(54) УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ПОГРЕШНОСТИ ОКРУЖНОГО ШАГА ШЛИЦЕВЫХ ВАЛОВ
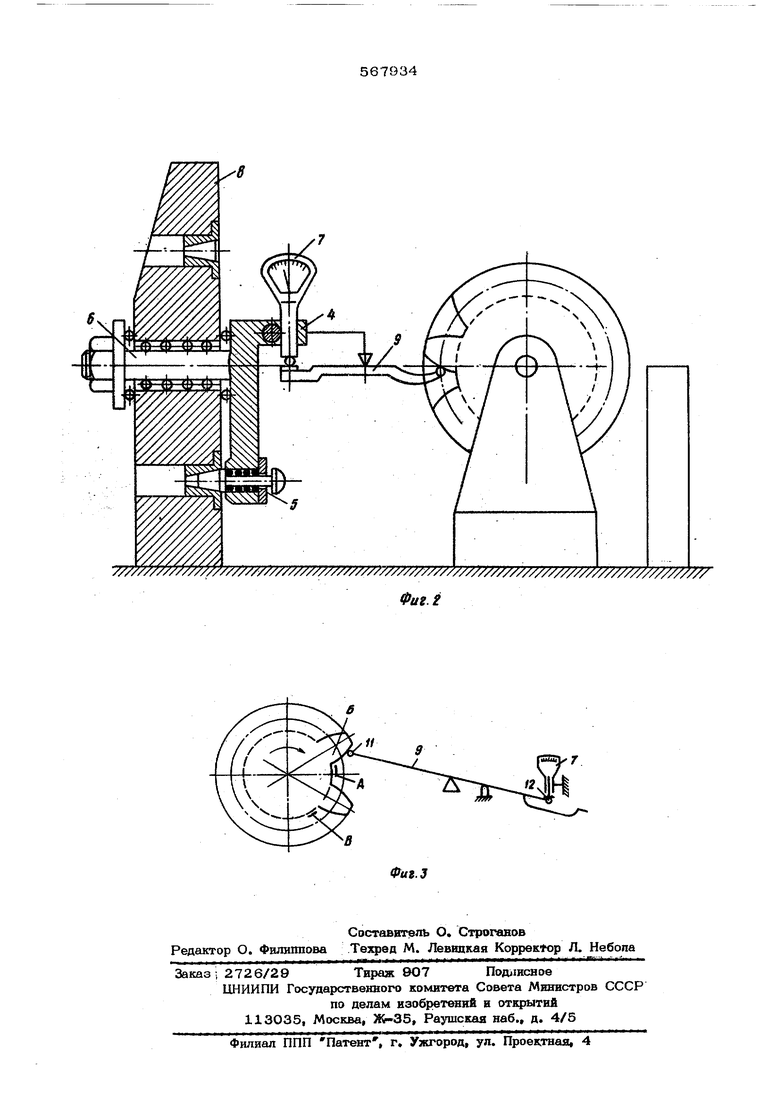
щш стопорения кронштейна 4 при намерении измерительный рычаг 9. Кронштейн 4 мо- жет разворачиваться на 18О на оси 6.
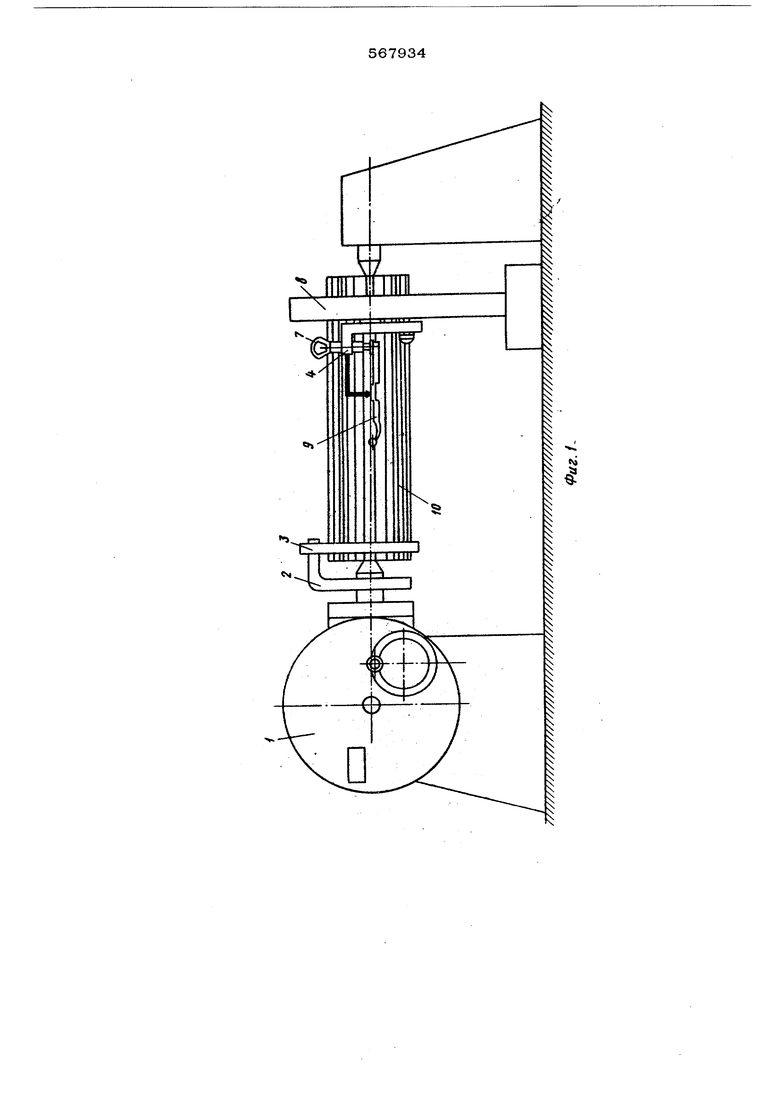
Устройство работает следующим образом у Перед началом контроля лимб делительной головки устанавливают нануль . На шейке центра делительной головки закрепляют поводок 2. Проверяемый вал 10 со свободно надетым поводком 3 устанавливают в цент.-pax так, чтобы наконечник 11 рычага 9 можно было завести во впадину А . Вводят наконечник во впадину А и поворачивают вал до тех пор, пока эвольвентный профиль Б вала не войдет в контакт с наконечником |11. В этом положении соединяют паз поводка 3 со штырем поводка 2 и закрепляют поводок 3 на валу. Под действием силы тя жести наконечник 11 поджимается к профиJHO Б зуба проверяемого вала. Показывающий прибор 7 устанавливают таким образом, чтобы его измерительный наконечник и контактировал с наконечником 12 рычага 9 Регулировочными винтами поворачивают поводок, жестко связанный с валом, до тех, пор, пока стгрелка прибора 7 не совместит ся с нулем шкалы. После этого фиксируют регулировочные винты и приступают к иэмерителям. При замере погрешности о кружного шага зубьев по правому профилю поворачивают вал против часовой стрелки. При этом наконечник 11 рычага 9 соскальзывает с профиля Б и выходит из зацепления с валом. Продолжая вращать вал в том же направлении, вводят наконечник 11 в следующую впадину В Затем, поворачивая вал по часовой стрелке, устанавливают на делительной головке номинальный угол. По направлению и величине отклонения стрелки прибора 7 определяют знак и величину погрешности первого шага. Для замера погрешности следующего шага операция повторяется. После проверки вторси го профиля рычаг 9 выводится из зацепления с валом 1О, а вал с помощью делительной головки сначала устанавливается в положение начала контроля, а затем доворачиваетса на угол ct , который по делительной 01ФУЖНОСТИ стягивается дугой, равной толщине зуба S
3,,
где X - смещение исходного контура рейкщ o(.j - угол деления на делительной ок
ружности;;, tfl - модуль.
ЗЬО-S
t° гтг-т
После поворота вала на угол ct, кронш теин 4 вместе с прибором 7 и измерител1# ным рычагом разворачивается на 180° и производится измерение погрешности окрухё ного шага по левому профилю.
Так как отклонения правого и левого .профилей берутся в абсо/готных величинах от номинального положения контура зуба и отсчёт ведется от одной точки, отклоне ние ТОЛЩИ13Ы каждого зуба от номин)альной
величины получается алгебраическим слож, кием величины отклонений толщины зуба по левому и правому профилю.)
Таким образом предлагаемое устройство позволяет при измерениях погрешности окруяс--
аого шага шлидевых валов одновременно контролировать и толщину зуба. При этом повышается качество и производительность контроля.
Ф о р м у л а и 3 о б р е т е н и я
Устройство для измерения погрешности окружного шага шлицевых валов по авт. ев
JJ № 244641, отличающееся тем
чрго, с целью контроля толщины зуба, онр . снабжено Г-образным кронштейном со стсм пором и с осью, закрепленными на одном. его плече, а на другом его плече устано&«
JQ лен показывающий прибор, и стойкой, выполненной с тремя отверстиями, одно из них - центральное, в котором расположена ось кронштейна, а два других размещены симметрично относительно центрального от-
45верстия и служат для стопорения кронштейна при измерении.
Источники информации, принятые во внимание при экспертизе:
50 1. Инструкция Бюро взаимозаменяемости к прибору БВ-979, 1963 г.
..
4Ч III у |1 t fc
дш
У//////////////////////////////////////
Фиг.
| название | год | авторы | номер документа |
|---|---|---|---|
| Прибор для контроля профиля зубьев червячной шлицевой фрезы | 1960 |
|
SU141637A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ОСНОВНЫХ ПАРАМЕТРОВ ВЫСОКОТОЧНЫХ ШЛИЦЕВЫХ ИЗДЕЛИЙ С ПРЯМЫМ ЗУБОМ | 1970 |
|
SU275430A1 |
| Прибор для контроля смещения исходного контура зубчатых колес | 1989 |
|
SU1651081A1 |
| Способ наладки зубошлифовального станка | 1987 |
|
SU1419829A1 |
| Способ ориентации зубчатого колеса на зубошлифовальных станках | 1984 |
|
SU1271688A1 |
| Способ контроля зубчатых колес на зубошлифовальных станках | 1982 |
|
SU1070424A1 |
| Устройство к биениемеру для контроля зубчатых колес | 1990 |
|
SU1747865A1 |
| Станок для заточки многолезвийного режущего инструмента | 1989 |
|
SU1682129A1 |
| ПРИБОР ДЛЯ КОНТРОЛЯ ОКРУЖНОГО ШАГА ДЕЛИТЕЛЬНЫХ ДИСКОВ | 1967 |
|
SU216289A1 |
| Прибор для контроля ходовых винтов станков | 1981 |
|
SU986613A1 |