(54) СПОСОБ СБОРКИ ОБМОТКИ ЯКОРЯ
ЭЛЕКТРИЧЕСКИХ MAIUMH С КОЛЛЕКТОРОМ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки обмотки якоря электрической машины с коллектором | 1980 |
|
SU868935A1 |
| Устройство для сборки обмотки якоря с коллектором | 1981 |
|
SU985889A1 |
| Способ сборки якоря электрической машины с коллектором | 1979 |
|
SU860189A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШАРОВОГО ШАРНИРА | 2002 |
|
RU2232661C2 |
| Способ сборки якоря электрической машины | 1985 |
|
SU1257759A1 |
| Способ изготовления якоря электрической машины с коллектором | 1975 |
|
SU556525A1 |
| Способ укладки обмотки в пазы якорей коллекторных электрических машин | 1983 |
|
SU1270843A1 |
| Станок для сборки коллектора с валом якоря | 1983 |
|
SU1274076A1 |
| Станок для намотки коллекторных элек-ТРичЕСКиХ МАшиН | 1978 |
|
SU817886A1 |
| Способ крепления обмотки в пазах электрических машин и устройство для его осуществления | 1985 |
|
SU1265926A1 |
Изобретение касается технологии изготовления электрических машин, а именно сборки обмотки 5жоря с коилектфом, и может быть использсжано в электротехничес кой промышленности. Известен способ сборки обмотки якоря с коллектором, заключающийся в том, что на вал якоря напрессовывают коллектор, за тем в пазы коллектора вводят и Закрепляют начала витков обмотки, после чего осущесгвляюг формообразование обмотки и& якоре и ввод ( с закреплением расчеканке концов) обмотки Б пазы коллектора l. Недостатком способа является ограничен ность его применения, так как он непригоден для якорей со стержневыми обмотками. Другой способ сборки обмотки якоря с коллектором, заключается в напрессовке коллектора на вал якоря ввода концов обмотки в пазы коллектора, закреплении их в пазах и пайке 2j, Недсх:таткок1 этого способа является неточная ориентация концов обмотки относительно пазов коллектора из-за возможного смещения коллектора относительно якоря в радиальном и угловом направлениях и некачественное соединение кондов обмотки в пазах коллектора. Целью изобретения является повышение точки ориентации концов обмотки относительно пазов коллектора и увеличение прочности зах:рэп1шния концов в пазах коллектора. Для этого на выводные концы обмотки насаживают технологическое кольцо с пазами, расположенными, на одном из торц№, и имеющего Внутреннее сквозное отверстие с направл5иощими, сЬориентированны- ми относительно пазов торца таким образом, чтобы концы Обмотки якоря были расположены в пазах кольца. Затем с противоположной стороны кольца в отверстие вводят коллектор, ориентируя его пазами по направляющим отверстия, после чего напрессовываз&т его на Вал якоря с вводом концов обмотка, в пазы коллектора и затем концы обмотки, осаживают и закрепляют в пазах коллектора. Причем осаживание и закрепление цов обмотки осуществлянЗт завальцоькой пуансонами, рабочая часть которых выполн -;.
внутренними конусообразными выемками.
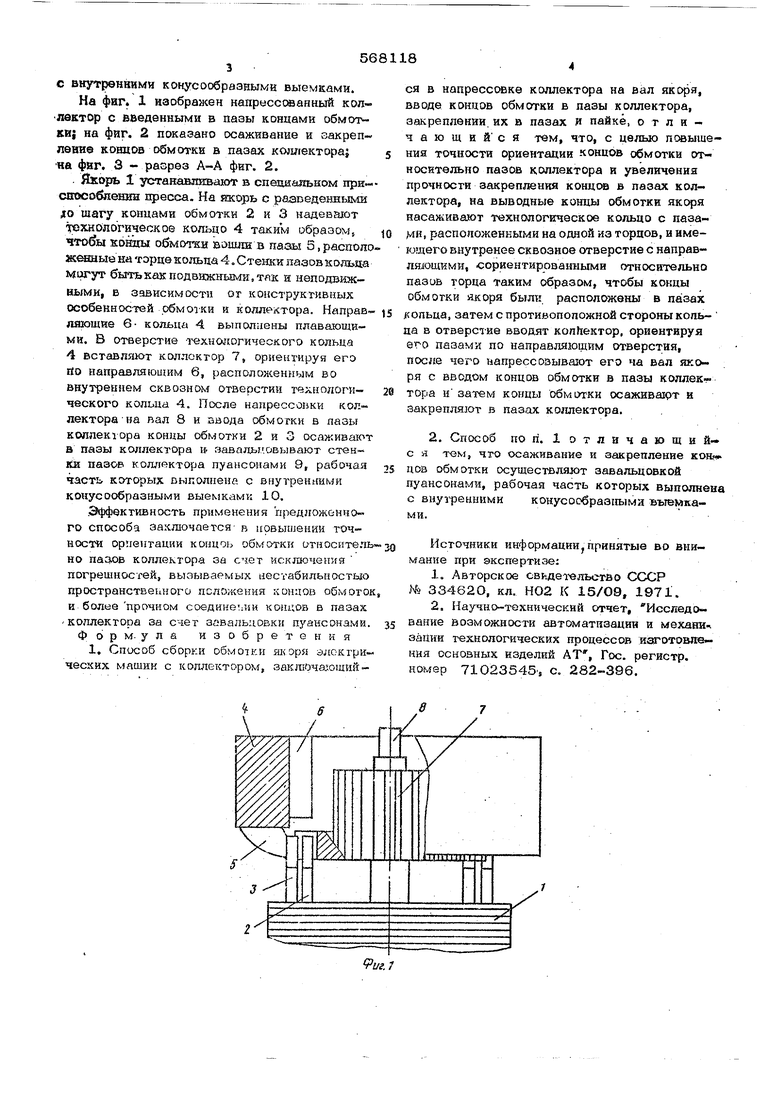
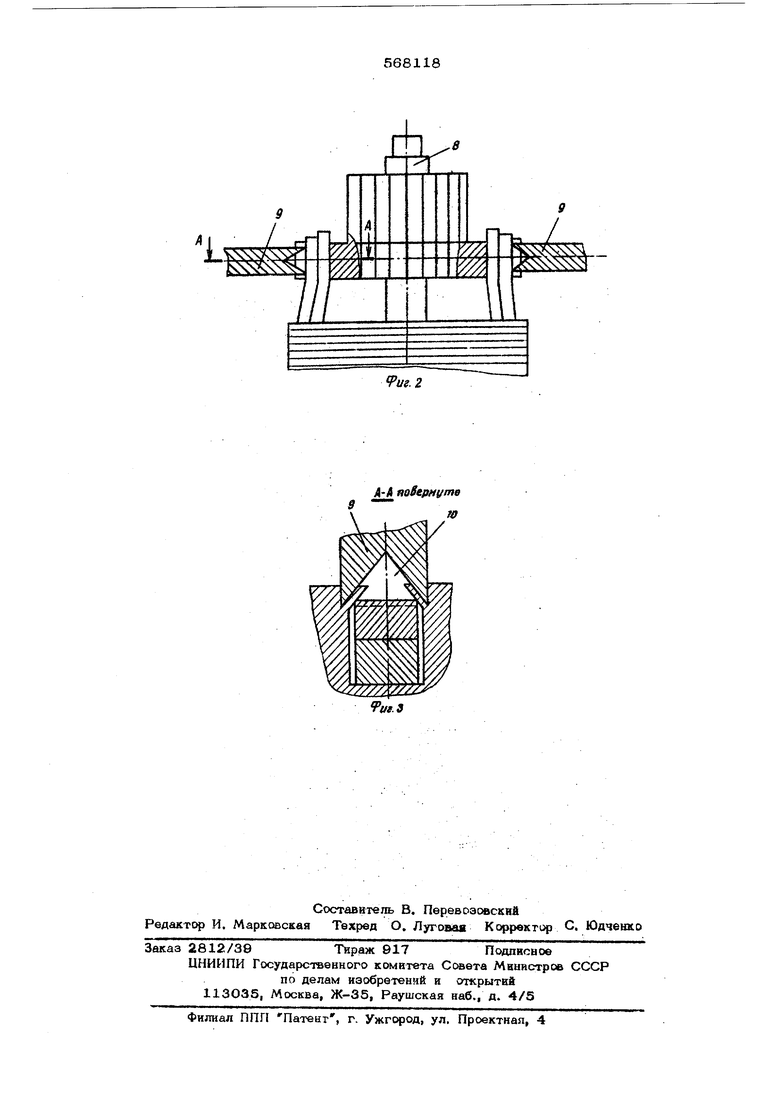
На фиг4 1 изображен каприсссеанный копектор с введенными в пазы концами обмоти; на фиг. 2 показано осаживание и закрепение концов обмотки в пазах KOjuteKTOpaj 5 а фиг. 3 - раэрез А-А фиг. 2.
Якорь 1 устанавливают в спеащальном прн аособп вив пресса. На якорь с разпеденныкш до шагу концами обмотки 2 и 3 надевают трехнопогическое копьцо 4 таким образоме Q чтобы коняы обмотай вошли в пазы 5 .расположе1шые на тэрцв кольца 4. Стенки пазов колыга могут быть как подвижными, так и нвподвижЁиыми, Б зависимости ог конструктивных особенностей .обмогки к коллектора. Направ 5 ляюшие 6- кольца 4 выполнены плавающими. В отверстие ехнаиогического кольца 4 вставляют коллектор 7, ориентируя его йо направляюишм 6, расположенным во внутреннем сквозном отверстии технологи- 28 ческого кольца 4. После напрессовки коллектора на вал 8 и ввода обмогки в пазы коппекюра конды обмотки 2 и 3 осаживают в пазы коллектора № завальцовывают стенки пазов кол/fRKTOpa пуансонами 9, рабочая -jj часть которых выполнена с внутренними конусообразными выемками 10.
.Эффективность применения предложенного способа аахлючается- в повышении точности ориентации концов обмогки .оситель JQ но naciOB коллектора за счет исключения погрешностей, вызываемых нестабильностью пространствеиного положения концов обмоток и болеепрочном соединег:ии кондов в пазах -коллектора за счет завальцовки пуансонами. 35 Форм, ула изобретения
1, Способ сборки обмотки якоря электрических машин с коллектором, аакгаочадощийся в напрессовке коллектора на вал якоря, вводе концов обмотки в пазы коллектора, закреплении, их в пазах и пайке, о т л и чающийся тем, что, с целью повышения тонкости ориентации концов обмотки относительно пазов коллектора и увеличения прочности закрепления конце в пазах коллектора, на выводные концы обмотки якоря насаживают технологическое кольцо с паза 11Н, расположенными на одной из тордов, и имеющего внутренее сквозное отверстие с направляющими, сориентиррва1гаыми относительно пазов торца таким образом, чтобы концы обмотки якоря были расположены в пазах лопьца, затем спротивопопожной стороны кольца в отверстие вводят коллектор, ориентируя его пазами по направляющим отверстия, после чего напрессоэывадот его ча вал якоря с вводом концов обмотки в пазы коллектора и затем концы обк-ютки осаживают и аакрепляаот в пазах, коллектора.
Источники информации, принятые во внимание при экспертизе:
A-A aoSepMi/ma
да
/
