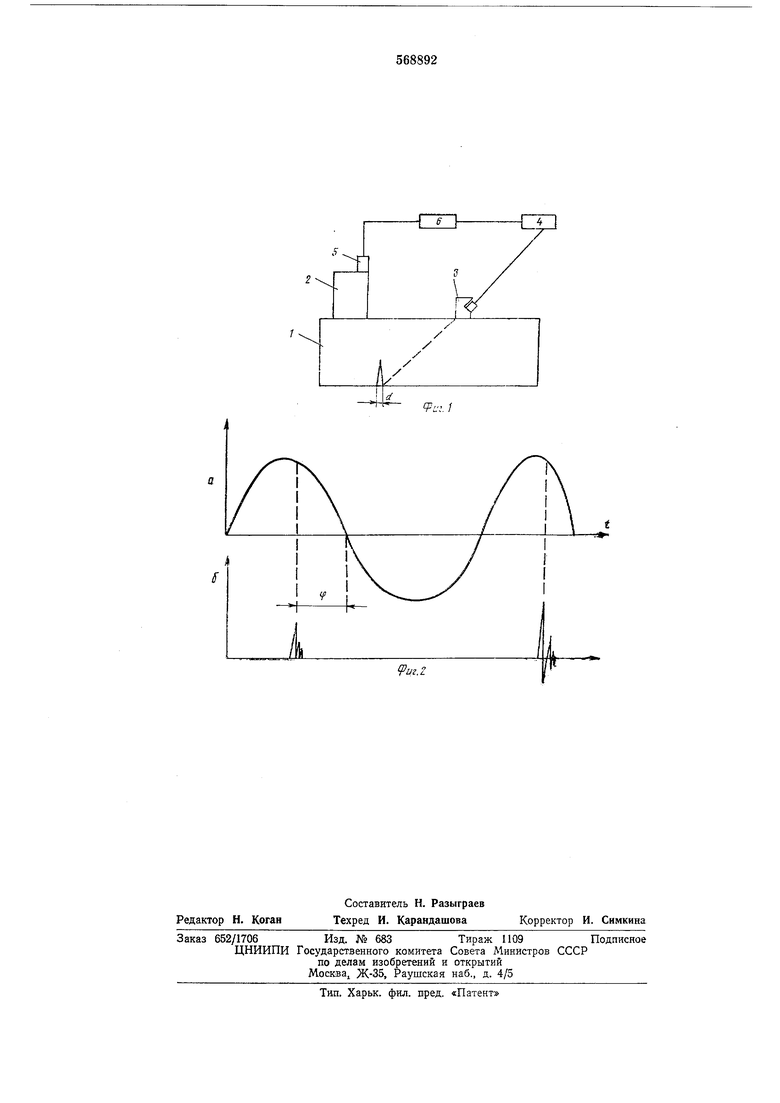
на фиг. 2а - эпюра смещений металла в районе дефекта, вызываемых мощными низкочастотными колебаниями; на фиг. 2 б-эпюра посылок высокочастотных колебаний.
Устройст во для ультразвукового контроля изделия / содержит источник 2 мощных ультразвуковых колебаний и ультразвуковую искательную головку 3, контактирующие с поверхностью изделия, и связанные с ними ультразвуковой эхо-дефектоскоп 4, датчик 5 синхроимпульсов и блок 6 задерж:ки синхроимлульсоз. Изделие имеет дефект, например трещину, с величиной раскрытия d.
Ультразвуковой контроль изделия осуществляется следующим образом.
В изделии / одновременно возбуждают высокочастотные ультразвуковые колебания и мощные низкочастотные. Частота посылок высокочастотных импульсов выбирается равной или в целое число раз меньше частоты мощных колебаний. Для синхронизации частоты посылок высокочастотных импульсов и частоты мощных колебаний служит цепочка связи между эхо-дефектоскопом 4 и источником 2, состоящая, например, из датчика 5 синхроимпульсов и блока 6 задержки синхроимпульсов, выходной сигнал которого подается для запуска генератора высокочастотных импульсов дефектоскопа. Блок датчика синхроимпульсов может состоять, например, из пьезопреобразователя, воспринимающего низкочастотные колебания усилителя-ограничителя низкочастотных колебаний, и дифференцирующей цепочки,
В процессе работы но предлагаемому способу в контролируемом изделии распространяются мощные колебания, с.мещающие дефект в целом и меняющие его геометрические .размеры, например, величину раскрытия d. При отражении высокочастотных ультразвуковых имлульсов от колеблющегося дефекта происходит изменение амплитуды отраженного импульса и диагра.ммы отражения ультразвука от дефекта.
С целью получения максимальной и минимальной амплитуд отраженных от дефекта высокочастотных импульсов, по которым оценивают величину раскрытия дефекта, пр,и помощи блока 6 задержки устанавливают и изменяют фазовый сдвиг ф между узлами низкочастотных смещений.
В предлагаемом способе контроля могут быть применены серийные ультразвуковые дефектоскопы, работающие в контактном лли иммерсионном варианте по одно- или двухщ.уповой схеме на частотах з-аполнения излучаемых импульсов от 50 кГц до 20 МГц. Для возбуждения мощных низкочастотных колебаний могут быть применены серийные мощные источники ультразвука, например, магнитострикционного типа, эффективно возбуж,дающие колебания, например, в области частот от сотен герц до сотен килогерц.
Описанный апссоб контроля изделий позволит своевременно выявлять трещины как
наиболее опасные дефекты и, тем самым, повысит Надежность оборудования, работающего под давлением или при высоких напряжениях. Экономический эффект от внедрения данного способа складывается из уменьщения
ооъема раоот по выоорке и испразл-ению неопасных дефектов и сокращения временя ре.монта.
Формула изобретения
Cnoicoi6 ультразвукового контроля, .заключающийся в том, что в изделии одновременно возбуждают высокочастотные ультразвуковые колебания и мощные низкочастотные ультразвуковые колебания, принимают отраженные от дефекта высокочастотные ультразвуковые колебания и оценивают качество изделия по параметрам принятых высокочастотных кол-гбаний, отличающийся тел1, что, с целью
повышения качества контроля, частоту повторения посылок высокочастотных колеба-ний выбирают равной или кратной частоте мощных ультразвуковых колебаний, а разность фаз между частотой повторения посылок высокочастотных колебаний и частотой мощных низкочастотных колебаний изменяют до получения максимального изменения амплитуды принятых высокочастотных колебаний.
Источники информации, принятые во внимание при экспертизе:
1. Авторское свидетельство СССР JY° 270319, кл. G 01 N 29/04, 1970. 2. Патент США .Y 3436958, кл. 73-67.6, 1969.
fm.Z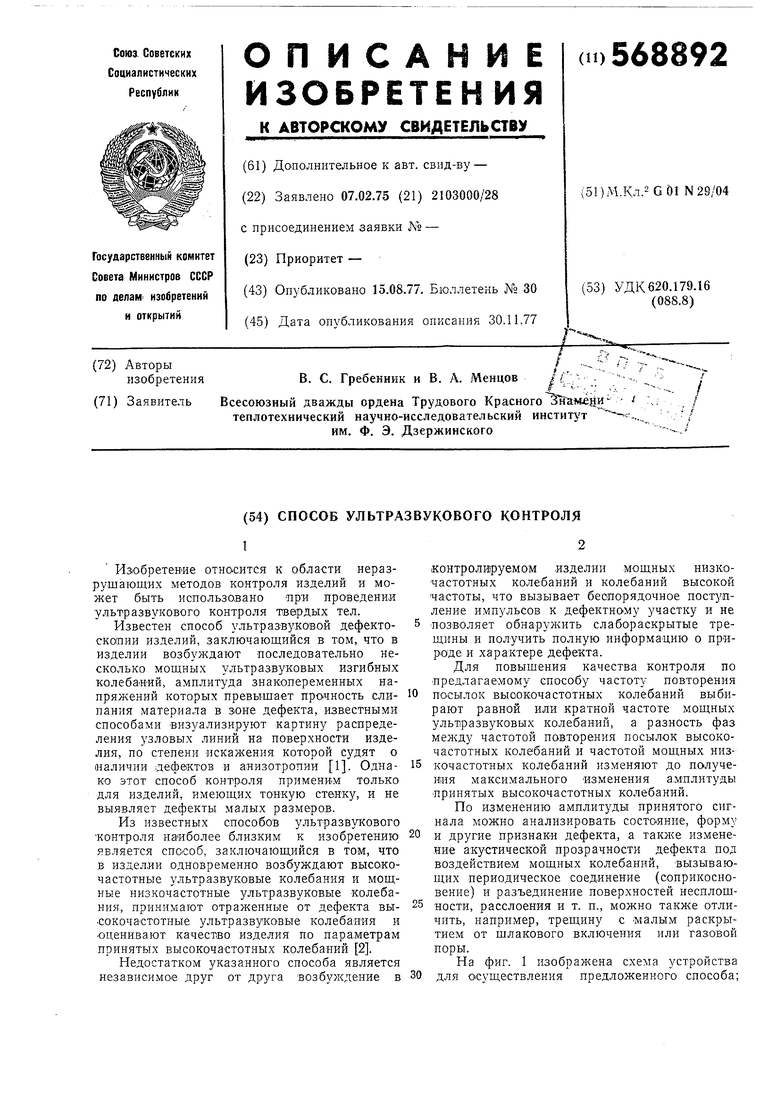
| название | год | авторы | номер документа |
|---|---|---|---|
| Ультразвуковой способ контроля дефектов изделия | 1989 |
|
SU1640631A1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ | 2015 |
|
RU2613567C1 |
| Способ ультразвукового контроля листового проката | 1979 |
|
SU864115A1 |
| Ультразвуковой эхо-импульсный дефектоскоп | 1975 |
|
SU551559A1 |
| НЕЛИНЕЙНЫЙ МОДУЛЯЦИОННЫЙ СПОСОБ МОНИТОРИНГА СОСТОЯНИЯ ПРОТЯЖЕННЫХ КОНСТРУКЦИЙ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2022 |
|
RU2799241C1 |
| СПОСОБ ИМИТАЦИИ ДЕФЕКТОВ ПРИ УЛЬТРАЗВУКОВОМ КОНТРОЛЕ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2004 |
|
RU2278377C2 |
| СПОСОБ И УСТРОЙСТВО КОНТРОЛЯ РАБОТОСПОСОБНОСТИ УЛЬТРАЗВУКОВОГО ДЕФЕКТОСКОПА | 1994 |
|
RU2104519C1 |
| Способ ультразвуковой дефектоскопии | 1987 |
|
SU1649414A1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ГОЛОВКИ РЕЛЬСОВ | 2001 |
|
RU2184960C1 |
| НЕЛИНЕЙНЫЙ УЛЬТРАЗВУКОВОЙ СПОСОБ ОБНАРУЖЕНИЯ ТРЕЩИН И ИХ МЕСТОПОЛОЖЕНИЙ В ТВЕРДОМ ТЕЛЕ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2005 |
|
RU2280863C1 |