часть 17 накладной головки до тех пор, по1ка ее торцовые зубья 18 не выйдут из зацепления с соответствующими
зубьями верхней части 16, а упоры 25 не войдут в пазы 27 на ведущей шестерне 21. Таким образом, нижняя часть 17 накладной головк 7 повисает на ведущей конической шестерне 21. Между зубьями конической передачи образуетс повьштенньй боковой зазор, но шестерни не расцепляются. Каждый Т-образный болт 47 имеет ход несколько больший, чем нижняя часть 17 накладной головки поэтому головки Т-образных болтов располагаются в Т-образном пазу с зазором по всем поверхностям (фиг.7).
Поворот нижней части 17 головки осуществляет шпиндель 10 ползуна 6 от двигателя главного привода вращения шпинделя. Угол поворота определяется механизмом ориентации и фиксации шпинделя (не показан) любой известной конструкции. Количество угловых положений нижней части 17 кратно количеству торцовых зубьев 18.
После окончания поворота нижней части 17 головки на заданный угол, давление в гидроцилиндрах 51 снижается. Пружины 46 поджимают через болт 47 нижнюю часть 17 к верхней 16, фиксируя ее по торцовым зубьям 18. При этом упоры 25 выходят из пазов 27. Зацепление конических шестерен 20 и 21 становится нормальньм. Головка готова к работе.
Снятие головки с ползуна производится в обратном порядке.
Таким образом, станок предлагаемой конструкции позволяет автоматизировать процесс поворота шпинделя наклад ной головки вокруг шпинделя ползуна и осуществлять его непосредственно на торце ползуна, что дает значительное повьшение производительности обработки.
в-в
в-в
Фиг.5
Г-Г
г- г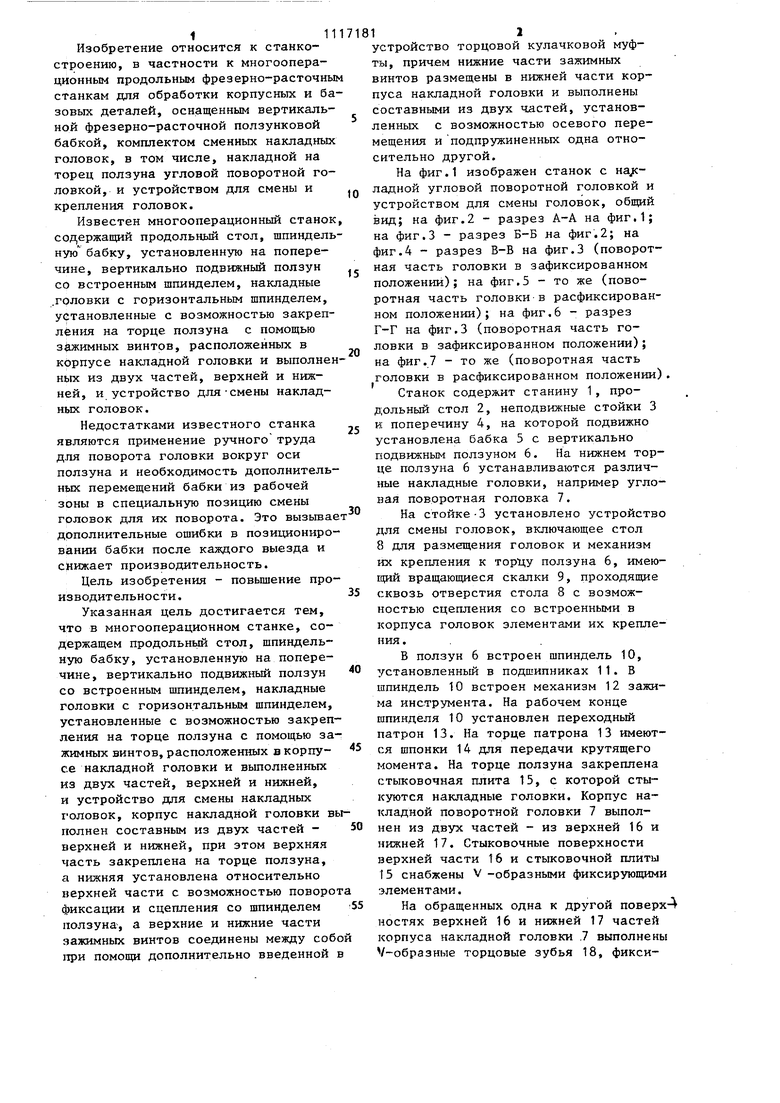
| название | год | авторы | номер документа |
|---|---|---|---|
| Фрезерно-расточная ползунковая бабка | 1983 |
|
SU1093431A1 |
| Устройство для смены рабочих головок | 1980 |
|
SU933374A1 |
| Продольный фрезерно-расточный станок | 1983 |
|
SU1135594A1 |
| Шпиндельный узел | 1983 |
|
SU1079375A2 |
| Многооперационный станок | 1984 |
|
SU1212753A1 |
| Многооперационный станок | 1984 |
|
SU1202788A1 |
| Многооперационный фрезерно-расточный станок | 1982 |
|
SU1065134A1 |
| Многооперационный станок | 1986 |
|
SU1407754A1 |
| Устройство для автоматической смены инструмента и инструментальных головок на металлорежущем станке | 1987 |
|
SU1481026A1 |
| Металлорежущий станок со сменными шпиндельными головками | 1991 |
|
SU1784443A1 |

МНОГООПЕРАЦИОННЫЙ СТАНОК, содержаний продольный стол, шпиндельную бабку, установленную на поперечине, вертикально подвижный ползун со встроенным шпинделем, накладные головки с горизонтальным шпинделем, установленные с возможностью закрепления на торце ползуна с помощью зажимных винтов, расположенных в корпусе накладной головки и выполненных из двух частей, верхней и нижней, и устройство для смены накладных головок, отличающийся тем, что, с целью повьш1ения производительности, корпус накладной головки выполнен составным из двух частей верхней и нижней,при этом верхняя часть закреплена на торце ползуна, а нижняя установлена относительно верхней части с возможностью поворота, фиксации и сцепления со шпинделем ползуна, а верхние и нижние части зажимных винтов соединены между собой при помощи дополнительно введенной в устройство торцовой кулачковой муфты, причем нижние части зажимных винтов размещены в нижней части кор(П пуса накладной головки и выполнены составным из двух частей, установленных с возможностью осевого перемещения и подпружиненных одна относительо с; но другой.
| Г | |||
| Устройство для смены рабочих головок | 1980 |
|
SU933374A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
