В известных автоматических стеклодувных машинах применяется принцип непрерывного потока, конвейер или карусель. Так как отдельные операции при изготовлении стеклянных колб и т.п. длятся довольно продолжительное время, то для получения большой производительности автомата, связанной с более или менее значительной скоростью конвейера, приходится сильно увеличивать длину конвейеров.
Вторым недостатком конвейерных автоматов является затруднительность получения точного совпадения рабочих механизмов на каждом звене трех различных конвейеров, не связанных между собой жестким передаточным механизмом. Недостаток этот усиливается еще и потому, что температуры разных конвейеров в разных частях колеблются в очень больших пределах. Этот недостаток стремятся устранить устройством в каждом звене конвейеров компенсаторов, автоматически регулирующих длину звена.
Наконец, очень существенным недостатком как карусельного, так и конвейерного автоматов является то, что операции дутья и формовки производятся во время движения конвейеров, сотрясения которых будут передаваться стеклу и вызывать деформацию или бой изготовляемых колб. Влияние сотрясений конвейеров усуглубляется влиянием вращения в ту и другую сторону и открытия и закрытия тяжелых форм во время передвижения формуемой стеклянной колбы, связанной одновременно с тремя самостоятельными конвейерами.
В предлагаемом стеклодувном автомате все операции совершаются в последовательном порядке, но во время выполнения их изготовляемые изделия занимают определенное неизменяемое положение. Последовательность и произвольно длительная периодичность операций достигается непрерывным равномерным движением специального распределительного прибора.
В качестве двигательной силы, служащей для перемещения частей автомата из одного положения в другое, применен сжатый воздух, и потому распределительный аппарат при своем непрерывном движении (вращении) периодически ставит в то или другое положение воздушные краны. Вместо сжатого воздуха возможно применить пар, воду или другую жидкость, находящуюся под давлением.
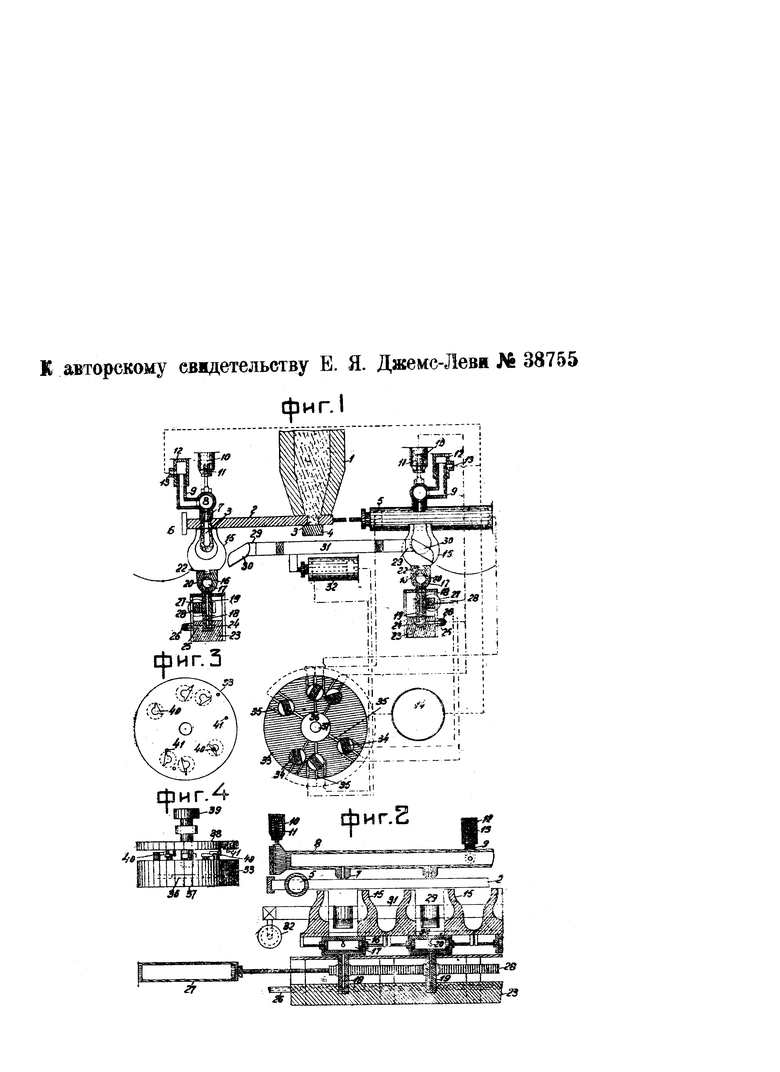
На чертеже фиг. 1 изображает поперечный вертикальный разрез предлагаемой машины и поперечный разрез неподвижной плиты с распределительными кранами; фиг. 2 - продольный разрез ее; фиг. 3 - вид сверху той же плиты; фиг. 4 - вид сбоку распределительного устройства.
Непосредственно под фидером 1, подающим стекло из ванны, расположена плита 2, в которой устроены два ряда ячеек 3, вмещающих то количество стекла, которое необходимо для изготовления колбы. Для того, чтобы стекло не вытекало в то время, когда ячейки 3 расположены против выпускного отверстия фидера, под этим отверстием установлена неподвижная доска 4, прилегающая непосредственно к плите 2 и закрывающая снизу стеклоприемные ячейки 3. Плита 2 может передвигаться в ту или другую сторону при помощи воздушного цилиндра, на поршень которого давит сжатый воздух, поступающий из компрессора (не показанного на чертеже) через распределительный аппарат (фиг. 1, 3 и 4) в тот или другой конец цилиндра 5. Крайние положения плиты 2 определяются ходом поршня цилиндра 5 и упорами 6 и соответствуют расположению одного ряда отверстий под выпускными отверстиями фидера, а второго под выдувными соплами 7.
Выдувные сопла 7 являются отростками воздушной трубы 8, которая пружинами 11, помещенными в воздушные цилиндры 10, удерживается в приподнятом положении, но при впуске сжатого воздуха в цилиндр 10 опускается, двигаясь своими концами в направляющих, причем сопла 7 садятся в ячейки 3. При опускании труб 8 опускаются также отростки 9, входящие в виде поршня в цилиндры 12, и сжатый воздух из резервуара (газометра) 14 поступает при этом через отверстие трубопроводов 13 в трубу 8 и дальше в сопла 7, выдувая колбы и т.п.
В газометр 14 поступает сжатый воздух, отработанный в цилиндрах, приводящих в движение отдельные части автомата. В газометре поддерживается при посредстве нагрузки давление, необходимое для выдувания колб.
Непосредственно под выдувными соплами 7 расположены раздвижные формы 15, состоящие из двух частей, могущих передвигаться в направляющей 22, устроенной в верхней части корпуса 16 воздушного цилиндра 17. Корпус 16 на своей стойке 19 может поворачиваться в гнезде плиты 23. Внутри стойки 19 устроен канал 18, соединенный с одной стороны с кольцеобразным желобком 24, примыкающим к гнезду для стойки 19 в плите 23, а с другой стороны-с каналом в корпусе 16, сообщающимся с обоими концами цилиндра 17. Желобки 24 ответвлениями 25 связаны с воздухопроводом 26, питаемым сжатым воздухом через распределительное устройство (фиг. 2, 3 и 4). При поступлении сжатого воздуха в цилиндр 17 два действующие в нем поршня отходят к середине, сдвигая при этом вплотную обе половинки формы 15. Воздух из цилиндра 17 выходит наружу через отверстие 20. Когда при повороте соответствующего крана 34 в плите 33 (фиг. 1) воздухопровод 26 отключится от компрессора и присоединится к газометру 14, то давление в цилиндрах 17 понизится и пружины (не показанные на чертеже) раздвинут обе половинки формы 15.
На стойках 19 имеются шестерни, находящиеся в зацеплении с кремальерой 28, которая может быть передвинута в ту или другую сторону штоком поршня воздушного цилиндра 27. При этом корпус 16, а с ним вместе и формы 15, вращаются в ту или другую сторону.
Ударники 29, установленные на общей раме 31, служат для сбрасывания готовых колб и т.п. на конвейер; чтобы колбы при этом не разбивались, впереди ударников 29 установлены направляющие желобки 30. Рама 31 передвигается в ту и другую сторону при помощи воздушного цилиндра 32.
Если конвейер для готовых колб расположен между фидером и стеклодувным аппаратом, то рама 31 с ударниками 29 устраивается неподвижной, и отпадает надобность в цилиндре 32.
Распределительный аппарат состоит из плиты 33 внутренняя полость 36 которой при помощи ответвления 37 соединена с компрессорам и помощью внутренних каналов 35-с кранами 34. Путем поворота кранов в ту или другую сторону устанавливается сообщение камер воздушных цилиндров 5, 12, 32, 17, 27 либо с полостью 36 (компрессор), либо с газометром 14, где поддерживается более низкое давление. Поворот кранов 34 обусловливается вращением диска 38 (фиг. 4), который снабжен на нижней своей стороне четырьмя пальцами 41, задевающими при вращении диска 38 плечи ручек 40 кранов. Полный оборот диска 38, который при помощи шкива 39 и передачи приводится в равномерное медленное вращение от какой-либо части компрессора, соответствует двум полным циклам при изготовлении колб и т.п. Расстояние между кранами, расположение пальцев, длина их и длина и форма ручек кранов устанавливается в соответствии с последовательностью и продолжительностью отдельных операций. В случае необходимости точная установка пальцев 41 может быть регулируема при помощи установочных винтов.
Действие автомата следующее. При впуске сжатого воздуха в цилиндр 5 плита 2 с ячейками 3, заполненными стеклом, устанавливается непосредственно под соплами, 7. В это время второй ряд ячеек 3 оказывается под выпускными отверстиями фидера 1. Когда плита 2 остановилась, то сжатый воздух входит в цилиндры 10 и одновременно в цилиндры 17, благодаря чему сопла 7 вводятся в ячейки 3, и воздух из газометра 14, входя в трубу 8, выдувает колбы; при этом обе половинки форм 15 сдвигаются. По прошествии определенного времени сжатый воздух входит сначала с одной стороны в цилиндры 27, и формы поворачиваются в одном направлении, затем сжатый воздух входит в цилиндры 27 с другой стороны, и формы 15 поворачиваются в обратном направлении. После этого устанавливается сообщение цилиндров 12 и 17 с газометром 14, в результате чего формы 15 раздвигаются, сопла 7 подымаются, и прекращается дутье. Через некоторый промежуток времени сжатый воздух входит в цилиндр 32 (при наличии такового) и одновременно или несколько позднее в цилиндр 5 (с другой стороны поршня), ударники 29 сбивают готовые колбы, которые сползают по жолобу 30 на конвейер, а плита 2 передвигается в обратную сторону, причем второй ряд ячеек 3 с готовыми порциями стекла устанавливается под соплами второго агрегата автомата, где процессы протекают в том же порядке.
Для полного цикла изготовления колб на одном агрегате требуется около 12 секунд и, следовательно, диск 39 будет вращаться со скоростью одного оборота в 24 секунды. Если в каждом ряду будет 20 ячеек, то в течение суток может быть изготовлено

Размеры плиты 2 с ячейками будут при этом, приблизительно, 3 метра × 1 метр.
Если представится возможным и целесообразным устроить два фидера, то можно ограничиться одним агрегатом стеклодувного автомата, которому плитой 2 будут подаваться попеременно то от одного, то от другого фидера порции стекла в ячейках 3. При этом вдвое сократятся первоначальные затраты на устройство самого автомата и упростятся устройство и схема работы распределительного аппарата.
Если вместо воздуха применять в качестве рабочего тела воду (при наличии давления, хотя бы, в 0,5 атм.), конструкция автомата может остаться без изменения, но разница будет лишь в том, что для дутья необходимо будет иметь небольшой компрессор, питающий газометр 14, а отработанная в цилиндрах вода будет спускаться в канализацию.
1. Автоматическая стеклодувная машина для изготовления ламповых колб и тому подобных изделий посредством выдувки их из провисающих через отверстия транспортной плиты стеклянных заготовок, отличающаяся тем, что для передвижения порций стеклянной массы, подаваемой из расположенного посередине машины ряда фидеров 1 к параллельно, установленным по обеим сторонам этого ряда выдувным агрегатам, применена периодически приводимая в возвратно-поступательное движение плита 2 (фиг. 1), снабженная по своим концам рядами сквозных стеклоприемных ячеек 3 в целях попеременной неподвижной установки этих ячеек на определенные промежутки времени сперва под линией фидеров над закрывающей ячейки неподвижно установленной доской 4, а затем, при последующем передвижении плиты в обратном направлении, под правой или левой линией отделочных агрегатов, включающих выдувные сопла и отделочные двухстворные формы, снабженные соответствующими механизмами, для приведения коих в периодическое действие, синхронизированное с передвижениями плиты и прочими рабочими элементами машины, служит общий автоматический распределитель движущей энергии.
2. Машина по п. 1, отличающаяся тем, что расположенные поверх плоскости плиты выдувные сопла 7 приделаны к общей подвижной вверх и вниз трубе 8 (фиг. 1 и 2), подвешенной на отжимаемых пружинами 11 поршневых штоках двигательных цилиндров 10 и снабженной отростками 9, входящими в виде золотникового затвора и открывающимися в цилиндры 12 трубопроводов 13, соединенных с резервуаром 14 сжатого воздуха, так что при опускании трубы 8 книзу, в целях сочленения сопел 7 с ячейками, открывается и сообщение означенных сопел с резервуаром сжатого воздуха.
3. В машине по п. 1 применение расположенных по геометрическим осям сопел раздвижных форм 15, устроенных по типу форм на конвейерных машинах, периодически вращаемых на стойках 19, установленных в неподвижных гнездах.
4. В машине по пп. 1-3 применение периодически действующих, монтированных на общей подвижной раме 31 или неподвижно установленных, ударников 29 с жолобами 30, служащих для направления сбиваемых готовых колб на конвейер.
5. При машине по пп. 1-4 распределительный аппарат, служащий для периодического открывания и прекращения доступа сжатого воздуха, пара, воды или другой жидкости под давлением для приведения в действие отдельных пневматических и т.п. механизмов машины, отличающийся применением вращающегося диска 38 (фиг. 4, 1, 3) с укрепленными на нем пальцами 41, служащими для поворачивания в ту или другую сторону в известной последовательности и через известные промежутки времени крановых ручек 40, управляющих сообщениями специальных трубопроводов через краны 34 с компрессорным трубопроводом 37.
