Изобретение относится к области литейного производства, в частности к литью в металлические формы.
Известен аналог - карусельная машина (А.С. №1622079), содержащая вращающуюся карусель, как и в заявленном устройстве, на которой установлены кокили (изложницы). Так же, как и в поданной заявке на предлагаемое изобретение, карусельная кокильная машина имеет привод, обеспечивающий вращение и устройство нагрева кокилей.
Недостатки заключаются в том, что:
- устройство нагрева кокилей электрическое (стоимость электрической энергии дороже стоимости природного газа);
- карусельная кокильная машина сложная в устройстве;
- наличие гидравлики делает устройство дорогим и достаточно сложным в эксплуатации и ремонте;
- отсутствует устройство для извлечения отливок из кокилей.
Ввиду указанных выше недостатков карусельная машина для отливки чушек не может обеспечить решение технической задачи.
Известен аналог - карусельная машина для заливки литейных форм (А.С. №634841), содержащая основание и стойку, закрепленную неподвижно к основанию. В заявленном устройстве роль основания играет рама, а роль стойки играет нормализованное опорно-поворотное устройство. Так же, как и в заявленной карусельной машине для отливки чушек, имеются кокили (изложницы) и привод для вращения карусельной машины.
Недостатки заключаются в том, что:
- отсутствует устройство извлечения отливок (чушек) из кокилей (изложниц);
- отсутствует устройство для покраски кокилей.
Из-за перечисленных выше недостатков невозможно получить технический результат.
Известен аналог - карусельная машина для отливки чушек (А.С. №426745), содержащая опоры на карусели, как и в заявленном устройстве, расположены изложницы, которые имеют с одной стороны шарниры, с другой ролик, предназначенные для манипуляций по удалению чушки из изложницы. Также вращение карусельной машины для отливки чушек имеет привод вращения.
Недостатки заключаются в том, что:
- количество и размер труб зависят от требуемой проточности воды (они могут быть неодинаковы, например, при более быстром или менее быстром вращении карусели, могут быть неодинаковы при работе зимой и летом и т.п.), и определяются экспериментально;
- обслуживающий персонал карусельной машины должен постоянно работать очень осторожно, ибо в случае попадания (по разным причинам) жидкого металла в желоб с водой произойдет взрыв и пострадает обслуживающий персонал;
- перед началом работы карусель необходимо загружать балластом.
Ввиду указанных выше недостатков карусельная машина не может обеспечить решение технической задачи.
Известен аналог (прототип) - устройство для разливки цветных металлов в изложницы (Патент на полезную модель RU 54543 U1), содержащее как и в поданной заявке на предлагаемое изобретение карусель с установленными на ней изложницами, опорно-поворотное устройство с приводом вращения карусели, расположенным около карусельной машины, устройство для нанесения противопригарной краски на изложницы, устройство для охлаждения изложниц в процессе работы и механизированное устройство для извлечения чушек из изложниц.
Недостатки заключаются в том, что:
- устройство имеет небольшое количество изложниц и, следовательно, малую производительность;
- узел съема не показан четко и неясно как он работает (ни на фиг.1, ни на фиг.2). Авторы ограничились выражением «Затем заготовка захватывается и удаляется в отстойник»;
- узел охлаждения металла в том виде, как он изображен, не даст эффективного охлаждения заготовок.
Ввиду указанных выше недостатков карусельная машина не может обеспечить решение технической задачи.
Задачей изобретения является создание простой по конструкции, экономичной машины для отливки чушек, имеющей устройство для нагрева изложниц перед заливкой их расплавленным металлом, устройство нанесения противопригарной краски на изложницы, устройство охлаждения изложниц в процессе работы карусельной машины и механизированное устройство для извлечения чушек из изложниц методом опрокидования.
Технический результат - разработанная карусельная машина для отливки чушек является простой по конструкции, экономичной по расходу электроэнергии, имеющей устройство для нагрева изложниц перед заливкой их расплавленным металлом, устройство нанесения противопригарной краски на изложницы, устройство охлаждения изложниц в процессе работы карусельной машины, а также механизированное устройство для извлечения чушек из изложниц методом опрокидования.
Указанный технический результат достигается за счет того, что карусельная машина для отливки чушек, включающая карусель с установленными на ней изложницами, опорно-поворотное устройство, устройство для нанесения противопригарной краски на изложницы, устройство для охлаждения изложниц в процессе работы и механизированное устройство для извлечения чушек из изложниц, снабжена устройством для нагрева изложниц перед заливкой их расплавленным металлом, состоящим из двух газовых инжекционных горелок низкого давления, расположенных под изложницами, и одной газовой инжекционной горелки с шестью единичными смесителями, расположенной над изложницами, привод вращения карусели размещен на колонне и имеет фрикционную пару, устройство для нанесения противопригарной краски на изложницы состоит из двух пульверизаторов, установленных на штативах, крана управления и подводящего сжатый воздух гибкого шланга, устройство для охлаждения изложниц в процессе работы состоит из четырех осевых вентиляторов, расположенных на кронштейне над верхней плоскостью залитых изложниц, при этом два из них наклонены под углом 45° к верхней плоскости изложниц, а устройство для извлечения чушек из изложниц состоит из опрокидывающего цилиндра, реечного механизма, перемещаемого пневмоцилиндром.
При этом три газовые инжекционные горелки позволяют в течение 15-25 минут нагреть изложницы до температуры заливки 200-250°С.
Кроме того, благодаря использованию в устройстве нанесения противопригарной краски на изложницы двух пульверизаторов, расположенных под разными углами к плоскости изложниц, противопригарная краска ложится на внутреннюю поверхность изложниц равномерным тонким слоем, что приводит к получению качественной поверхности отливаемых чушек. Использование двух пульверизаторов облегчает трудоемкую операцию ручной покраски противопригарной краской изложниц.
Вместе с тем, устройство для охлаждения изложниц в процессе работы карусельной машины позволяет охлаждать нагретые изложницы, улучшать выбивку чушек, препятствовать образованию пригара, а также повышенной ломкости чушек при их выбивке.
Следует отметить, привод вращения карусели маломощный из-за того, что плечо большое и, следовательно, нужен электродвигатель сравнительно малой мощности. Малая мощность привода вращения делает конструкцию карусельной машины для отливки чушек экономичной.
Наконец, введенное в конструкцию карусельной машины устройство для извлечения чушек из изложниц позволяет механизировать трудоемкий процесс извлечения чушек вручную (по периферии карусели имеется двенадцать секторов, выполненных сваркой из уголков, имеющие размеры 100×100 мм. В каждый сектор уложены две обоймы с тремя изложницами в каждой, всего 72 изложницы).
На представленных чертежах изображена карусельная машина для отливки чушек, а также отдельные ее узлы.
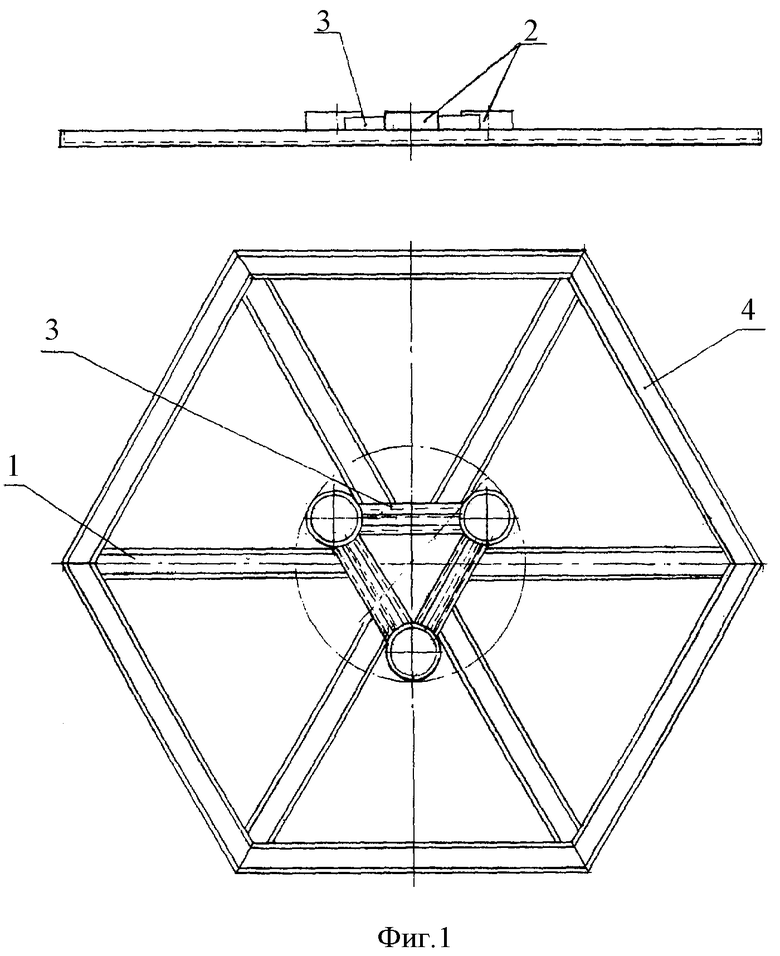
На фиг.1. Сварная опора.
На фиг.2. Разрез А-А. Расположение опорно-поворотного устройства на сварной опоре.
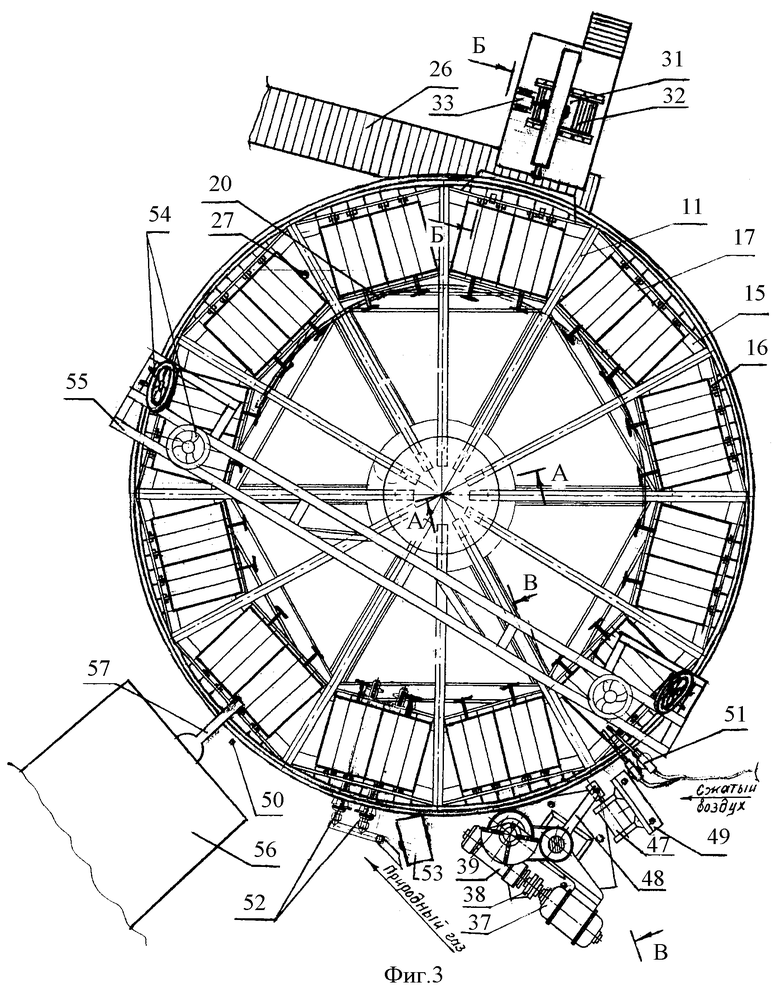
На фиг.3. Карусельная машина для отливки чушек в плане.
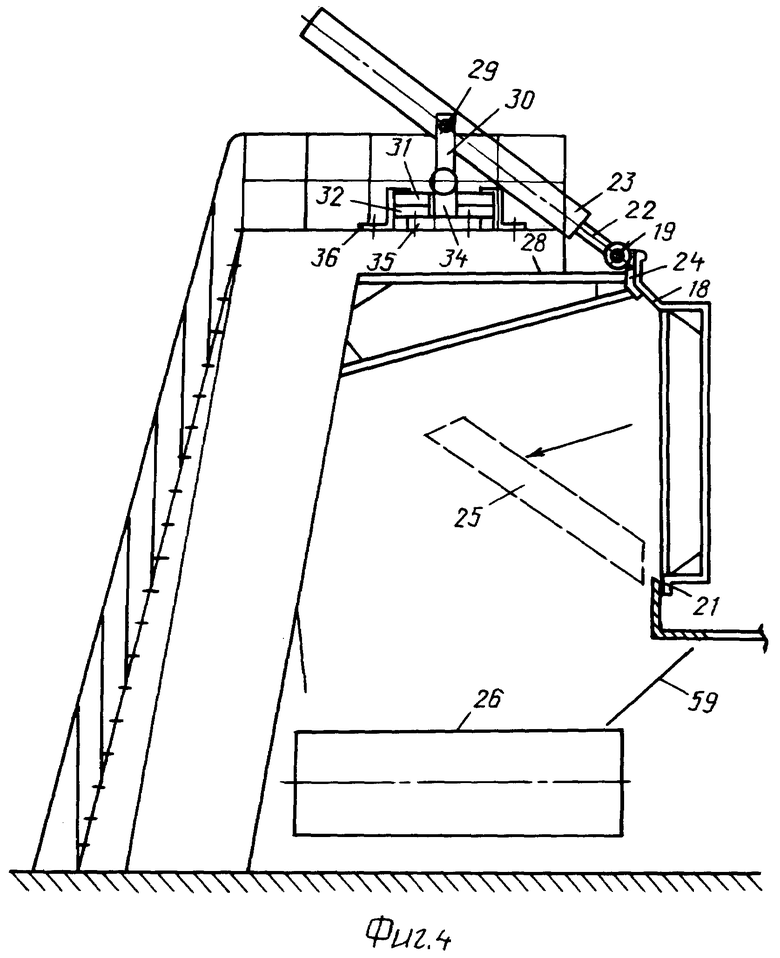
На фиг.4. Разрез Б-Б. Мостик оператора-выбивальщика литья.
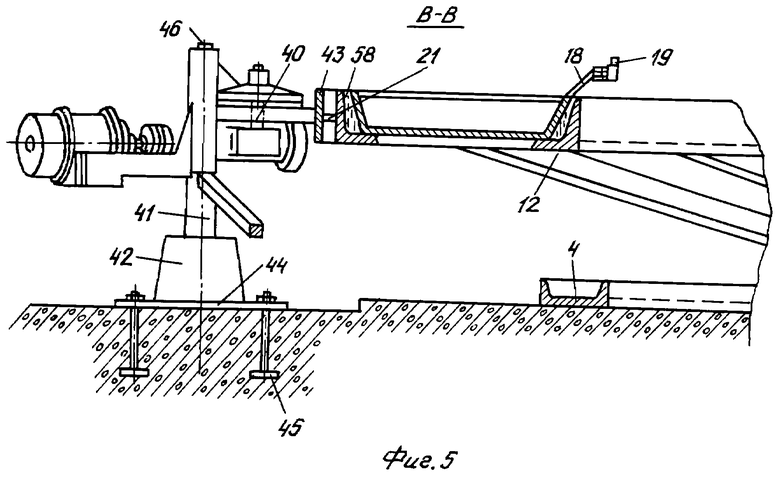
На фиг.5. Разрез А-А. Привод вращения карусельной машины.
Предлагаемая карусельная машина для отливки чушек состоит из сварной опоры 1, к которой приварена нижняя половина поворотного механизма (фиг.1). В центре опора 1 имеет три трубы 2 диаметром 330 мм и высотой 160 мм. Для жесткости трубы сварены между собой швеллерами 3 №14, поставленными на ребро. Наружная часть сварной опоры выполнена в виде 6-угольной рамы 4 из швеллеров №16 и жестко приварена шестью швеллерами к находящимся в центре рамы швеллерам 3. Детали сварной опоры 1 свариваются опытным сварщиком на большой разметочной плите.
Сверху сварной опоры 1 приваривается стальной круг 5 толщиной 25 мм, на который устанавливается однорядный роликовый подшипник с цилиндрическими роликами и зубчатым венцом внутреннего зацепления (фиг.2).
Роликовое опорно-поворотное устройство оказывает меньшее удельное давление на дорожки качения роликов, по сравнению с шариковыми имеет большую несущую способность, лучшую равномерность передаваемой нагрузки, меньшую массу и габариты. Такое устройство состоит из внутреннего кольца 6, верхнего 7 и нижнего 8 наружных колец и роликов 9. Внутреннее кольцо 6 имеет зубчатый венец. Ролики 9 расположены между кольцами 6, 7, 8, причем оси соседних роликов расположены взаимно перпендикулярно и наклонены к вертикали под углом 60 и 30°. Ролики, катящиеся по дорожкам Б, воспринимают нагрузки, действующие вниз, ролики, катящиеся по дорожкам Г, работают как захватные, передавая усилие от кольца 7 кольцу 8 и удерживая поворотную платформу от опрокидывания. Ролики смазывают через специальные четыре масленки в кольце 7 один раз в месяц консистентной смазкой «ЦИАТИМ-201».
Зубчатый венец внутреннего кольца 6 в приводе не используется, потому что в этом случае мощность привода возрастает и, как показала практика, ввиду большого пускового момента цепь привода часто рвется.
К кольцам, верхнему 7 и нижнему 8, приваривается двенадцать секторов 10, вырезанных из стали толщиной 20 мм. Сверху верхнего кольца 7 и секторов 10 привариваются концы двенадцати швеллеров 11, а внешние концы швеллеров 11 привариваются к внешним концам укосин 12, выполненных из уголков 100×100 мм. Внутренние концы укосин 12 приварены к нижней части секторов 10. Для жесткости системы к швеллерам 11, укосинам 12 и секторам 10 привариваются стальные косынки 13.
Для устранения возможности опрокидывания карусели, увеличения жесткости в центре карусели сверху устанавливается стальной круг 14 диаметром 1000 мм толщиной 25 мм и приваривается к двенадцати швеллерам 11 (фиг.3). По периферии карусели имеется двенадцать секторов, выполненных сваркой из уголков 15, имеющих размеры 100×100 мм. В каждый сектор уложены две обоймы 16 с тремя изложницами 17 в каждой. Изложницы 17 «прихвачены» сваркой к обоймам 16. Обоймы 16 с внутренней стороны имеют приваренные кронштейны 18, на концах которых приварены пластины, а к ним приварены валики 19. Направляющие 20 крепятся кромкой к раме 4 опоры и имеют уклон в средней части для облегчения процесса опрокидывания изложниц 17. При движении в средней части направляющей 20 изложницы 17 наклонены к горизонту на угол 45-50°. С внешней стороны каждая обойма 16 имеет шарнир 21, позволяющий ей поворачиваться на угол 90°.
В конструкцию карусельной машины введено механизированное устройство для извлечения чушек из изложниц методом опрокидования, состоящее из опрокидывающего пневмоцилиндра, реечного механизма, перемещаемого пневмоцилиндром. Введение в конструкцию карусельной машины устройства для извлечения чушек из изложниц позволяет механизировать трудоемкий процесс извлечения чушек вручную. В средней части направляющей 20 механизированное устройство для извлечения чушек своей втулкой, находящейся на конце штока 22 опрокидывающего пневмоцилиндра 23, наезжает на валик 19 кронштейна 18 одной обоймы 16 и далее поворачивает ее вокруг шарнира 21 на 90°. В конце поворота кронштейны 18 обойм 16 ударяются в упоры 24 и чушки 25 из изложниц 17 падают на пластинчатый конвейер 26, который транспортирует их к месту сборки и увязки в транспортные технологические пакеты (стопки). Следит за перемещениями опрокидывающего пневмоцилиндра 23 (золотниковым устройством) оператор - выбивальщик литья (фиг.4). Для предварительного освобождения чушек в изложницах (для устранения «привара», «прилипания» к стенкам изложниц) служит небольшой пневмоцилиндр 27 со штоком (с износостойким наконечником), который смонтирован в 1900 мм от начала направляющей 20 под обоймами 16 с закрепленными в них изложницами 17. Резкий удар только о днище обоймы 16 устраняет «привар» и чушка затем свободно удаляется механизированным устройством для извлечения чушек из изложниц. Следит за работой пневмоцилиндра 27 для «предварительного освобождения чушек», вернее золотниковым устройством пневмоцилиндра 27 все тот же оператор-выбивальщик литья, который расположен на специальном мостике 28, расположенном около карусели. В процессе работы опрокидывающий цилиндр 23 качается.
Для качания опрокидывающего пневмоцилиндра 23 на некоторый угол на него приварены с двух сторон в середине две оси 29, которые опираются на кронштейн 30, приваренный к верхней зубчатой плите 31 реечного механизма. Верхняя плита 31 перемещается по нижней зубчатой плите 32 реечного механизма при помощи пневмоцилиндра 33, который приварен к кронштейну 34 и плите 35, крепящейся четырьмя болтами к мостику 28. Конец штока пневмоцилиндра 33 приварен к верхней зубчатой плите 31 и может ее перемещать по нижней зубчатой плите 32. Перемещение плит происходит в двух направляющих 36, которые предотвращают опрокидывание верхней зубчатой плиты при работе опрокидывающего пневмоцилиндра 23. Направляющие 36 крепятся восемью болтами к мостику 28.
Следует отметить, что в конструкцию карусельной машины введен привод вращения карусели, размещенный на колонне и имеющий фрикционную пару с электродвигателем небольшой мощности. Малая мощность привода вращения предлагаемого изобретения объясняется еще и тем, что привод вращения карусельной машины расположен около карусели, поэтому плечо вращения карусельной машины большое и, следовательно, нужен электродвигатель сравнительно малой мощности. Таким образом, карусель приводится во вращение приводом, состоящим из электродвигателя 37, муфты 38, червячного редуктора 39, диска 40, колонны 41 и тумбы 42 (фиг.5). К каждому сектору карусели с внешней стороны привариваются двенадцать секторов-ободов 43. Тумба 42 приварена к стальной плите 44, которая крепится к фундаменту четырьмя фундаментными болтами 45. На колонне 41 закреплены электродвигатель 37, муфта 38, червячный редуктор 39 и диск 40. Карусель, имеющая изображенный привод, имеет небольшой вращающий момент, поэтому используется электродвигатель 37 небольшой мощности. Вращение карусели легкое и плавное. Колонна 41 имеет внутри вал 46, вокруг которого она совершает поворот при помощи пневмоцилиндра 47. Шток пневмоцилиндра 47 связан с кронштейном 48, который приварен к колонне 41. Пневмоцилиндр 47 приварен к опоре 49, которая закреплена на фундаменте двумя фундаментными болтами. При выдвижении штока из пневмоцилиндра 47 кронштейн 48 вместе с колонной 41 поворачивается против часовой стрелки вокруг вала 46 и диск 40 отходит от сектора-обода 43. При этом вращение карусели прекращается. При движении штока внутрь пневмоцилиндра 47 кронштейн 48 вместе с колонной 41 поворачивается по часовой стрелке вокруг вала 46 и диск 40 прижимается к сектору-ободу 43, при этом происходит вращение карусели. У заливщика металла, стоящего при разливке металла у летки, имеется педаль 50 включения привода вращения карусели. Перед сливом металла в изложницы карусели, последние красят специальной противопригарной краской. Для покраски изложниц используются два переносных пульверизатора 51, установленных перед приводом (по вращению карусели). Пульверизаторы направлены под разными углами к изложницам, поэтому покраска осуществляется по всей внутренней поверхности изложниц тонким равномерным слоем. Распыление краски производится струей сжатого воздуха давлением 6 атм, подаваемой в пульверизаторы 51 по гибкому шлангу. Заливщик металла при покраске внутренней поверхности изложниц управляет подачей сжатого воздуха при помощи крана (не показан).
Перед началом работы, а также для просушки краски изложницы 17 нагревают до температуры 200-250°С. Для этой цели используются две инжекционные горелки 52 низкого давления, расположенные под изложницами (закрепленные на подставке, установленной на полу цеха (внизу секторов карусели). Кроме того, имеется одна инжекционная горелка 53 с шестью смесителями, расположенная над изложницами. Включает и выключает все инжекционные горелки заливщик металла. В процессе работы карусельной машины для отливки чушек изложницы нагреваются, что ухудшает выбивку чушек, приводит к повышенному пригару, а также повышенной ломкости чушек при их выбивке. В состав устройства для охлаждения изложниц вводится четыре осевых вентилятора 54, расположенных над изложницами и под углом к изложницам. Чтобы предотвратить чрезмерный нагрев изложниц 17, на 6-угольной раме 4 карусели приварен сварной П-образный кронштейн 55 с установленными на нем четырьмя осевыми вентиляторами 54 ВО-14-320-4. При разливке металла в летнее время включаются четыре вентилятора 54, в зимнее время бывает достаточно одного. Для эффективного охлаждения два осевых вентилятора расположены над верхней плоскостью залитых изложниц на расстоянии 500 мм, а два наклонены под углом 45° к верхней плоскости изложниц. Металл плавится в печи 56, которая имеет поворотный желоб 57. Существенно отметить, что каждый из двенадцати секторов-ободов 43 приварен к секторам карусельной машины семью стальными прутками 58.
Работа карусели происходит следующим образом.
В плавильной печи 56 плавится металл и перед его разливкой в изложницы берется проба на химический анализ. Перед сливом жидкого металла в изложницы 17 карусели их красят специальной противопригарной краской на графитовой основе. Покраску производят двумя переносными пульверизаторами 51, установленными на штативах. Струя сжатого воздуха распыляет краску на внутреннюю поверхность изложниц 17 перед заливкой в них жидкого металла. Перед нанесением противопригарной краски изложницы 17 нагревают до 200-250°C двумя инжекционными горелками 52 низкого давления и одной газовой инжекционной горелкой с шестью единичными смесителями. Заливщик металла включает подачу природного газа в три инжекционные горелки 52, 53 и зажигает факел, далее включает привод вращения карусели. Для прогрева изложниц и удаления влаги из них достаточно 3 оборота карусели. Далее открывается леточное отверстие плавильной печи 56, металл течет по желобу 57, наполняя поочередно находящиеся в секторах карусели изложницы 17. Заливщик должен отрегулировать истечение жидкого металла из печи леточной пикой и включить четыре вентилятора 54 ВО-14-320-4.
Пройдя два сектора карусели, жидкий металл, находящийся в изложницах 17, кристаллизуется и когда изложницы 17, находящиеся в обойме 16 подходят к направляющей 20, кронштейн 18, приваренный к обойме 16, начинает скользить по направляющей 20. Пройдя 1900 мм по направляющей 20, обоймы 16 попадают в зону действия пневмоцилиндра 27 со штоком (с износостойким наконечником), включается подача сжатого воздуха в пневмоцилиндр, происходит удар и освобождение (устраняется «привар») чушек в изложницах 17. Момент удара регулируется фотодатчиком (не показано). При этом по мере продвижения обойм 16 с изложницами 17 к специальному механизму, выбивающему чушки 25 из изложниц 17, чушки в середине направляющей 20 имеют наклон к горизонту 45-50°. В этом месте находится пневмоцилиндр 23 со штоком 22, на конце которого имеется втулка. На втулку в штоке 22 наезжает валик 19, приваренный к кронштейну 18. Шток поршня 33 находится в крайнем левом положении (соответственно и верхняя зубчатая плита 31 находится в крайнем левом положении) (фиг.3). Включается подача воздуха в правую полость пневмоцилиндра 23 и шток 22 с насаженным на втулку валиком 19 кронштейна 18 резко перемещается справа налево и резко вращает вокруг оси 21 обойму 16 с тремя изложницами (фиг.4). После удара кронштейна 18 об упор 24 включается подача сжатого воздуха в левую полость пневмоцилиндра 23, при этом поршень со штоком движется слева направо и опускает обойму 16 с пустыми изложницами 17 на направляющую 20. При дальнейшем движении карусели валик 19 выходит из втулки на конце штока 22, далее подается воздух в правую полость пневмоцилиндра 33 и верхняя зубчатая плита 31 возвращается в исходное положение, и процесс повторяется. Следует отметить, что чушки 25 после удара кронштейна 18 об упор 24 вываливаются их трех изложниц 17, закрепленных в обойме 16, попадают на склиз 59 и далее со склиза 59 падают на пластинчатый конвейер 26. Пластинчатым конвейером 26 чушки 25 подаются на склад готовой продукции, где увязываются в транспортные технологические пакеты и маркируются в соответствии с ГОСТ.
Предложенная конструкция карусельной машины для отливки чушек отличается простотой, небольшим расходом электрической энергии, плавностью вращения и позволяет механизировать трудоемкие операции при выбивке чушек, при подготовке ее к работе и в процессе работы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Карусельная машина для отливки чушек | 2019 |
|
RU2701227C1 |
| УСТАНОВКА ДЛЯ ОТЛИВКИ ЧУШЕК | 2010 |
|
RU2416484C1 |
| УСТАНОВКА ДЛЯ ОТЛИВКИ ЧУШЕК | 2018 |
|
RU2686174C1 |
| Установка для отливки чушек | 2020 |
|
RU2744726C1 |
| УСТАНОВКА ДЛЯ ОТЛИВКИ ЧУШЕК | 2011 |
|
RU2445186C1 |
| УСТАНОВКА ДЛЯ ОТЛИВКИ ЧУШЕК | 2014 |
|
RU2561540C2 |
| КОМПЛЕКС ЗАЛИВКИ ЖИДКОГО МЕТАЛЛА В ИЗЛОЖНИЦЫ НА КОНВЕЙЕРЕ | 2014 |
|
RU2578272C1 |
| Роторная наклонная печь | 2020 |
|
RU2723854C1 |
| Шахтно-отражательная печь для переплава металла | 2019 |
|
RU2727374C1 |
| Шахтно-отражательная печь для переплава металла | 2023 |
|
RU2799640C1 |
Карусельная машина включает карусель с изложницами, опорно-поворотное устройство с приводом вращения карусели, размещенным на колонне и имеющим фрикционную пару. Для нагрева изложниц предусмотрено устройство, состоящее из двух газовых инжекционных горелок низкого давления, расположенных под изложницами, и одной газовой инжекционной горелки с шестью единичными смесителями, расположенной над изложницами. Нанесение противопригарной краски осуществляют двумя пульверизаторами, установленными на штативах. Охлаждение изложниц осуществляют посредством четырех осевых вентиляторов, расположенных на кронштейне над верхней плоскостью залитых изложниц, при этом два из них наклонены под углом 45° к верхней плоскости изложниц. Извлекают чушки посредством опрокидывания. Обеспечиваются простота конструкции и небольшой расход электрической энергии. 5 ил.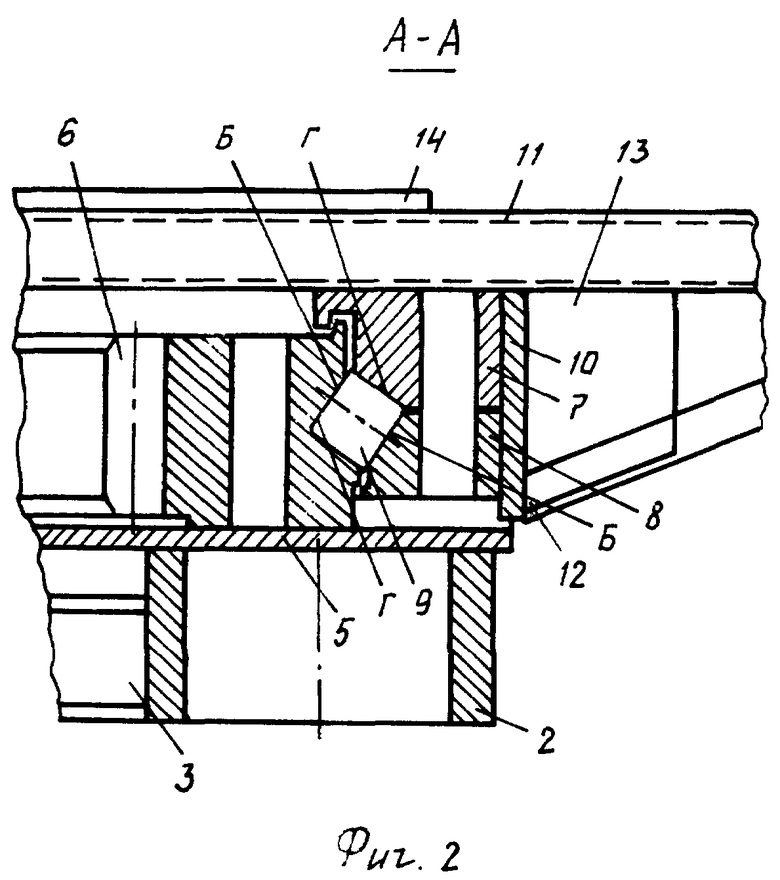
Карусельная машина для отливки чушек, включающая карусель с установленными на ней изложницами, опорно-поворотное устройство с приводом вращения карусели, расположенным около карусельной машины, устройство для нанесения противопригарной краски на изложницы, устройство для охлаждения изложниц в процессе работы и механизированное устройство для извлечения чушек из изложниц, отличающаяся тем, что она снабжена устройством для нагрева изложниц перед заливкой их расплавленным металлом, состоящим из двух газовых инжекционных горелок низкого давления, расположенных под изложницами, и одной газовой инжекционной горелки с шестью единичными смесителями, расположенной над изложницами, привод вращения карусели размещен на колонне и имеет фрикционную пару, устройство для нанесения противопригарной краски на изложницы состоит из двух пульверизаторов, установленных на штативах, крана управления и подводящего сжатый воздух гибкого шланга, устройство для охлаждения изложниц в процессе работы состоит из четырех осевых вентиляторов, расположенных на кронштейне над верхней плоскостью залитых изложниц, при этом два из них наклонены под углом 45° к верхней плоскости изложниц, а устройство для извлечения чушек из изложниц состоит из опрокидывающего цилиндра, реечного механизма, перемещаемого пневмоцилиндром.
| Прибор для испытания плотности запрессовки золотниковых втулок | 1937 |
|
SU54543A1 |
| Конвейерная литейная машина дляОТлиВКи чушЕК | 1979 |
|
SU852437A1 |
| Карусельная кокильная машина | 1988 |
|
SU1622079A1 |
| Литейная машина | 1956 |
|
SU105321A2 |
| КАРУСЕЛЬНАЯ МАШИНА ДЛЯ ОТЛИВКИ ЧУШЕК | 1972 |
|
SU426745A1 |
| Карусельная машина для заливки литейных форм | 1976 |
|
SU634841A1 |
| GB 755048 А, 15.08.1956 | |||
| Устройство для установки верхнего валка прокатной клети | 1987 |
|
SU1444002A1 |

