Известны машины карусельного и конвейерного типов для выдзвания тонкостенных нолых стеклянных изделий, например, колб электрических ламн. Как тот, так и другой тип отличаются сложностью устройства и технических операций, проводимых со стеклом.
Автор изобретения предлагает для того же назначения способ и устройство, при которых наряду с высокой продуктивностью в значительной мере устраняются указанные недостатки существующих до настоящего времени устройств и приемов работы.
Предлагаемая автором машина является синтезом указанных двух типов выдувательных машин и представляет собою машину карусельного типа, но с ленточным питанием; наподобие конвейерных машин она содержит внизу ярус форм, могущий опрокидываться для погружения на соответствующей позиции в ванну с охлаждающей водой, .как равно автоматически раскрываться и закрываться и в соответствующие моменты приходить во вращение или останавливаться. Выше яруса форм расположен по окружности карусели ярус площадок, содержащих очки, а еще
выше расположен ярус насадок. По касательной к окружности машины расположены вальцы, подающие стеклянную ленту с утолщениями. В этом заключается сущность предлагаемого способа. В высшей точке машины устраивается вращающийся золотник для включения и выключения сжатого воздуха.
Подобное устройство, обеспечивая такую же эффективность, как и конвейерные машины, т. е. производство до полумиллиона изделий в сутки, в то же время является более простым.
Упрощение конструкции видно, например, из того, что сложнейшие прецизионные конвейеры, каждое звено коих представляет собою сложную каретку, и содержащие много тысяч точных деталей, заменяются тремя иростейщими деталями-дисками, отлитыми из чугуна. С другой стороны упрощение явствует и из того, что при карусельной конструкции отпадают в основном холостые обратные ветви конвейеров, что должно вдвое сократить количество выдувных форм, очков и насадок.
Наконец, температурные деформации при карусели менее отражаются
на точности сопряжений отдельных частей машины и отпадает надобность в некоторых диференциалах. Упрощение конструкции и ее больщая компактность, наравне с значительным удешевлением начальной стоимости машины, удешевляет и облегчает эксплоатацию ее.
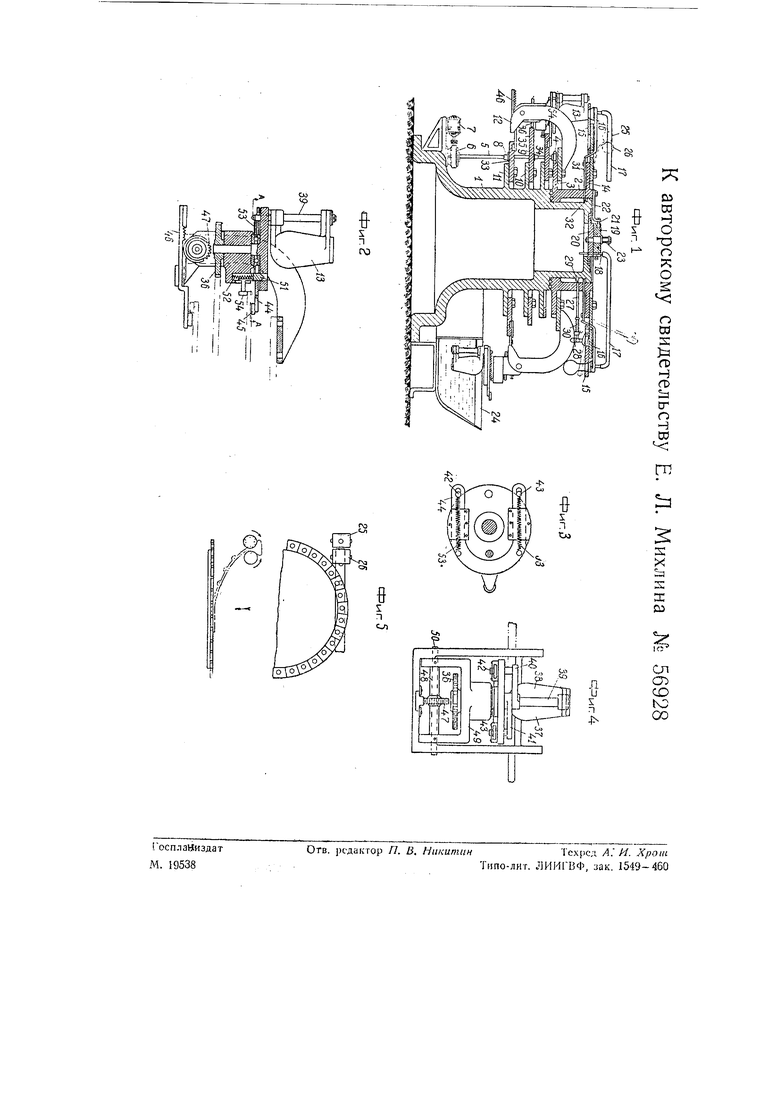
На прилагаемом чертеже фиг. 1 изображает общий вид устро11ства в вертикальном разрезе; фиг. 2-вид окончательной (выдувной) формы спереди; фиг. 3-разрез по Л/4 фиг. 2; фиг. 4-вид окончательной формы сбоку; фиг. 5-вид деталей подачи стекла.
Из прилагаемого чертежа видно, что устройство состоит из следующих частей: на центральной цилиндрической полой стойке-оси / вращается карусель 2, нижний фланец 5 которой образует цилиндрическое зубчатое колесо. Последнее находится в зацеплении с шестерней 4, насаженной на вал 5, вращаемый редуктором 6, непосредственно приводимым в движение электродвигателем 7. В качестве подшипников вала 5 служат фланцевые втулки 5 и 9, укрепленные на полках JO и // станины устройства. На фланце 3 карусели смонтированы кронштейны 12, несущие выдувные окончательные формы 13 с деталями, служащими для закрывания и открывания формы, ее вращения, опрокидывания и фиксации. Фланец/ карзсели несет ряд предварительных форм (площадок) 15, каждая из коих имеет в центре очко. В своей совокупности эти площадки образуют сплошное кольцо. На том же фланце 14 смонтированы опрокидывающиеся насадки 16, сообщающиеся при помощи резинового шланга 17 с соответствующими патрубками 18 верхнего золотникового диска 19. Число патрубков должно быть равно числу выдувных элементов машины. Упомянутый золотниковый диск покоится на нижнем неподвижном диске 20 и увлекается во вращение каруселью машины цри помощи двух водил 21, связанных с каруселью при помощи скоб 22. Плотное прилегание золотниковых дисков обеспечивается их весом и пружиной 23. В нижней части машины
установлена ванна 24 для охлаждения форм. Нижний золотник имеет два или больше каналов, в которые может быть подведен сжатый воздух любого давления. Касательно к машине расположены вальцы 25 и 26, подающие стеклянную лент Последняя стелется по очковым площадкам 15, которые могут быть выполнены либо мертво укрепленными, либо для облегчения укладки ленты укрепленными шариирно. В этом случае подъем и фиксация площадок в рабочем положении осуществляется толкачом 27, взводящим собачку 23 и, в свою очередь, движимым вперед кулисой 29 и в обратном направлении-пружиной 30. Воздушные насадки 16 предус..отрены опрокидывающимися, в целях освобождения пространства, в месте укладывания стеклянной ленты на площадки. Опрокидывание насадок осуществляется толкачами 31, приводимыми в движение кулаком 32. На кольцевых полках 10 и 11 стойки машины укреплены кулачковые диски 55 и 34, кривые коих управляют работой формы, как равно зубчатый диск 55, вызывающий вращение форм при катании по нему их шестерен 3d.
Форма У5 образована двумя половинками 57 и 56 (фиг. 4), смонтированными на общей оси 39 и снабженными ушками 40 и 41, в которые запрессованы штифты 42 и 43. Последние помещаются в пазах ползунков 44, несущих ролики 45, работающие по кривой диска 34, обслуживающей открывание и закрывание форм. Ползункн 46, выполненные в форме зубчатой рейки, снабжены роликами, работающими по кривой диска 55, обслуживающей опрокидывание форм. Опрокидывание достигается благодаря тому, что при движении рейки происходит вращение шестерни 7 и трубчатого вала 4S, мертво скрепленного с рамой 49 формы.
Трубчатый вал 43 посажен качательно на оси 50. Для фиксации формы и щестерни 36 в то время, когда форма открыта и не вращается, и для обеспечения в известный момент зацепления шестерен 36 с зубчатым диском 55 служат стопорные штифты 51, управляемые пружинами 52
и роликами 54, передвигаемыми по кривой на торце кулачкового диска 34 (фиг. 2). Пружины 53 служат для плотного закрытия форм и в качестве буфера.
Описанное устройство является только примерным и может быть варьировано. Следует отметить, что не упоминаются детали, назначение которых состоит в том, чтобы точно зафиксировать положение формы в ее рабочем состоянии, так как эти детали не имеют принципиального значения.
Предмет изобретения.
1.Способ изготовления полых стеклянных изделий, например, колб для электроламп, отличающийся тем, что стекломассу в виде получаемой известными приемами ленты с утолщениями подают непосредственно в движущиеся по окружности формы, причем ось ленты расположена по касательной к окружности движения форм.
2.Устройство для осуществления способа по п. 1, отличающееся тем, что оно состоит из двух горизонтально расположенных вальцев 25, 26 для получения ленты стекла и карусельной машины с укрепленными на ней предварительными формами 15 и окончательными формами 3.
3.Форма выполнения устройства по п. 2, отличающаяся тем, что предварительные формы 15 выполнены в виде шарнирно укрепленных на карусели площадок с отверстиями и снабжены опрокидывающимися насадками 16 для подвода сжатого воздуха при помощи гибких шлангов /7.
4.Форма выполнения устройства по пп. 2 и 3, отличающаяся тем, что окончательные формы /3 шарнирно укреплены на кронщтейнах 12 и снабжены приспособлениями для автоматического раскрывания, вращения и переворачивания.
5.В устройстве по пп. 1-4 применение, с целью подъема и фиксации в рабочем положении предварительных форм, площадок 15 толкача 27 с собачкой 28, действующих от кулисы 29 и пружины 30.
6.В устройстве по пп. 2-5 применение, с целью открывания и закрывания окончательных форм 73, укрепленного на стойке мащины кулачкового диска 3, действующего при помощи роликов 45 и ползунков 44 на ушки 40, 41 формы УЗ.
7.В устройстве по пп. 2-6 применение, с целью вращения окончательных форм, вокруг своей оси, укрепленного на стойке машины зубчатого диска 35 и соединенной с формой шестерни 3.
8.В устройстве по пп. 2-7 применение, с целью опрокидывания окончательных форм, укрепленного на стойке машины кулачкового диска 33, действующего при помощи зубчатой рейки-ползунка 46, щестерни 47 и трубчатого вала 48 на раму 49 формы.
9.В устройстве по пп. 2-8 применение, с целью фиксации формы в момент ее раскрывания, стопорных штифтов 51, управляемых пружинами 52 и роликами 54, передвигаемыми по кривой на торце кзлачкового ДИСКИ 34.