Изобретение предназначено для токарной обработки роторов электродвигателей с использованием в качестве режущего инструмента обкатывающихся режущ-их дисков.
Известен токарный станок для обработки деталей посредством самовращающнхся резцов с двумя основными продольными направляющими, «а которых один против другого с соосно расположенными шпинделями установлены с возможностью перемещения два привода, несущих зажи.мные элементы 1.
Предлагаемое устройство отличается от известного тем, что с целью обеспечения возможности обработки наружной поверхности пакетов роторов в нем в области рабочей зоны между п.риводами параллельно основным налравляющим установлена дополнительная направляющая под ииструментальную каретку.
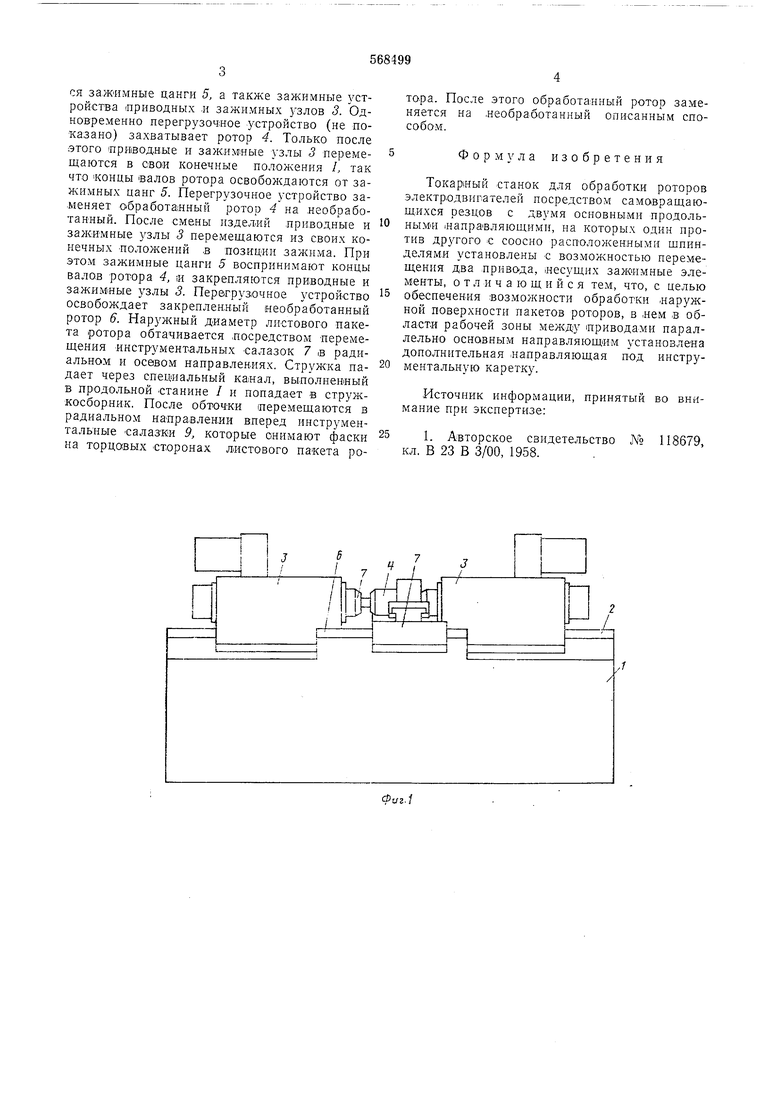
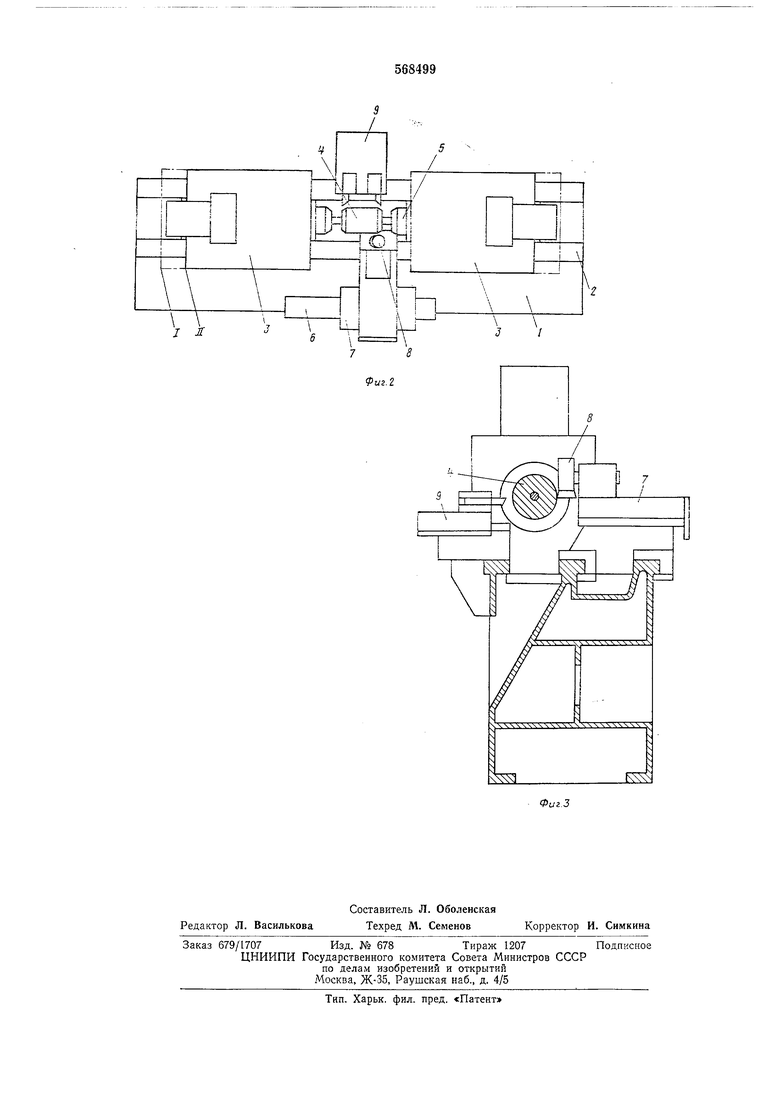
На фиг. 1 показан предлагаемый токарный станок, ВИД сбоку; на фиг. 2 - то же, вид в плане; на фит. 3 - то же, частичный разрез.
На продольной станине / расположены две сквозные параллельные направляющие 2. На направляющих 2 перемещаются и закрепляются в каждой позиции два симметричных приводных и зажимных узла 3, причем перемещение в продольном напраВлении из конечного поло}кения / в позицию // зажима осуществляется посредством гидравлического цилилдра (на чертежах не показан).
В конечном положении приводной и зажимной узел 3 допускает загрузку необработанного ротора и выгрузку обработанного, причем для этого используется известное загрузочное устройство. В зажимной позиции 11 приводной и зажимной узлы 3 базируют ротор 4 по посадочным местам, причем в каждом узле имеется по одной зал-гимной цанге 5. По одной из направляющих 2 и по дополнительной направляющей 6, расположенной на продольной станине / двумя приводными и зажимными узлами 3 посредством
гидроцлл1 ндра, перемещаются инструментальные салазки 7, которые несут на себе токарный инструмент с обкатывающимся режущим диском 8, расположенный головкой вверх. На другой направляющей 2 и продольной станине / расположены вторые инстру.ментальные салазки 9, предназначенные для снятия фасок на листовом пакете ротора.
Токарный станок работает следующим образом. После обточки наружного диаметра листового пакета ротора -инструментальные салазки 7 перемещаются назад в радиальном и осевом направлениях и занимают свое исходное положение. Вторые инструментальные салазки 9 также занимают свое исходное поЛожение. Затем осуществляется торможение
приводного и зажимного }злов 3. Отпускаются зажимные цанги 5, а также зажимные устройства лриводных л зажимных узлов 3. Одновременно перегрузочное устройство (не показано) захватывает ротор 4. Только после этого приводные и зажлмные узлы 3 перемещаются в ОБОИ конечные положения /, так что КОНЦЫ iвaлoв ротора освобождаются от зажимных цанг 5. Перегрузочное устройство заменяет обработаяный ротор 4 на .необработанный. После смены изделий .приводные и залшмные узлы 3 перемещаются из своих конечных лоложений .в позиции зажима. При этом зажимные цанги 5 воспринимают концы вало.в ротора 4, и закрепляются приводные и зажпмные узлы 3. Перегрузочное устройство освобождает закрепленный необработанный ротор 6. Нарзжный диаметр листового пакета ротора обтачивается .посредством перемещения инструментальных салазок 7 ,в радиальном и осевом направлениях. Стружка падает через специальный каяал, выполненный в продольной станине / и попадает в стружкосборник. После обточки перемещаются в радиальном напра влении вперед инструментальные салазкИ 9, которые снимают фаски на торцовых сторонах листового пакета ротора. После этого обработанный ротор заменяется на необработанный описанным способам. Формула изобретения Токарный станок для обработки роторов электродвигателей посредством самавращающихся резцов с двумя основными продольными направляющими, на которых один против дрЗТого с соосно расположенными шпинделям.и установлены с возможностью перемещения два привода, несущих зажимные элементы, отличающийся тем, что, с целью обесиечения возможности обработки .наружной поверхности пакетов роторов, в ,нем -в области рабочей зоны между приводами параллельно основным направляющим установлена дополнительная .направляющая под инструментальную каретку. Источник информации, принятый во внимание при экспертизе: 1. Авторское свидетельство № 118679, кл. В 23 В 3/00, 1958.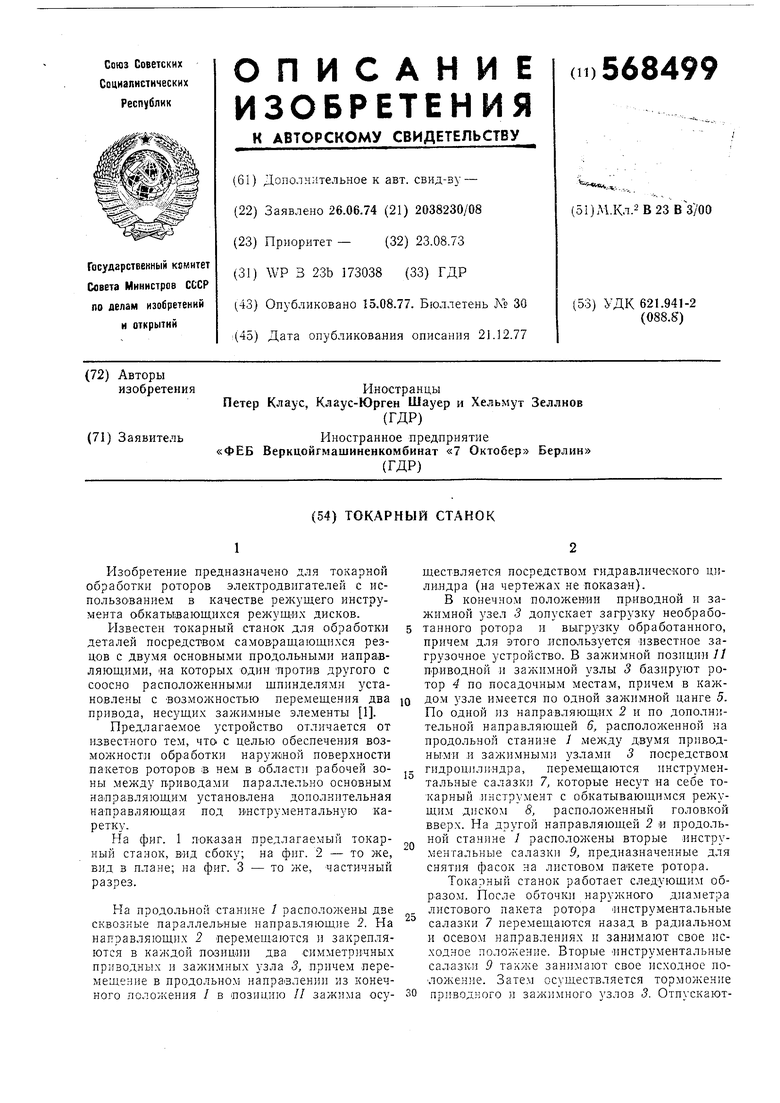
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для нарезания зубчатой рейки с переменным шагом и наклоном зубьев | 1984 |
|
SU1326184A3 |
| УНИВЕРСАЛЬНЫЙ НАСТОЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ДРЕВЕСИНЫ И МЕТАЛЛА | 1992 |
|
RU2050227C1 |
| Суппорт токарно-многоцелевого станка | 1991 |
|
SU1816626A1 |
| Гибкий токарный модуль | 1987 |
|
SU1509228A1 |
| Способ чистовой обработки поршней и аналогичных деталей и станок для его осуществления | 1987 |
|
SU1834750A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ПОЛЫХ ЦИЛИНДРОВ, УСТРОЙСТВО ДЛЯ ИХ КРЕПЛЕНИЯ В ОБРАБАТЫВАЮЩЕМ СТАНКЕ И ЛИНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА. | 1993 |
|
RU2049648C1 |
| Фрезерно-расточной станок модульного типа | 2022 |
|
RU2797896C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ПОРШНЕВЫХ КОЛЕЦ | 1973 |
|
SU397269A1 |
| УНИВЕРСАЛЬНАЯ СИСТЕМА КРЕПЛЕНИЯ ИНСТРУМЕНТА ДЛЯ ЦЕНТРА МЕХАНИЧЕСКОЙ ОБРАБОТКИ | 2009 |
|
RU2521545C2 |
| ДВУХШПИНДЕЛЬНЫЙ ТОКАРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ПОРШНЕЙ | 1993 |
|
RU2087264C1 |
2
-L
,1
Фиг.2
