Предлагаемое изобретение относится к обработке металлов давлением.
Известен способ изготовления шарового шарнира, включающий последовательно выполняемые операции сборки внутренних частей шарнира и завальцовки корпуса со стороны шаровой головки [1].
Недостатком этого способа является невозможность изготовления шарового шарнира, установленного во фланце из тонколистового материала, имеющего толщину, меньшую диаметра сферического тела, вследствие того что нагрузка от штамповочного пресса при деформации корпуса шарнира прикладывается в одном направлении, что требует значительной жесткости корпуса шарнира и накладывает ограничения на его конструкцию.
Также известен способ изготовления шарнира [2], при котором перед операцией сборки внутренних частей шарнира: вкладыша и шаровой головки, на отрезок трубы, являющейся корпусом шарнира, насаживают фланец, выполненный из листового материала. Трубу осаживают в осевом направлении до образования кольцевых утолщений с двух сторон фланца, а затем загибают один конец трубы радиально внутрь. После сборки внутренних частей шарнира, включающей взаимную ориентацию сферического тела и вкладыша и обжатие вкладыша по поверхности сферического тела, производят завальцовку корпуса со стороны шаровой головки.
Этот способ позволяет устанавливать шарнир во фланец из тонколистового материала, однако он характеризуется высокой трудоемкостью из-за того, что процесс изготовления шарнира разбивается по крайней мере на три независимых операции: формообразование корпуса шарнира (осаживание трубы и загибание одного конца трубы радиально внутрь), сборка и установка внутренних деталей шарнира (сферическое тело и вкладыш) внутрь корпуса и завальцовка корпуса со стороны сферического тела.
Предлагаемое изобретение направлено на совмещение в одной операции этапов формообразования корпуса шарнира и обжатия вкладыша по поверхности сферического тела за счет управления течением материала трубной заготовки.
Поставленная задача достигается тем, на отрезок трубы насаживают фланец из листового материала, осаживают отрезок трубы в осевом направлении до образования кольцевых утолщений с обеих сторон фланца, обжимают вкладыш по поверхности сферического тела и устанавливают их в отрезок трубы.
Новым в предлагаемом изобретении является то, что обжим вкладыша по поверхности сферического тела осуществляют одновременно с осадкой отрезка трубы, в процессе которой ограничивают увеличение диаметра кольцевых утолщений в наружном радиальном направлении.
Кроме этого, ограничение увеличения диаметра кольцевых утолщений в наружном радиальном направлении можно осуществлять с помощью кольцевых матриц, расположенных с двух сторон фланца.
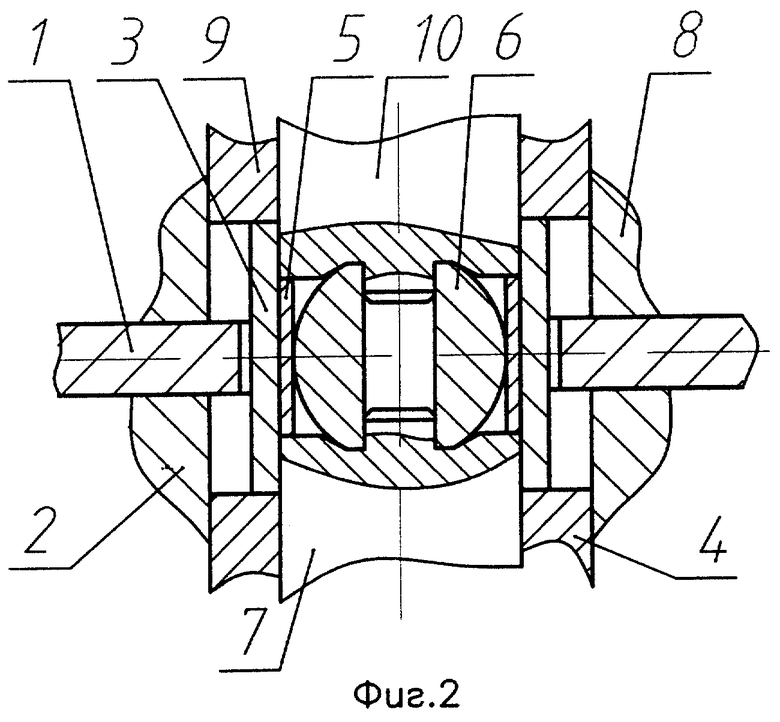
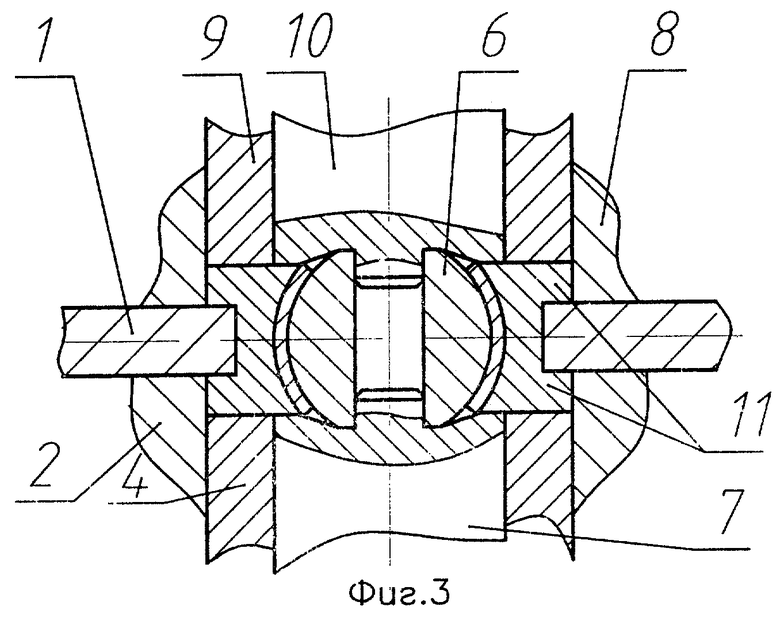
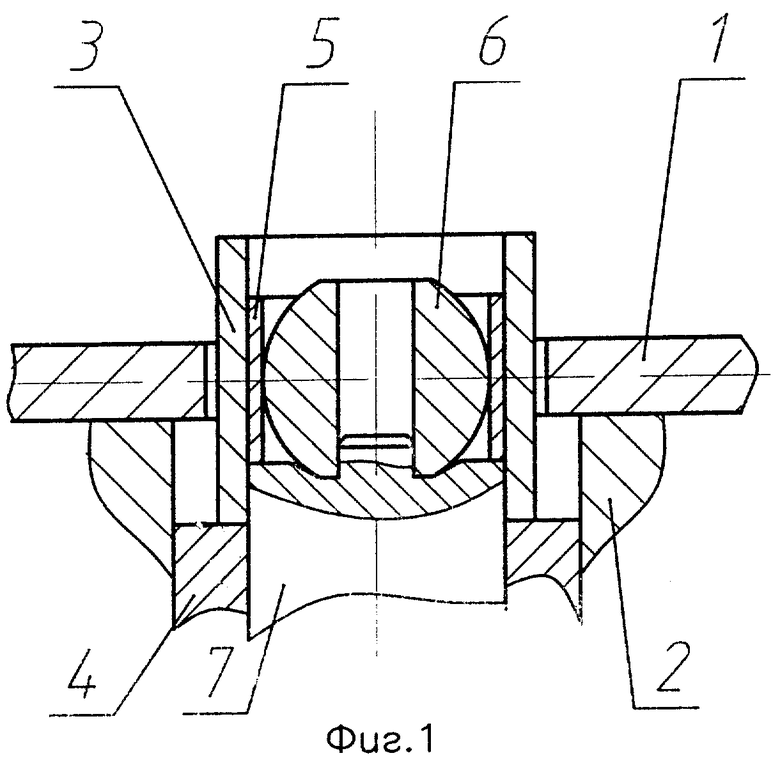
На фиг.1, 2 и 3 изображены этапы сборки шарового шарнира.
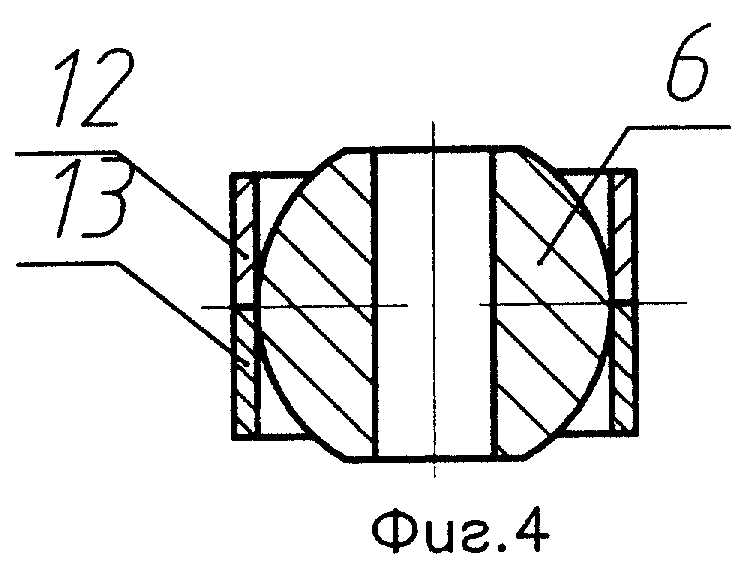
На фиг.4 изображен вариант выполнения вкладыша из двух тонкостенных кольцевых втулок.
Способ осуществляется следующим образом.
Фланец 1, выполненный из тонколистового материала, устанавливают на кольцевую матрицу 2. Во фланец 1 вставляют отрезок трубы 3 с прилеганием к кольцевому пуансону 4. Затем устанавливают вкладыш 5, представляющий собой тонкостенную втулку, и сферическое тело 6 с прилеганием к стойке 7 (фиг.1). Далее фланец 1 фиксируют в осевом направлении матрицей 8, отрезок трубы 3 фиксируют в осевом направлении с помощью кольцевого пуансона 9, а вкладыш 5 и сферическое тело 6 фиксируют в осевом направлении с помощью стойки 10. При этом горизонтальная плоскость симметрии фланца 1, отрезка трубы 3, вкладыша 5 и сферического тела 6 совпадают (фиг.2). Затем отрезок трубы 3 подвергают осадке путем приложения деформирующей нагрузки к ее торцам при помощи пуансонов 4 и 9, что приводит к возникновению кольцевых утолщений 11. При этом с помощью кольцевых матриц 2 и 8, примыкающих к обеим сторонам фланца 1, ограничивают увеличение диаметра кольцевых утолщений 11 в наружном радиальном направлении. Это приводит к тому, что увеличение объема кольцевых утолщений 11 происходит за счет течения материала трубы в радиальном направлении к центру шарнира. При этом одновременно деформируют вкладыш, 5 обжимая его по поверхности сферического тела 6 (фиг.3).
Вкладыш 5 может быть выполнен также из двух тонкостенных трубок 12 и 13 (фиг.4).
Предложенный способ позволяет выполнить формообразование корпуса шарнира и обжатие вкладыша по поверхности сферического тела за одну операцию.
Источники информации
1. Справочник по холодной штамповке В.П. Романовского. - М.-Л.: Машиностроение, 1965, с.413, рис.402 б.
2. Патент СССР № 9641862, В 21 D 39/00. Способ изготовления шарового шарнира.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления шарового шарнира | 1972 |
|
SU641862A3 |
| СФЕРИЧЕСКИЙ ШАРНИР | 1998 |
|
RU2127834C1 |
| СФЕРИЧЕСКИЙ ШАРНИР И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2127835C1 |
| Неразъемное соединение трубопроводов из разнопородных материалов и способ его сборки | 1980 |
|
SU1009570A1 |
| СПОСОБ ПОЛУЧЕНИЯ ТРУБ С ПРОФИЛИРОВАННЫМИ ЗАКОНЦОВКАМИ | 2009 |
|
RU2395362C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕПЛООБМЕННЫХ ТРУБ С ПРОФИЛИРОВАННЫМИ ЗАКОНЦОВКАМИ | 2010 |
|
RU2445183C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕПЛООБМЕННЫХ ТРУБ С ПРОФИЛИРОВАННЫМИ ЗАКОНЦОВКАМИ | 2008 |
|
RU2401174C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕПЛООБМЕННЫХ ТРУБ С ПРОФИЛИРОВАННЫМИ ЗАКОНЦОВКАМИ | 2008 |
|
RU2387515C1 |
| Способ получения полых изделий типа шаровых сосудов | 1986 |
|
SU1375385A1 |
| Способ изготовления шарового шарнира | 1977 |
|
SU655340A3 |
Изобретение относится к обработке металлов давлением и направлено на совмещение в одной операции этапов формообразования корпуса шарнира и обжатия вкладыша по поверхности сферического тела за счет управления течением материала трубной заготовки. На отрезок трубы насаживают фланец из листового материала, осаживают отрезок трубы в осевом направлении до образования кольцевых утолщений с обеих сторон фланца, обжимают вкладыш по поверхности сферического тела и устанавливают их в отрезок трубы. Обжим вкладыша по поверхности сферического тела осуществляют одновременно с осадкой отрезка трубы, в процессе которой ограничивают увеличение диаметра кольцевых утолщений в наружном радиальном направлении. Кроме этого, ограничение увеличения диаметра кольцевых утолщений в наружном радиальном направлении можно осуществлять с помощью кольцевых матриц, расположенных с двух сторон фланца. Повышается производительность. 1 з.п. ф-лы, 4 ил.
| Способ изготовления шарового шарнира | 1972 |
|
SU641862A3 |
| Способ изготовления сферических полукорпусов трубопроводной арматуры | 1976 |
|
SU586945A1 |
| US 3536368, 27.10.1970. | |||
