(54) УСТРОЙСТВО ДЛЯ СБОРКИ ОБМОТКИ ЯКОРЯ ЭЛЕКТРИЧЕСКОЙ
МАШИНЫ С КОЛЛЕКТОРОМ

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки обмотки якоря с коллектором | 1981 |
|
SU985889A1 |
| Способ сборки обмотки якоря электрических машин с коллектором | 1974 |
|
SU568118A1 |
| Способ сборки якоря электрической машины с коллектором | 1979 |
|
SU860189A1 |
| Способ сборки якоря электрической машины | 1972 |
|
SU510883A1 |
| Станок для сборки в пакет пластин и изоляционных прокладок коллекторов электрических машин | 1979 |
|
SU877671A1 |
| Устройство для сборки и опрессовки комплекта коллекторных пластин | 1989 |
|
SU1734156A1 |
| Устройство для сборки коллекторного пакета | 1972 |
|
SU445954A1 |
| Устройство для сборки пластинКОллЕКТОРА элЕКТРичЕСКОй МАшиНы ВТЕХНОлОгичЕСКОЕ КОльцО | 1979 |
|
SU830603A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЛЕКТОРОВ ЭЛЕКТРИЧЕСКИХ МАШИН И ПРЕСС-ФОРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2079196C1 |
| Устройство для сборки пластин коллектора электрической машины в технологическое кольцо | 1988 |
|
SU1497675A2 |
1
Изобретение относится к технологическому оборудованию для производства электрических машин и может быть использовано в электротехничес,кой промышленности.
Известно устройство для сборки обмотки якоря электрической машины с коллектором, содержащ1ее технологическое кольцо с пазами и ориентирухидими элементами, расположенными на торце технологического кольца, пуансоны для эавальцовки концов обмотки в пазах коллектора и механизм для запрессовки коллектора на вал ГИ.
Однако при сборке обмотки якоря с коллектором известным устройством возникает необходимость в разориентации концов после напрессовки коллектора на вал, а затем их необходимо вновь ориентировать с тем, чтобы осадить концы обмотки в пазах коллекторных пластин и закрепить. Этот недостаток обусловлен тем, что при напрессовке коллектора с торца в пазы входит лишь внутренний ряд концов обмотки, а верхний ряд находится над коллекторными пластинами. Наличие дополнительных операций (разорментация и ориентация концов) снижает производительность.
Цель изобретения - повышение производительности.
Поставленная цель достигается тем, что ориентирующие элементы выполнены в виде клиньев с приводом их радиального перемещения относительно технологического 1 ольца и расположены в пазах технологического кольца.
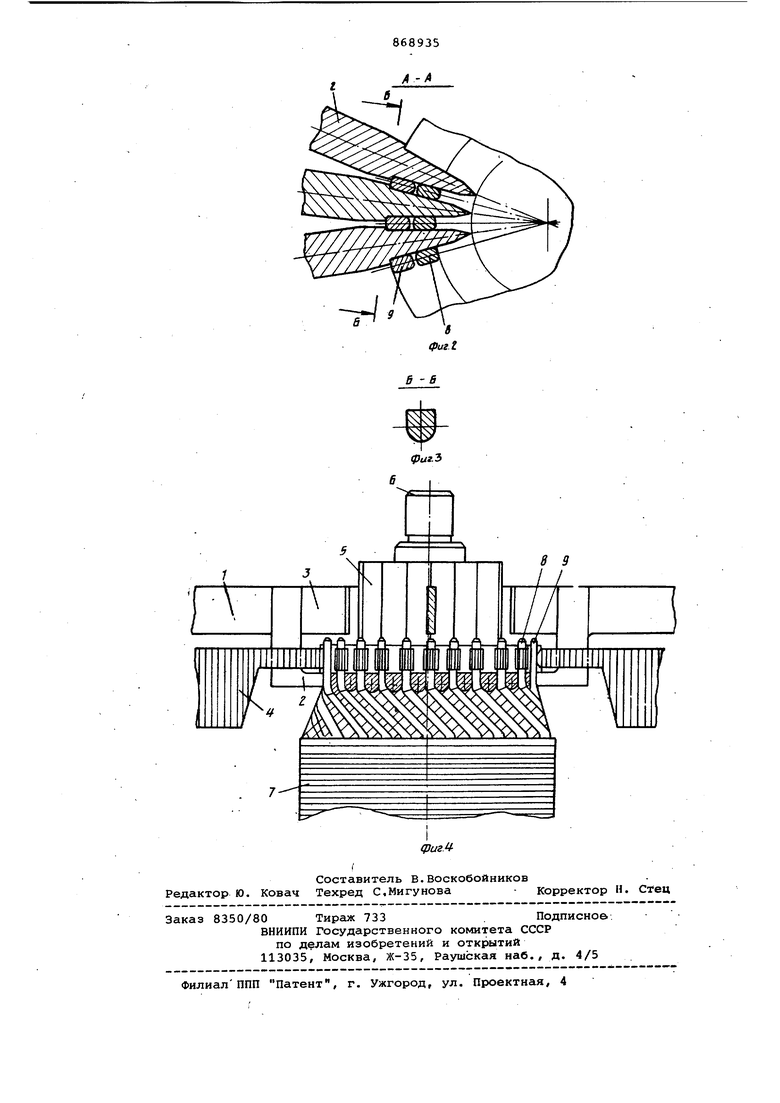
На фиг. 1 показано устройство для
10 сборки обмотки якоря с коллектором перед запрессовкой коллектора на вал якоря; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 2; на фиг. 4 - устройство для
15 сборки обмотки якоря с коллектором после запрессовки коллектора на вгш якоря.
Устройство для сборки обмотки якоря электрических машин с коллектором
20 содержит технологическое кольцо 1 с пазами, радиально расположенными по окружности, и устанавливаемое на корпусе устройства 1не показан), с торца технологического кольца в его пазах
25 расположены ориентирующие элементы .2, выполненные в виде клиньев (фиг. 2) с приводом их радиального перемещения относительно технологического кольца (не показан). В пазах
30 технологического кольца установлены
направляющие элементы 3 для ориентации коллектора относительно технологического кольца. Между ориентирующими элементами 2 расположены пуансоны 4 для завальцовки концов обмотки в пазах коллектора.после запрессовки коллектора 5 на вал 6 якоря 7 механизмом запрессовки (не показан). 1Якорь -7 имеет .выводные концы обмотки 8 и 9.
Устройство для сборки обмотки якоря электрических машин с коллектором работает следующим образом.
Якорь 7 устанавливают в специальное приспособление, при этом ориенти.рующие элементы 2 вводят между концами обмотки 8 и 9 в зоне переходного радиуса лобовой части в пазовую часть обмотки. Приводом перемещают ориентисуукяцие элементы 2 в радиальном направлении относительно технологического кольца 1 до тех пор, пока клинья ориентирующих элементов не зажмут концы обмотки якоря 8 и 9. Затем коллектор 5 устанавливают на вал 6 якоря 7 и ориентируют его пазами относительно направляющих элемвнтЬв 3, после чего механизмом запрессовки на- . прессовывают коллектор на вал якоря. Затем пуансоны 4, перемещаясь в радиальном направлении, закладывают и завальцовывают концы обмотки 8 и 9
якоря в пазах коллектора, после чего пуансоны 4 и ориентирующие элементы 2 отводятся в исходное положение, и якорь 7 снимается с устройства.
Предлагаемое устройство позволяет повысить производительность за счет одновременного ввода концов обмотки якоря в пазы коллекторных пластин и их завальцовывания в пазах.
Формула изобретения
Устройство для сборки обмотки якоря электрической машины с коллектором, содержащее технологическое кольцо с пазами и ориентирующими элементами, расположенными на торце технологического кольца, пуансоны для завальцовки концов обмотки в пазах коллектора и механизм для запрессовки коллектора на вал, отличающееся тем, что, с .целью повышения производительности, ориентирующие элементы выполнены в виде клинье с приводом их радиального перемещения относительно технологического кольца и расположены в пазах технологического кольца.
Источники информации, принятые во внимание при экспертизе
