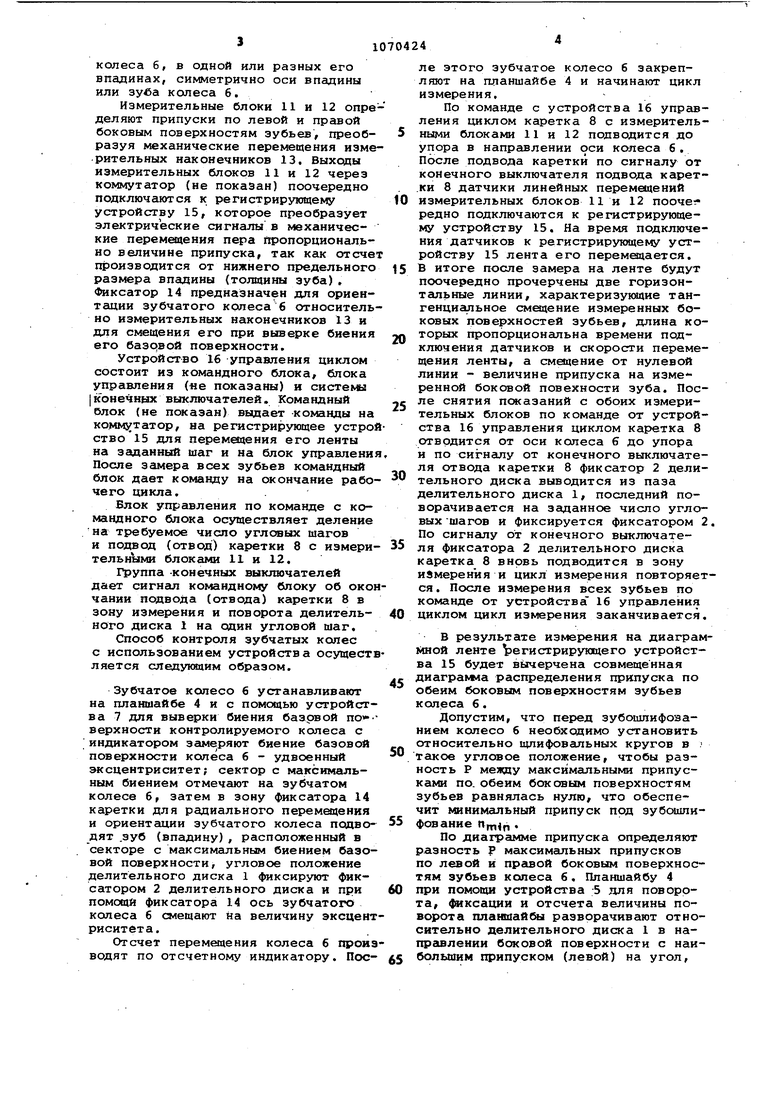
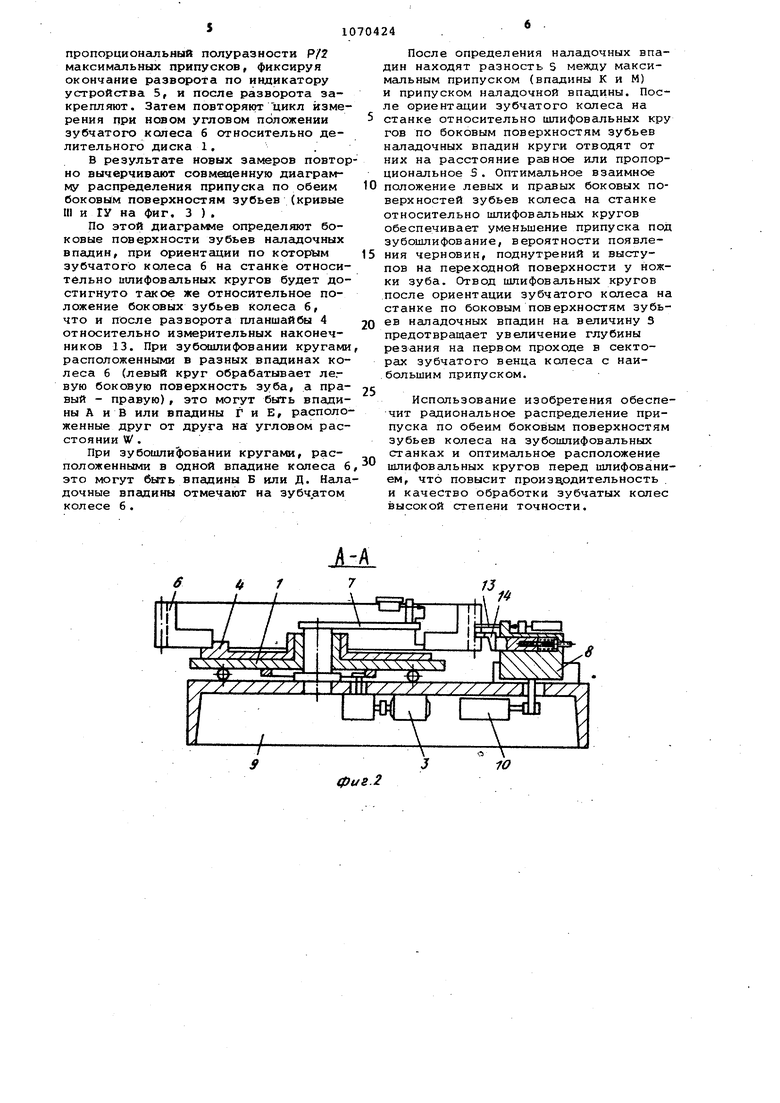
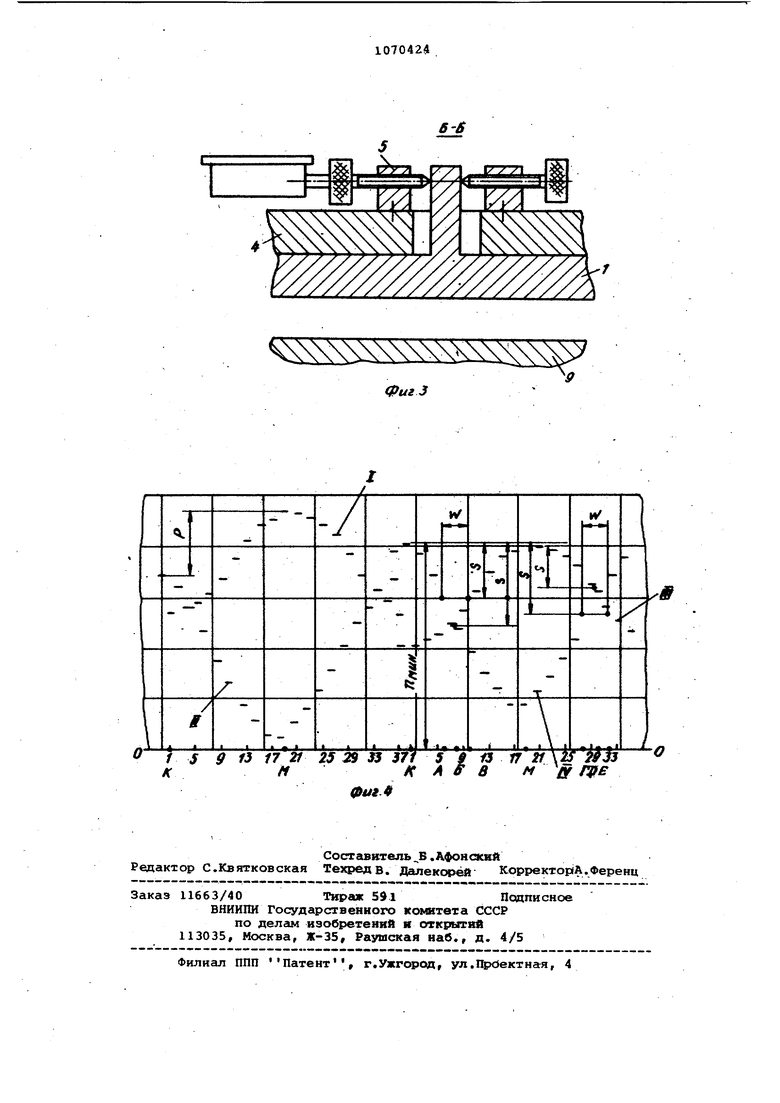
Изобретение относится к машиностроению, а именно к средствам и ме тодам контроля зубчатых колес. известен способ контроля зубчаты колес, заключающийся в том, что измеряют тангенциальное смещение одно из боковых поверхностей всех зубьев контролируемого колеса и строят.диа грамму накопленной погрешности шага по колесу Cl5 Недостатком указанного способа является то что по отклонению одной поверхности зубьев колеса нельзя проанализировать взаимное расположение погрешностей по правым и левым боковым поверхностям зубьев. Наиболее близким к предлагаемому по технической сущности является способ контроля зубчатых колес на зубошлифовальных станках, заключающийся в том, что ориентируют контро лируемое зубчатое колесо по обеим боковым поверхностям его зубьев охн сительно измерительного инструмента и измеряют отклонение припуска по обеим боковым поверхностям зубьев с одновременной его записью С23« Недостатки известного способа трудоемкость и недостаточная точность при ориентации на зубошлифовальном станке зубчатого колеса относительно режущего инструмента, Цель изобретения - повышение информативности контроля и обеспечени ориентации режущего инструмента относительно колеса. Указанная цель достигается тем, что согласно способу контроля зубча тых колес на эубошлифовальных станках, заключающемуся в том, что орие тируют контролируемое колесо по обе им боковым поверхностям его зубьев относительно измерительного инструмента и измеряют отклонение припуска по обеим боковым поверхностям зубьев с одновременной его записью, перед измерениями колесо центрируют после регистрации припуска поворачи вают контролируемое колесона величину полуразности максимгшьных откл нений припусков правой и левой боковых поверхностей его зубьев, павторно измеряют и регистрируют откло нение припуска, определяют разноиме ные поверхности зубьев с одинаковыми отклонениями припусков и по ним ориентируют режущий инструмент отно сительно контролируемого колеса. На фиг. 1 изображена принципиаль ная схема устройства, на котором мо жет быть осуществлен предлагаений способ на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез В на фиг. 1; на фиг. 4 - совмещенные диа граммы распределения припуска по обеим боковым поверхностям зубьев до и после разворота колеса относительно делительного диска, где 0-0 - нулевая линия припуска; 1,5, ..., 33, 37 - порядковый номер впадин зубчатого колеса; 1 и II 1- кривые отклонения припуска после первоначальной установки колеса относительно делительного диска соответственно по левой и правой боков ым пов.ерхностям зубьев; К и М - впадины с максимальным припуском соответственно по правой и левой боковым поверхностям зубьев Р - разность максимальных припусков ; Ш и 1У - кривые отклонения припуска под зубсяопифование после разворота зубчатого колеса; V - угловое расстояние между зубьями, охватываемыми боковыми поверхностями шлифовальных кругов, расположенными в разных впадинах колеса; А, В, Г, Б - Нсшадочные впадины для ориентации зубчатого колеса на зубсяйпифовальном станке относительно шлифовальных кругов, расположенных в разных впадинах колеса; Б и Д - наладочные впадины для о 0риентации зубчатого колеса на зубошлифовальном станке относительно шлифовальных кругов, расположенный: в одной впадине колеса; S - разность между максимальным припуском и припуском в наладочных впадинах; п - - минимальный припуск под зубсяилифование. Устройство для контроля зубчатых колес содержит делительный механизм, состоящий из делительного диска 1, фиксатора 2 и привода 3. На планшайбе 4 закреплено устройство 5 для по ворота, фиксации и отсчета величины поворота планшайбы 4, взаимодействующее с установленным на делительном диске 1 упором (не показан). Контролируемое зубчатое колесо б базируется на планшайбе 4. Устройство 7 с индикатором выверки биения базовой поверхности колеса б закреплено на неподвижной ступице, являющейся осью вращения делительного диска 1, против каретки 8, смонтированной на станине 9 устройства и перемечающейся при измерении с помощью привода 10 каретки 8 в радиальном направлении к оси зубчатого колеса. Каретка 8 снабжена измерительными блоками 11 и 12, содержащигш измерительные наконечники 13 и фиксатор 14 для радиального перемещения и ориентации зубчатого колеса 6. Измерительные наконечники 13 смонтированы на корпусе каретки 8 таким образом, чтобы при измерении они находились в плоскости, перпендику;р ярной оси
колеса б, в одной или разных его впадинах, симметрично оси впадины или зува колеса б.
Измерительные блоки 11 и 12 определяют припуски по левой и правой боковым поверхностям зубьев, преобразуя механические перемещения измерительных наконечников 13. Выходы измерительных блоков 11 и 12 через коммутатор (не показан) поочередно подключаются к регистрирующеку устройству 15, которое преобразует электрические сигналы в механические перемацения пера пропорционально величине припуска, так как отсче производится от нижнего предельного размера впадины (толщины зуба), Фиксатор 14 предназначен для ориентации зубчатого колеса 6 относительно измерительных наконечников 13 и для смещения его при выверке биения его базрвой поверхности.
Устройство 16 управления циклом состоит из командного блока, блока управления (не показаны) и системы Iконечных выключателей. Командный блок (не показан) вьщает команды на KOMMjjTaTOp, на регистрирующее устроство 15 для перемещения его ленты на заданный шаг и на блок управлени После замера всех зубьев командный блок дает команду на окончание рабочего цикла.
Блок управления по команде с командного блока осуществляет деление на требуемое число угловых шагов и подвод (отвод) каретки 8 с измерительными блоками 11 и 12.
Группа -конечных выключателей дает сигнал командному блоку об окочании подвода (отвода) каретки 8 в зону измерения и поворота делительного диска 1 на один угловой шаг.
Способ контроля зубчатых колес с использованием устройства осущестляется следуюиим образом.
Зубчатое колесо 6 устанавливают на планшайбе 4 и с помощью устройства 7 для выверки биения базрвой по верхности контролируемого колеса с индикатором згшеряют биение базовой псшерхности колеса 6 - удвоенный эксцентриситет; сектор с максимальным биением отмечают на зубчатом колесе 6, затем в зону фиксатора 14 каретки для радиального перемещения и ориентсщии зубчатого колеса подводят .зуб (впадину) , расположенный в секторе с максимальным биением базовой поверхности, угловое положение делительного диска 1 фиксируют фиксатором 2 делительного диска и при помощи фиксатора 14 ось зубчатого колеса 6 смещают на величину эксцентриситета.
Отсчет перемещения колеса б производят по отсчетному индикатору. После этого зубчатое колесо б закрепляют на планшайбе 4 и начинают цикл измерения.
По команде с устройства 16 управления циклом каретка 8 с измерительными блоками 11 и 12 подводится до упора в направлении оси колеса б. После подвода каретки по сигналу от конечного выключателя подвода карет.ки 8 датчики линейных перемещений измерительных блоков 11 и 12 поочередно подключаются к регистрирующему устройству 15. На время подключения датчиков к регистрирующему устройству 15 лента его перемечается. В итоге после замера на ленте будут поочередно прочерчены две горизонтальные линии, характеризукнцие тангенциальное смацение измеренных боковых поверхностей зубьев, длина которых пропорциональна времени подключения датчиков и скорости перемещения ленты, а смещение от нулевой линии - величине припуска на изме ренной боковой повехности зуба. После снятия псжазаний с обоих измерительных блоков по команде от устройства 16 управления циклом каретка 8 отврдится от оси колеса 6 до упора и по сигналу от конечного выключателя отвода каретки 8 фиксатор 2 делительного диска выводится из паза делительного диска 1, последний поворачивается на заданное число угловых шагов и фиксируется фиксатором 2 По сигналу от конечного выключателя фиксатора 2 делительного диска каретка 8 внрвь подводится в зону измерения и цикл измерения повторяется. После измерения всех зубьев по команде от устройства 16 управления циклом цикл измерения заканчивается
В результате измерения на диаграммной ленте регистрирующего устройства 15 будет вычерчена совмещенная диаграмма распределения припуска по обеим боковым поверхностям зубьев колеса 6.
Допустим, что перед зубопшифозанием колесо б необходимо установить относительно шлифовальных кругов в . такое угловое положение, чтобы разность Р между максимальными припусками по. обеим боковым поверхностям зубьев равнялась нулю, что обеспечит минимальный припуск прд зубошлифование .
По лиатрамме припуска определяют разность Р максимальных припусков по левой и правой боковым поверхностям зубьев колеса б. Планшайбу 4 при помощи устройства 5 для поворрта, фиксации и отсчета величины поворота планшайбы разворачивают относительно делительного диска 1 в напргшлении боковой поверхности с наибольшим припуском (левой) на угол. пропорциональный полуразности Р/2 максимальных припусков, фиксируя окончание разворота по индикатору устройства 5, и после разворота закрепляют. Затем повторяют цикл измерения при новом угловом положении зубчатого колеса б относительно делительного диска 1. В результате новых замеров повтор но вычерчивают совмещенную диаграмму распределения припуска по обеим боковым поверхностям зубьев (кривые Ш и ГУ на фиг. 3 ). По этой диагракме определяют боковые поверхности зубьев наладочных впадин, при ориентации по которым зубчатого колеса 6 на станке относительно шлифовальных кругов будет достигнуто такое же относительное положение боковых зубьев колеса 6, что и после разворота планшайбы 4 относительно измерительных наконечников 13. При зубошлифовании кругами расположенными в разных впадинах колеса 6 (левый круг обрабатывает ле.вую боковую поверхность зуба, а правый - правую), это могут быть впадины А и В или впадины Г и Е, располо женные друг от друга на угловом рас стоянии Х/. При зубошлифовании кругами, расположенными в одной впадине колеса это могут быть впадины Б или Д. Нгш дочные впадины отмечают на зубчатом колесе 6. После определения наладочных впадин находят разность S ме)вду максиМсшьным припуском (впадины К и М) и припуском наладочной впадины. После ориентации зубчатого колеса на станке относительно шлифовальных кру гов по боковым поверхностям зубьев наладочных впадин круги отводят от них на расстояние равное или пропорциональное S. Оптимальное взаимное положение левых и правых боковых поверхностей зубьев колеса на станке относительно шлифовальных кругов обеспечивает уменьшение припуска под зубошлифование, вероятности появления черновик, поднутрений и выступов на переходной поверхности у ножки зуба. Отвод шлифовальных кругов после ориентации зубчатого колеса на станке по боковым поверхностям зубьев наладочных впадин на величину 3 предотвращает увеличение глубины резания на первом проходе в секторах зубчатого венца колеса с наибольшим припуском. Использование изобретения обеспечит радиональное распределение припуска по обеим боковым поверхностям зубьев колеса на зубошлифовальных станках и оптимальное расположение шлифовальных кругов перед шлифованием, что повысит произ5.одительность . и качество обработки зубчатых колес высокой степени точности.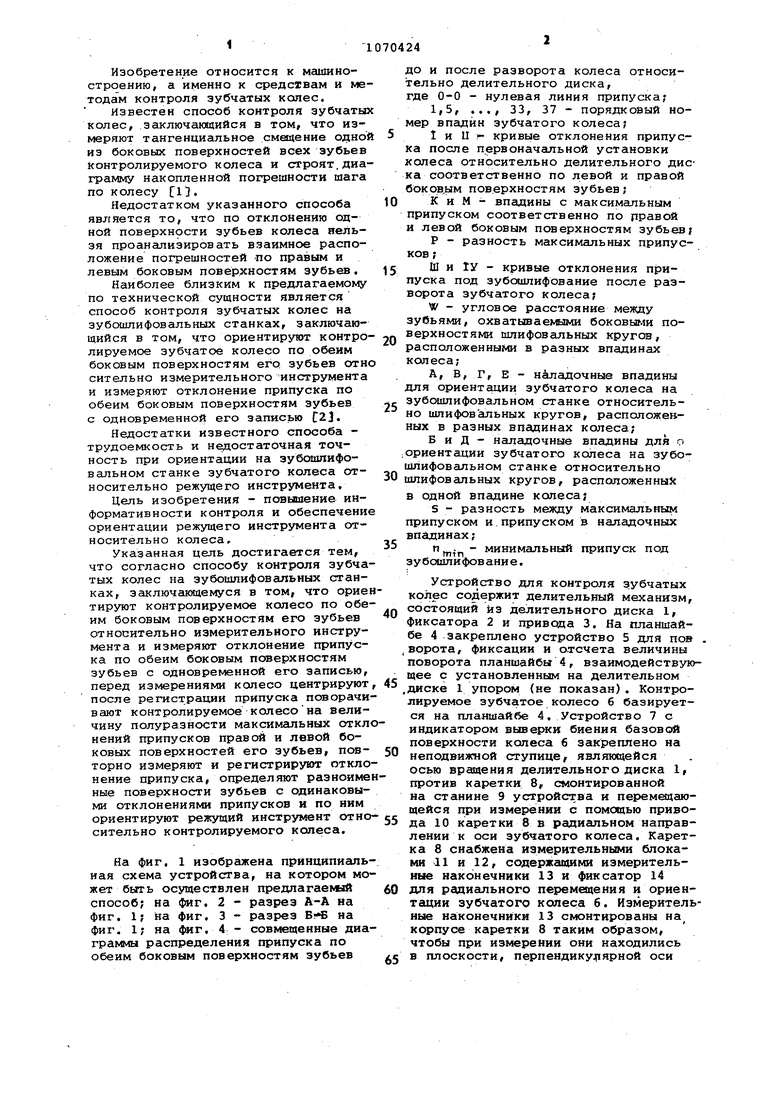
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ориентации зубчатого колеса на зубошлифовальных станках | 1984 |
|
SU1271688A1 |
| Способ контроля зубчатых колес перед зубошлифованием | 1983 |
|
SU1147919A1 |
| Способ контроля зубчатых колес | 1983 |
|
SU1147921A1 |
| Способ наладки зубошлифовального станка | 1987 |
|
SU1419829A1 |
| Способ контроля зубчатых колес на зубошлифовальных станках | 1985 |
|
SU1293464A1 |
| Способ наладки зубо- и шлицешлифовальныхСТАНКОВ | 1979 |
|
SU795777A1 |
| Способ наладки зубо- и шлицешлифовальных станков | 1985 |
|
SU1379030A1 |
| Способ контроля зубчатых колес на зубо- и шлицешлифовальных станках и устройство для его осуществления | 1981 |
|
SU1028999A1 |
| СПОСОБ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ КОЛЕС С КРУГОВЫМИ ЗУБЬЯМИ | 1999 |
|
RU2147976C1 |
| ПРЕРЫВИСТЫЙ ШЛИФОВАЛЬНЫЙ КРУГ ДЛЯ ОБРАБОТКИ КОЛЕС С КРУГОВЫМ ЗУБОМ | 1999 |
|
RU2147268C1 |
СПСЮОБ КОНТРОЛЯ ЗУБЧАТЫХ КОЛЕС НА ЗУБОШЛИФОВАЛЬНЫХ СТАНКАХ, заключающийся в том, что ориентируют контролируемое колесо по обеим боковым поверхностям его зубьев относительно измерительного инструмента н измеряют отклонение припуска по обеим боковым поверхностям зубьев с одновременной его записью, о т л и ч а ю щ и и с я тем, чтo с целью повышения информативности контроля и обеспечения ориентации режущего инструмента относительно колеса, перед измерениями колесо центрируют, после регистрации припуска поворачивают контролируемое колесо на величину полуразности максимальных отклонений припусков правой и левой боковых поверхностей его зубьев, повторно измеряют и регистрируют отклонение припуска, определяют разноимен- § ные псяерхностн зубьев с одинаковыми | отклонениями припусков и по ним ориентируют режущий инструментэотносительно контролируемого колеса. 
ф1/г.2
15
/
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Тайц Б.А | |||
| Точность и контроль зубчатых колес | |||
| М., Машиностроение , 1972, с | |||
| Нагревательный прибор для центрального отопления | 1920 |
|
SU244A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Авторское свидетельство СССР по заявке 3325368/25-28, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
