сд
о о to Ю
сх
Изобретение относится к станкостроению и может быть использовано для токарной обработки деталей.
Целью изобретения является расширение технологических возможностей модуля за счет обеспечения автоматической смены магазинов со сменными патронами под детали и возможности обработки нескольких деталей одновременно.
На фиг. 1 показан гибкий токарный моройство 16 осуществляется перемещением каждой щпиндельной бабки 10 и 11 посредством вертикальных кареток 6 и 7 и суппортов 8 и 9.
Зажимное шпиндельное устройство 16 захватывает своим внутренним конусом конический хвостовик 18 патрона 13 и зажимает его посредством гидростанции 17. Затем при перемещении суппортов 8 и 9 вверх базовые буртики 24 патронов 13 выходуль, вид сверху; на фиг. 2 - токарный 10 дят из контакта с фиксаторами магази- станок с двумя шпиндельными бабками; нана 3 и патроны 13 перемещаются в позицию обработки. Начинается обработка деталей 22. Шпиндель приводится во вращение, и шпиндельные бабки 10 и 11 с задо четырех различных наименований режущих инструментов (например, резцы, сверла и др.), относительно которых шпиндельные
и 11 соответственно, инструментального блока 12, жестко закрепленного на станине 5. Магазин 3 с патронами 13 для заготовок установлен над инструментальным блоком 12 и точно фиксируется на нем посредством механизма фиксации, выполненного в виде гидрозажима 14. Управление перемещением суппортов 8 и 9 осуществляется системой 15 ЧПУ (фиг. 1). За25
фиг. 3 - сменный патрон для крепления заготовок, общий вид.
Гибкий токарный модуль содержит токарный станок 1, накопитель 2 магазинов 3 . готовками 22 перемещаются относительно и механизм 4 перегрузки магазинов 3 винструментального блока 12. В инструменрабочую позицию станка.тальном блоке 12 неподвижно установлено
Токарный станок 1 состоит из станины 5, на которой расположены две вертикальные каретки 6 и 7 с суппортом 8 и дополнительным суппортом 9 соответственно, на 20 бабки 10 и 11 перемещаются по трем которых установлены щпиндельные бабки 10взаимно перпендикулярным координатам,
производя обработку деталей. После окончания обработки каждая шпиндельная бабка 10 и 11 перемещает патрон 13 с обработанной деталью в соответствующую ячейку магазина 3, обеспечивая совмещение базовых буртиков 24 патрона 13 с фиксаторами магазина 3.
После обработки всех деталей заготовок в магазине 3 обеими шпиндельными бабжимное шпиндельное устройство 16 каж- зо 10 и 11 происходит разжим мага- дой шпиндельной бабки 10 и 11, привод зина 3 и его автоматическая перегрузка механизма 4 перегрузки и гидрозажим 14 магазинов 3 соединены с гидростанцией 17. Каждый патрон 13 для заготовок (фиг. 3) имеет конический хвостовик 18, обеспечивающий его автоматическую загрузку и за- ,35 расположенный па накопителе 2 и нежим в шпиндельном устройстве 16, сменнуюсущий патроны 13 с необработанными за- цангу 19, специальный базовый упор 20,готовками 22. Затем поворотом механизма закрепленный в патроне 13 посредством вин- 4 перегрузки на 180° обеспечивается замета 21. Заготовка 22 закреплена в цангена магазина с обработанными деталями на 19 посредством гайки 23, а патрон 13магазин с заготовками, который фиксирует- в магазине 3 фиксируется посредством ба- ся над инструментальным блоком 12 и за- зовых буртиков 24. жимается гидрозажимом 14. Начинается новый цикл обработки заготовок. Магазин 3 с обработанными деталями 22 поворотом накопителя 2 перемещается в позицию вы13 до упора 20 и зажимают в цанге 19 дс грузки патронов 13, что одновременно обес- посредством гайки 23. Патроны 13 с заго-печивает попадание ранее загруженного заготовками 22 устанавливают в магазине 3товками 22 магазина 3 в положение, соответствующее механизму 4 перегрузки.
Смена заготовок в патроне 13 (фиг. 3) осуществляется вручную, путем ослабления
ней патроны 13 в осевом и радиальном 50 гайки 23 с предварительной регулировкой направлениях. Механизм 4 перегрузки, вы-упора 20, и производится в процессе осна механизм 4 перегрузки собственной зубчато-реечной передачей, приводимой в движение от гидростанции 17. Одновременно механизм 4 перегрузки перегружает магазин
Гибкий токарный .модуль работает следующим образом.
Заготовку 22 устанавливают в патрон
на накопителе 2 так, что базовые буртики 24 взаимодействуют с фиксаторами магазина 3 (не показаны) и удерживают в
полненный в виде зубчато-реечной передачи (не показаны), обеспечивает съем магазина 3 с накопителя 2, поворот на 180° и передачу магазина 3 в рабочую позицию над инструментальным блоком 12, где она 55 фиксируется посредством гидрозажима 14. Перегрузка и зажим патронов 13 с заготовками 22 в зажимное шпиндельное устновного времени обработки деталей, что позволяет гибко.му токарному модулю работать в автоматическом режиме.
Формула изобретения
1. Гибкий токарный модуль, содержащий магазин для сменных патронов под детали.
ройство 16 осуществляется перемещением каждой щпиндельной бабки 10 и 11 посредством вертикальных кареток 6 и 7 и суппортов 8 и 9.
Зажимное шпиндельное устройство 16 захватывает своим внутренним конусом конический хвостовик 18 патрона 13 и зажимает его посредством гидростанции 17. Затем при перемещении суппортов 8 и 9 вверх базовые буртики 24 патронов 13 выхо дят из контакта с фиксаторами магази- на 3 и патроны 13 перемещаются в позицию обработки. Начинается обработка деталей 22. Шпиндель приводится во вращение, и шпиндельные бабки 10 и 11 с за готовками 22 перемещаются относительно инструментального блока 12. В инструмендо четырех различных наименований режущих инструментов (например, резцы, сверла и др.), относительно которых шпиндельные
бабки 10 и 11 перемещаются по трем взаимно перпендикулярным координатам,
10 и 11 происходит разжим мага- зина 3 и его автоматическая перегрузка расположенный па накопителе 2 и несущий патроны 13 с необработанными за- готовками 22. Затем поворотом механизма 4 перегрузки на 180° обеспечивается замена магазина с обработанными деталями на магазин с заготовками, который фиксирует- ся над инструментальным блоком 12 и за- жимается гидрозажимом 14. Начинается новый цикл обработки заготовок. Магазин 3 с обработанными деталями 22 поворотом накопителя 2 перемещается в позицию вына механизм 4 перегрузки собственной зубчато-реечной передачей, приводимой в движение от гидростанции 17. Одновременно механизм 4 перегрузки перегружает магазин
новного времени обработки деталей, что позволяет гибко.му токарному модулю работать в автоматическом режиме.
Формула изобретения
1. Гибкий токарный модуль, содержащий магазин для сменных патронов под детали.
станину, включающую в себя подвижный по трем взаимно перпендикулярным коорди натам суппорт со шпиндельной бабкой под сменные патроны с деталями, инструментальный блок, отличающийся тем, что, с целью расширения технологических возможностей за счет выполнения магазина сменным и обеспечения возможности обработки нескольких деталей, инструментальный блок жестко закреплен на станине, а магазин для сменных патронов установлен на инструментальном блоке с возможностью его смены, при этом шпиндельная бабка размещена с возможностью съема и зажима патронов, размешенных в магазине, причем инструментальный блок снабжен механизмом фиксации магазина.
2.Модуль по п. 1, отличающийся тем, что станок снабжен по меньшей мере одним дополнительным суппортом со шпиндельной бабкой.
3.Модуль по п. 1, отличающийся тем, что он снабжен накопителем магазинов для
сменных патронов и механизмом их перегрузки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Гибкий токарный модуль | 1987 |
|
SU1551515A1 |
| Гибкий производственный модуль | 1989 |
|
SU1660938A1 |
| Токарный многоцелевой станок | 1988 |
|
SU1576241A1 |
| Многооперационный станок с устройством автоматической смены инструментов | 1986 |
|
SU1445901A1 |
| Роботизированный технологический комплекс | 1986 |
|
SU1430234A1 |
| Токарный станок | 1983 |
|
SU1158296A1 |
| ТОКАРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ТРУБ И СПОСОБ ОБРАБОТКИ ТРУБ НА ТОКАРНОМ СТАНКЕ | 2012 |
|
RU2524024C2 |
| ОБРАБАТЫВАЮЩИЙ ЦЕНТР | 1993 |
|
RU2129064C1 |
| Многооперационный станок для обработки деталей типа валов | 1980 |
|
SU918005A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ТОРЦОВ ДЕТАЛЕЙ | 1993 |
|
RU2095197C1 |
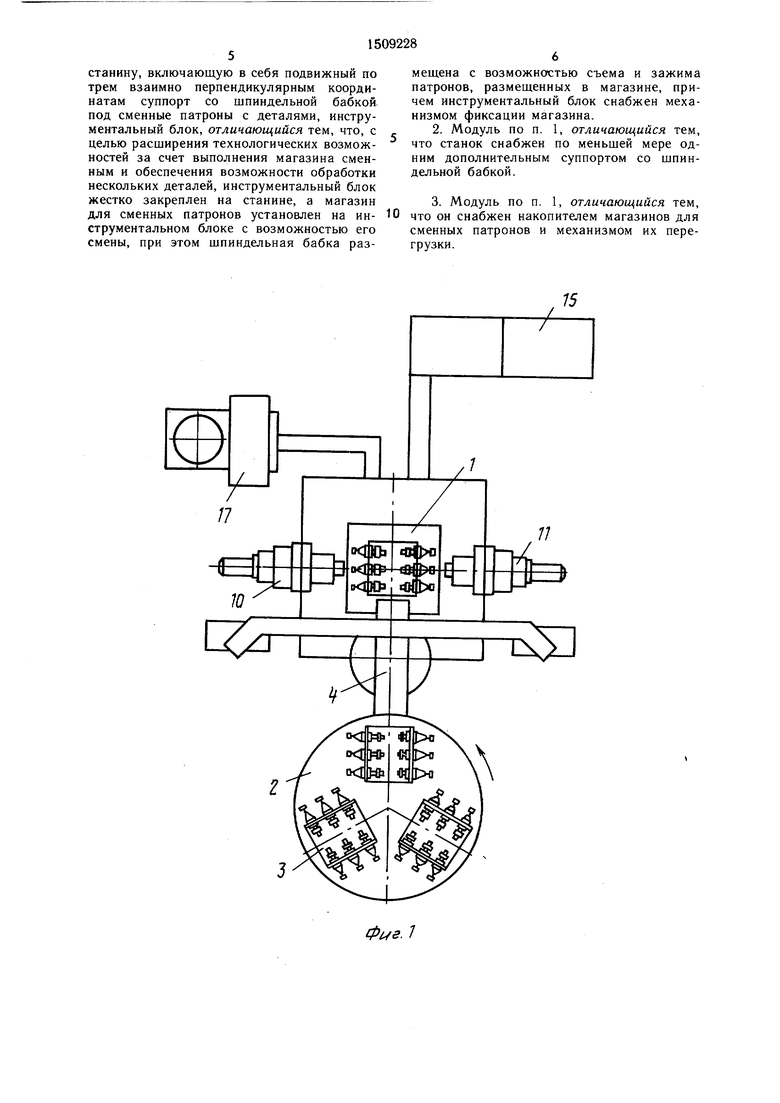

Изобретение относится к станкостроению и может быть использовано для токарной обработки деталей. Цель изобретения - расширение технологических возможностей токарных модулей за счет автоматизации смены магазинов для сменных патронов под детали и возможности обработки нескольких деталей. Гибкий токарный модуль содержит токарный станок, включающий станину 5, суппорт 8 и дополнительный суппорт 9, инструментальный блок 12, шпиндельные бабки 10 и 11 с зажимными шпиндельными устройствами 16, магазин 3 со сменными патронами 13 для заготовок, накопитель магазинов 3 и механизм их перегрузки. Шпиндельные бабки 10 и 11 установлены на суппортах 8 и 9, расположенных на вертикальных каретках 6 и 7, что обеспечивает возможность перемещения зажимного шпиндельного устройства 16 каждой шпиндельной бабки по трем взаимно-перпендикулярным координатам относительно инструментального блока 12 и магазина 3 с патронами 13 для заготовок. Указанные перемещения обеспечивают возможность загрузки патронов 13 с заготовками в зажимные шпиндельные устройства, а также обработку заготовок инструментами, установленными на инструментальном блоке 12 станка. Перегрузка магазинов 3 с патронами 13 из накопителя в рабочую позицию обеспечивается механизмом перегрузки. 2 з.п. ф-лы, 3 ил.
. 7
21
| Сепаратор для отделения из воздуха частиц жидкости, подаваемой эрлифтом | 1950 |
|
SU88644A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
